


Ведущая линия гранулирования инженерных пластмасс
Ведущая линия гранулирования инженерных пластмасс – звучит как гром среди ясного неба, как обещание высокой производительности и бесперебойной работы. На деле же все гораздо сложнее. Многие начинающие (и не только) производители идеализируют этот процесс, забывая о тонкостях, которые могут существенно повлиять на качество конечного продукта и рентабельность производства. В этой статье я хочу поделиться своим опытом, ошибками и некоторыми решениями, которые мы внедряли в ООО Чанчжоу Даюнь Экологические Технологии, чтобы оптимизировать наши линии.
Почему 'ведущая линия' – не гарантия успеха?
Часто предлагаются готовые решения – 'ведущая линия гранулирования', с обещаниями автоматизации и минимального вмешательства человека. И, конечно, это привлекательно. Но стоит помнить, что каждая партия материала уникальна. Поэтому “ведущая линия” должна быть гибкой, способной адаптироваться к изменениям в составе сырья, влажности, температуре. Слишком жесткие параметры работы, рассчитанные на один конкретный тип пластика, неизбежно приведут к проблемам. Мы однажды столкнулись с ситуацией, когда незначительное изменение партии полиамида 6 вызвала сбой в работе системы охлаждения, что привело к деформации гранул и значительному снижению их прочности. Оказалось, что датчики температуры на разных участках линии работали с небольшой погрешностью, и это не было учтено при настройке.
Важным аспектом является правильно подобранная система экструзии. Слишком низкая или высокая температура экструзии может приводить к расслоению полимера, образованию пористости, или даже к его термической деградации. Особенно это критично для высокопрочных инженерных пластиков, таких как PEEK или PEI. Наше производство специализируется на работе с такими материалами, и мы много времени потратили на оптимизацию параметров экструзии для каждого конкретного типа пластика. Это не просто ручная настройка, это требует глубокого понимания термодинамических свойств полимера и его поведения при различных температурах и давлениях.
Конструктивные особенности и их влияние на качество
Важно обратить внимание на детали конструкции линии. Равномерность расплава, эффективность смешивания, качество охлаждения – все это напрямую влияет на однородность и качество гранул. Например, использование нескольких зон охлаждения с регулируемой температурой позволяет более точно контролировать процесс кристаллизации полимера, что особенно важно для материалов с высокой степенью кристалличности. У нас на производстве мы используем систему с завихрителями и контролем потока расплава, чтобы обеспечить его равномерное распределение по всему объему экструдера. Это позволяет избежать локальных перегревов и дефектов гранул.
Еще один важный момент – система резки гранул. Неправильно подобранный нож или слишком низкая скорость вращения шнека могут привести к образованию острых краев на гранулах, что может затруднить их дальнейшую переработку. Мы перепробовали несколько вариантов систем резки, прежде чем нашли оптимальное решение для нашего оборудования и типа пластика. В конечном итоге, мы остановились на ножевой системе с регулируемой скоростью вращения и автоматической подстройкой положения ножа под толщину гранул.
Регулировка скорости вращения шнека и ее влияние на процесс
Скорость вращения шнека – это критически важный параметр, который влияет на время пребывания полимера в экструдере, а значит, и на его степень размягчения и гомогенизации. Слишком высокая скорость может привести к образованию пузырьков и дефектов гранул, а слишком низкая – к неравномерному расплаву. Оптимальная скорость вращения зависит от типа пластика, температуры экструзии и геометрии экструдера. Мы используем систему автоматической регулировки скорости вращения шнека, которая позволяет поддерживать оптимальные параметры в режиме реального времени. Эта система основана на обратной связи с датчиками температуры и давления, и она позволяет автоматически корректировать скорость вращения в зависимости от изменяющихся условий.
Кроме того, важно учитывать конструкцию шнека. Различные типы шнеков имеют разные характеристики и подходят для разных типов пластиков. Например, для экструзии высокоазотсодержащих полимеров рекомендуется использовать шнеки с повышенной износостойкостью. Мы тщательно выбираем шнеки для каждого типа пластика, чтобы обеспечить оптимальную производительность и срок службы оборудования. Наше сотрудничество с производителями шнеков, такими как [Название компании-поставщика шнеков], позволило нам найти оптимальные решения для наших производственных задач.
