


Ведущая линия экструзии изоляционных труб из полиэтилена
Многие считают проектирование ведущей линии экструзии изоляционных труб из полиэтилена достаточно простым процессом – взять рецептуру, подобрать экструдер и всё. Но это, как правило, заблуждение. На практике возникают тонкости, связанные с материалом, требованиями к конечному продукту и, конечно, надежностью оборудования. Я не инженер-конструктор, а скорее тот, кто видел многое на своем веку, кто участвовал в запуске и модернизации подобных линий. Поэтому хочу поделиться не какой-то строгой инструкцией, а скорее опытом, с которым сталкивался в своей работе, и выводами, которые я сделал. Речь пойдет о совокупности факторов, влияющих на качество продукции и экономическую эффективность производства.
Выбор экструдера: золотая середина
Первый и, пожалуй, самый важный шаг – выбор экструдера. Здесь часто совершают ошибки, увлекаясь либо очень мощными, либо, наоборот, слишком слабыми установками. Например, я помню один случай, когда заказали высокопроизводительный экструдер, рассчитанный на очень большие объемы. В итоге, из-за неправильной настройки и несоответствия материала – полиэтилена высокой плотности (HDPE) – качество трубы оказалось неудовлетворительным: неравномерная структура, дефекты поверхности. В итоге, пришлось тратить время и деньги на доработку рецептуры и изменение параметров экструзии. Зачастую оптимальным решением является экструдер средней мощности, с возможностью гибкой настройки режимов работы. Важно учитывать предполагаемый объем производства, диаметр и толщину производимых труб, а также свойства используемого полимера.
Нельзя забывать и о типе экструдера. В нашем случае, для изоляционных труб чаще всего выбирают двухходовые экструдеры. Но даже в этом случае, существуют различия между различными конструкциями шнеков – одно- и двухскоростные. Выбор шнека напрямую влияет на качество перемешивания и плавность экструзии. Например, при работе с вязкими материалами, такими как ПВХ, односкоростные шнеки могут не справиться с задачей, что приведет к снижению качества продукции. В последние годы все большую популярность приобретают экструдеры с использованием системы предварительного нагрева материала, что позволяет улучшить его текучесть и снизить нагрузку на экструдер.
Рецептура: искусство баланса
Рецептура – это не просто список ингредиентов. Это целая наука, требующая понимания свойств полимера, добавок и их взаимодействия. Например, добавление антиоксидантов необходимо для защиты полимера от деградации под воздействием ультрафиолета и тепла. Но их избыточное количество может негативно повлиять на механические свойства трубы. Или, например, добавление красителей – это не только вопрос эстетики, но и вопрос совместимости с полимером и стабильности цвета при длительном хранении и эксплуатации. Я бы рекомендовал не полагаться только на рекомендации поставщика полимера, а проводить собственные эксперименты и оптимизировать рецептуру под конкретные условия производства.
Особенно важно обращать внимание на температуру экструзии. Слишком высокая температура может привести к деградации полимера и ухудшению механических свойств трубы. Слишком низкая температура – к снижению текучести материала и увеличению нагрузки на экструдер. Идеальная температура экструзии – это та, при которой материал плавится и перемешивается достаточно хорошо, но при этом не подвергается термической деградации. Для этого требуется точный контроль температуры на всех этапах экструзии – от загрузки материала до охлаждения трубы.
Проблемы с охлаждением и стабилизацией формы
Правильное охлаждение – ключевой фактор для получения трубы с заданными геометрическими размерами и высокой прочностью. В большинстве случаев, для охлаждения труб используют воду, но можно применять и другие методы, например, воздушное охлаждение. При использовании водяного охлаждения необходимо тщательно контролировать температуру воды и скорость потока, чтобы избежать образования деформаций и напряжения в трубе. Я видел случаи, когда из-за неправильно настроенной системы охлаждения трубы получались с изгибами и деформациями, что делало их непригодными для использования. Важно также учитывать геометрию трубы при проектировании системы охлаждения.
Кроме того, необходимо обеспечить стабилизацию формы трубы во время охлаждения. Это можно достичь с помощью использования специальных стабилизаторов или путем применения вакуумного охлаждения. Вакуумное охлаждение позволяет уменьшить внутреннее давление в трубе, что снижает риск образования деформаций и напряжения. Однако, оно требует специального оборудования и квалифицированного персонала.
Анализ и контроль качества: не пренебрегайте этим
Недостаточно просто построить производственную линию. Необходимо постоянно контролировать качество продукции и анализировать результаты. Это включает в себя проведение регулярных испытаний на прочность, растяжение, ударную вязкость и другие параметры. Использование современных методов контроля качества, таких как ультразвуковой контроль и рентгенография, позволяет выявлять скрытые дефекты и предотвращать их попадание в продукцию. Кроме того, необходимо вести учет всех параметров экструзии и хранить результаты испытаний, чтобы иметь возможность отслеживать изменения в качестве продукции и выявлять причины возникновения дефектов.