Проблемы с охлаждением и их решения
Эффективное охлаждение – это еще один важный аспект производства гранулированных инженерных пластиков. Недостаточное охлаждение может привести к образованию дефектов гранул, таких как пористость, трещины и деформация. Слишком интенсивное охлаждение может вызвать термические напряжения в гранулах, что может привести к их разрушению при дальнейшей переработке. Наше производство использует систему водяного охлаждения, которая позволяет точно контролировать температуру гранул на разных участках линии. Мы используем несколько контуров охлаждения, чтобы обеспечить равномерное распределение температуры по всему объему гранул. Кроме того, мы используем специальные теплоотводящие материалы для покрытия экструдера, чтобы повысить эффективность охлаждения.
При работе с полимерами, имеющими высокую теплопроводность, эффективное охлаждение становится особенно важным. Например, при экструзии поликарбоната необходимо обеспечить очень быстрое охлаждение, чтобы избежать образования дефектов. Мы используем систему с замкнутым контуром охлаждения, которая позволяет поддерживать постоянную температуру воды и обеспечивать эффективное отведение тепла от экструдера. Регулярная проверка и обслуживание системы охлаждения – это критически важный аспект поддержания стабильного качества гранул.
Ошибки, которые стоит избегать
На основе нашего опыта могу сказать, что наиболее распространенные ошибки при производстве гранулированных инженерных пластиков связаны с неправильным выбором сырья, неверной настройкой параметров экструзии и недостаточным контролем качества. Не стоит экономить на сырье, так как от его качества напрямую зависит качество конечного продукта. Необходимо тщательно изучать технические характеристики каждого типа пластика и выбирать оптимальные параметры экструзии. Регулярный контроль качества позволяет выявлять и устранять дефекты гранул на ранней стадии производства. Например, мы используем систему автоматического контроля цвета и размеров гранул, которая позволяет автоматически отбраковывать дефектные партии. Мы также проводим регулярные лабораторные испытания гранул, чтобы убедиться в их соответствии требованиям заказчика.
Не стоит пренебрегать обучением персонала. Операторы должны быть хорошо обучены работе с оборудованием и понимать принципы производства гранулированных инженерных пластиков. Регулярные тренинги и семинары помогают повысить квалификацию персонала и избежать ошибок при работе с оборудованием. Мы проводим внутренние тренинги для наших операторов, чтобы они могли обмениваться опытом и учиться друг у друга. Мы также приглашаем специалистов из других компаний для проведения мастер-классов и семинаров.
Заключение
Производство ведущей линии гранулирования инженерных пластмасс – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Нельзя полагаться только на готовые решения и автоматизацию. Необходимо тщательно изучать технические характеристики сырья, правильно настраивать параметры экструзии и контролировать качество гранул на всех этапах производства. ООО Чанчжоу Даюнь Экологические Технологии постоянно совершенствует свои технологии и решения, чтобы помочь своим клиентам производить высококачественные гранулированные инженерные пластики.
ООО Чанчжоу Даюнь Экологические Технологии стремится предоставлять комплексные решения для производства экструдированных полимерных материалов, от проектирования и поставки оборудования до технической поддержки и обучения персонала. Узнать больше о наших услугах можно на сайте: https://www.jwell-machine.ru.Соответствующая продукция
Соответствующая продукция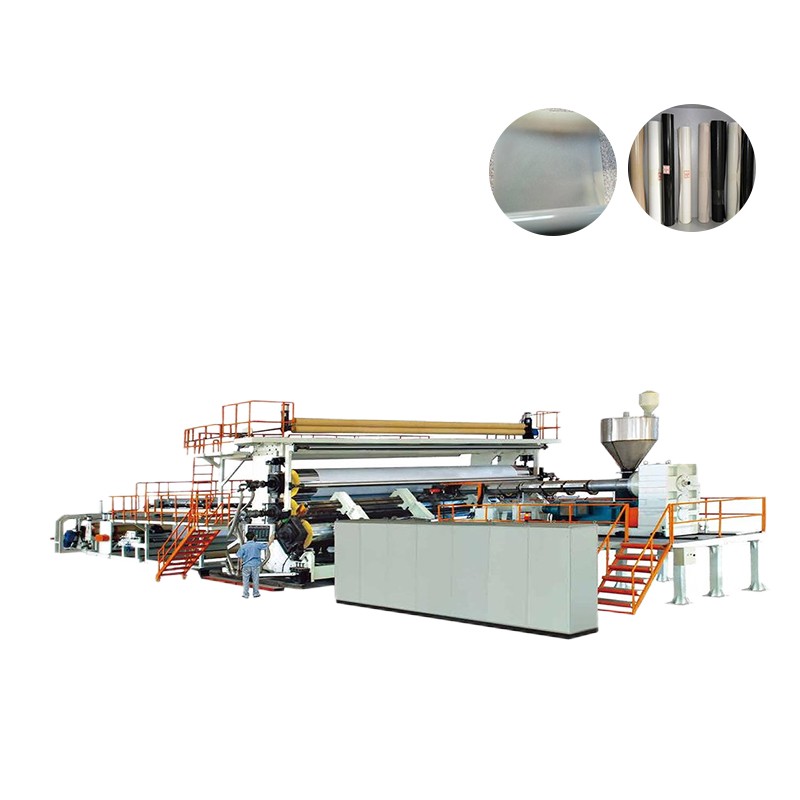





Самые продаваемые продукты
Самые продаваемые продукты-
 Дробилка для поддонов серии DYPS-T
Дробилка для поддонов серии DYPS-T -
 Одноступенчатая грануляционная машина
Одноступенчатая грануляционная машина -
 Экструзионная линия для дверных панелей WPC из PVC JWELL
Экструзионная линия для дверных панелей WPC из PVC JWELL -
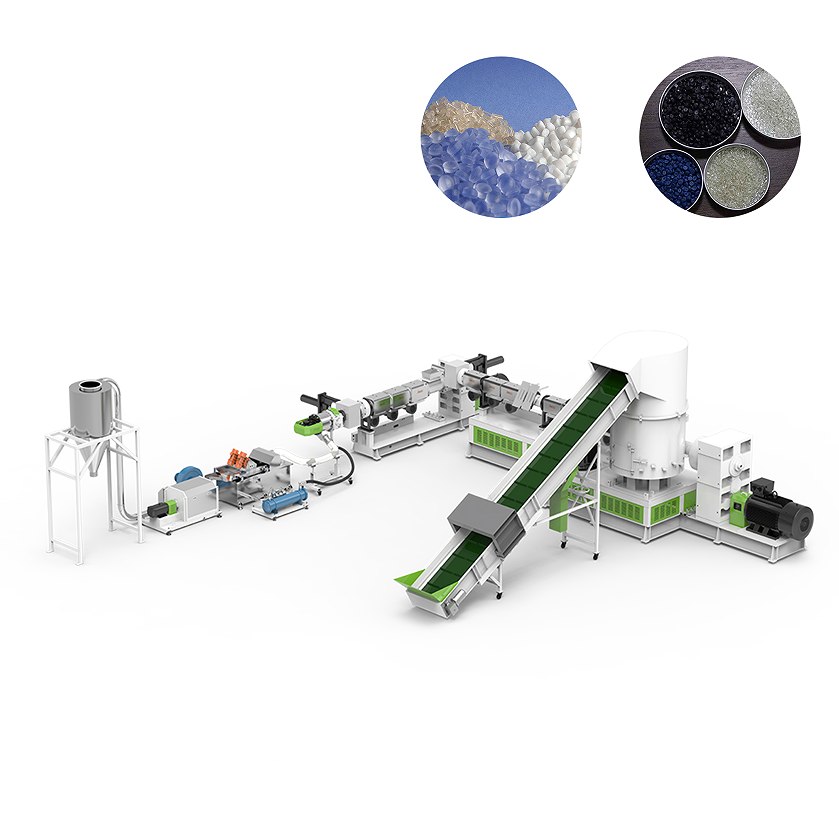
 Одношнековый гранулятор для переработки жёсткого пластика Jwell
Одношнековый гранулятор для переработки жёсткого пластика Jwell -
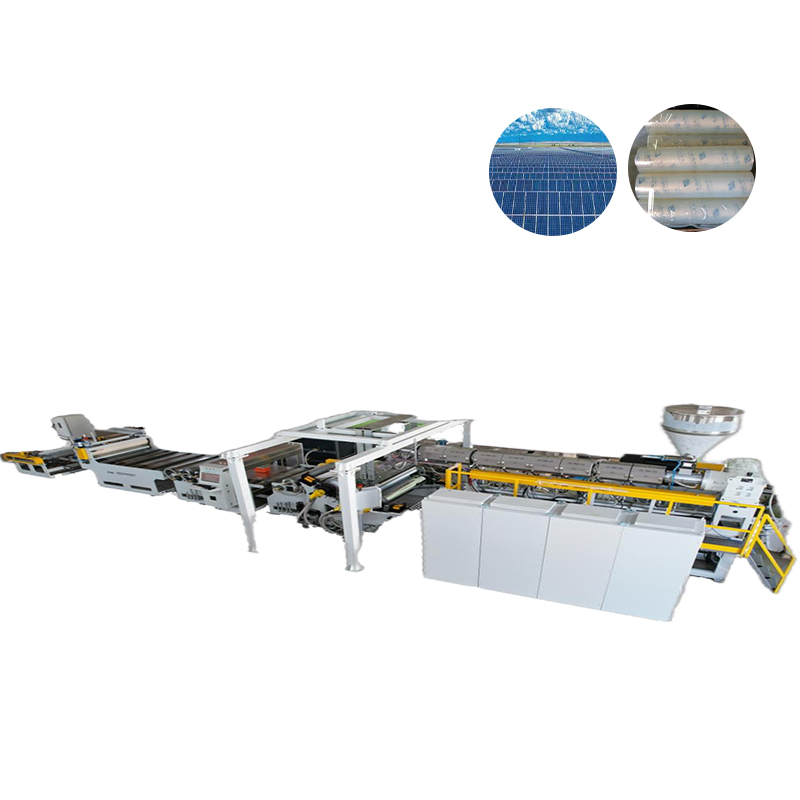
 Двушнековая экструзионная линия для листов PET без сушки с дегазацией
Двушнековая экструзионная линия для листов PET без сушки с дегазацией -
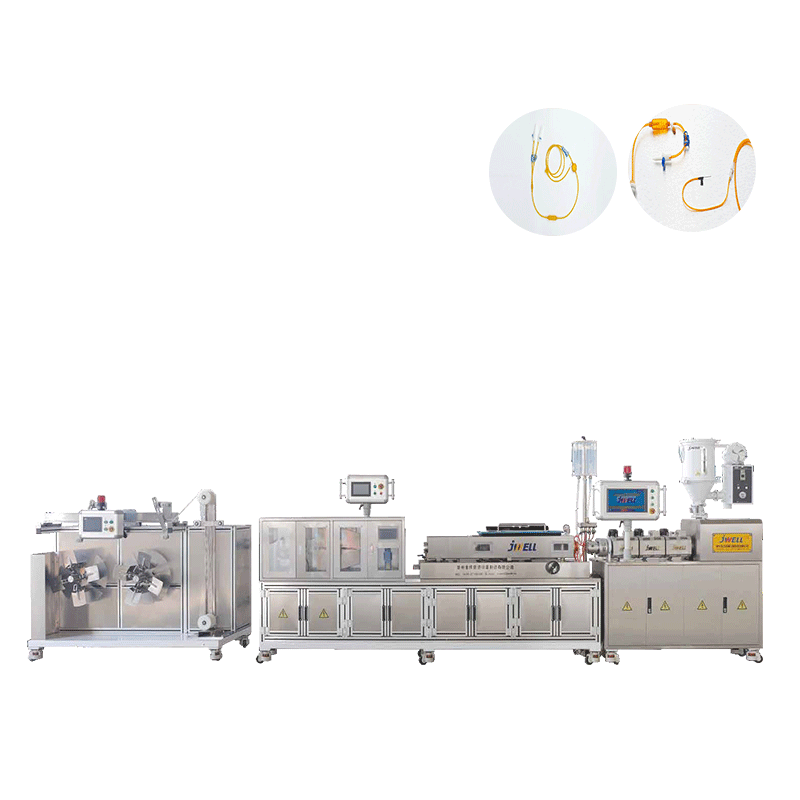
 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Продукция для экологически чистой уличной мебели из PP+кальциевого порошка
Продукция для экологически чистой уличной мебели из PP+кальциевого порошка -
 Одноступенчатая грануляторная машина
Одноступенчатая грануляторная машина -
 Экструзионная линия для стержней, плит и труб из PEEK, PPSU
Экструзионная линия для стержней, плит и труб из PEEK, PPSU -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL
Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL
Связанный поиск
Связанный поиск- Производитель экструзионной линии upvc/cpvc с двумя бегунами и четырьмя бегунами
- Одношнековый гранулятор jwl
- Поставщики машин для производства труб из пнд
- Дробилка для пластика
- Производитель pla лист экструзионной линии в китае
- Шнек и цилиндр экструдера
- Экструдер пвх jinwei производитель в китае
- Завод по производству труб из пнд
- Установки для экструзии профильного пластика
- Производитель экструзионной линии для производства водопроводных и газовых труб большого калибра из пнд