В последнее время все большую популярность приобретают системы автоматизированного контроля качества. Они позволяют автоматически измерять различные параметры трубы и выявлять дефекты в режиме реального времени. Это позволяет снизить количество брака и повысить эффективность производства. Также, важно не забывать о контроле геометрических размеров трубы – диаметра, толщины стенки, ровности поверхности. Несоответствие геометрических размеров заданным параметрам также может привести к снижению качества продукции и ее непригодности для использования.
Опыт и выводы
Как я уже говорил, ведущая линия экструзии изоляционных труб из полиэтилена – это не просто экструдер и рецептура. Это комплексный процесс, требующий внимания к деталям и постоянного контроля качества. Ошибки на этапе проектирования или запуска линии могут привести к значительным финансовым потерям. Поэтому, прежде чем приступать к реализации проекта, необходимо тщательно проанализировать все факторы и разработать детальный план производства. И помните, постоянное обучение и повышение квалификации персонала – залог успешного производства высококачественной продукции. ООО Чанчжоу Даюнь Экологические Технологии, компания с богатым опытом в области производства экструзионного оборудования, может предложить комплексные решения для проектирования и запуска производственных линий, учитывая все особенности и нюансы вашего производства. Их опыт, накопленный с момента основания в 1997 году, неоспорим.
Соответствующая продукция
Соответствующая продукция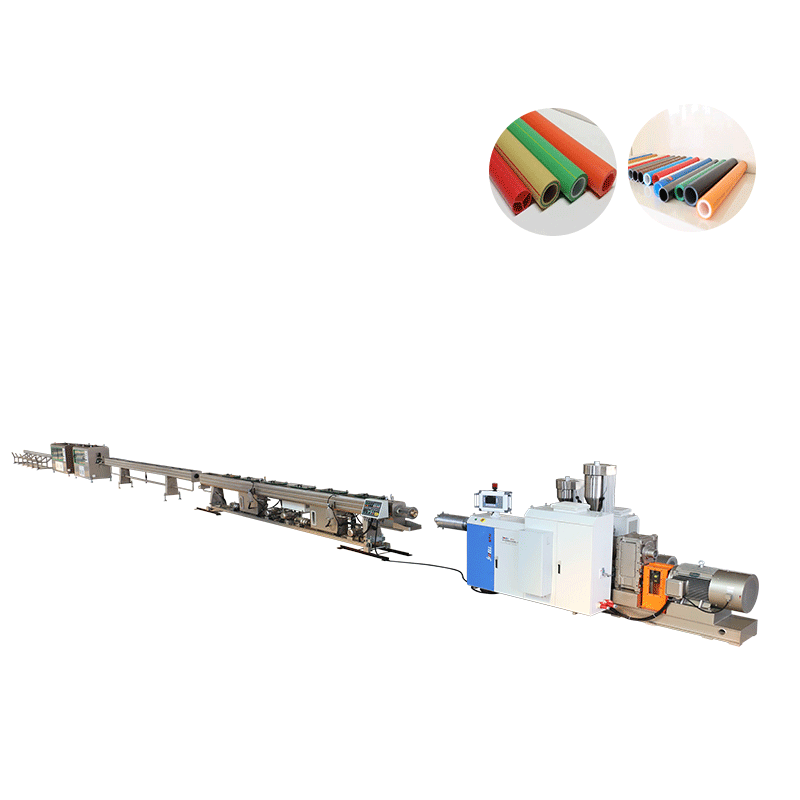



Самые продаваемые продукты
Самые продаваемые продукты-
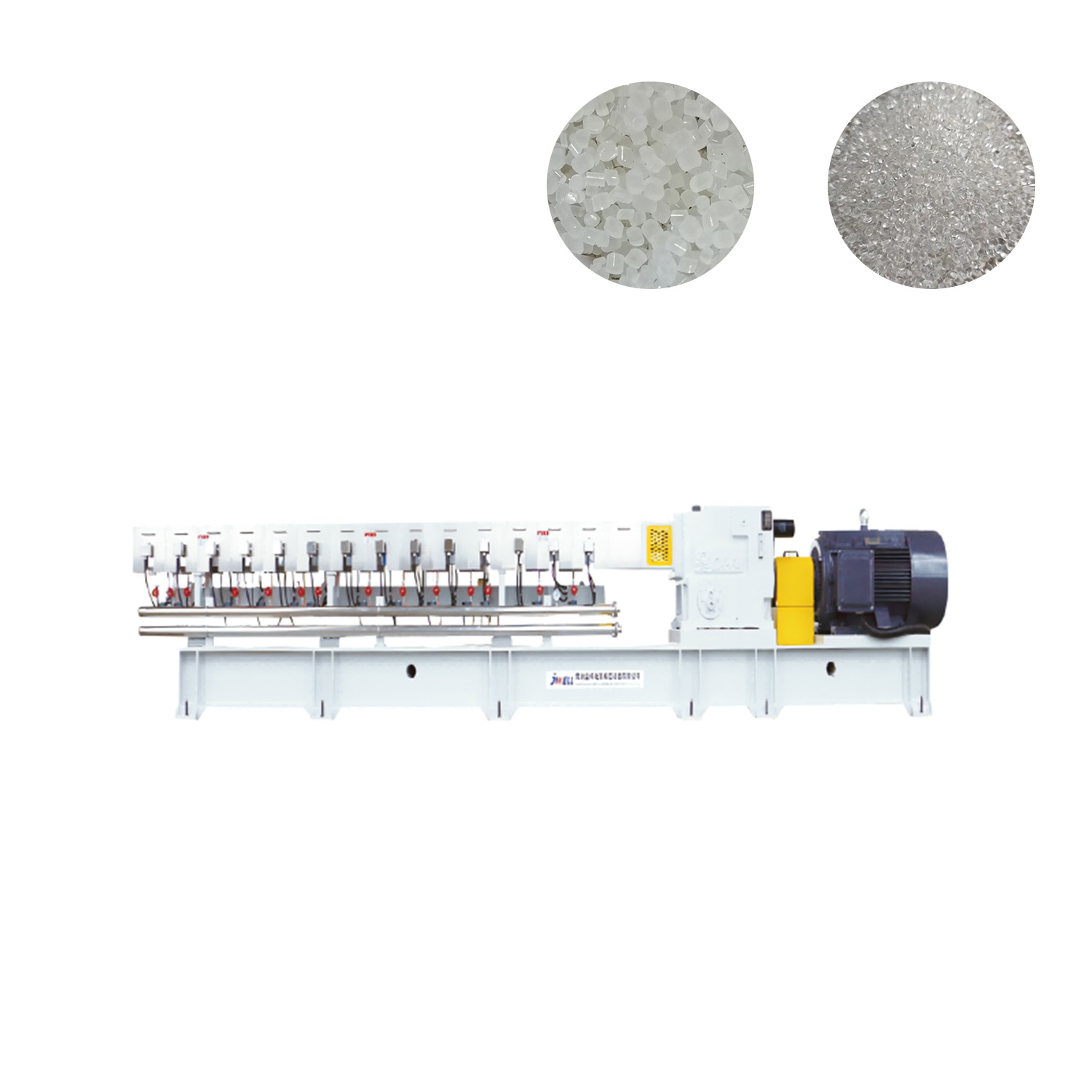
 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
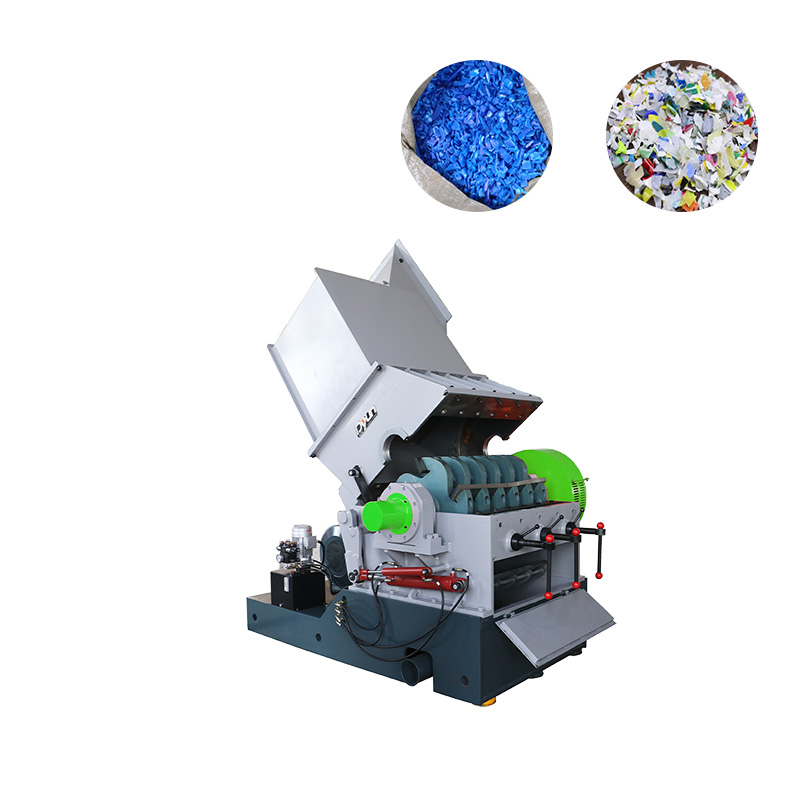 Мощная дробилка серии Jwell DYPS-G
Мощная дробилка серии Jwell DYPS-G -
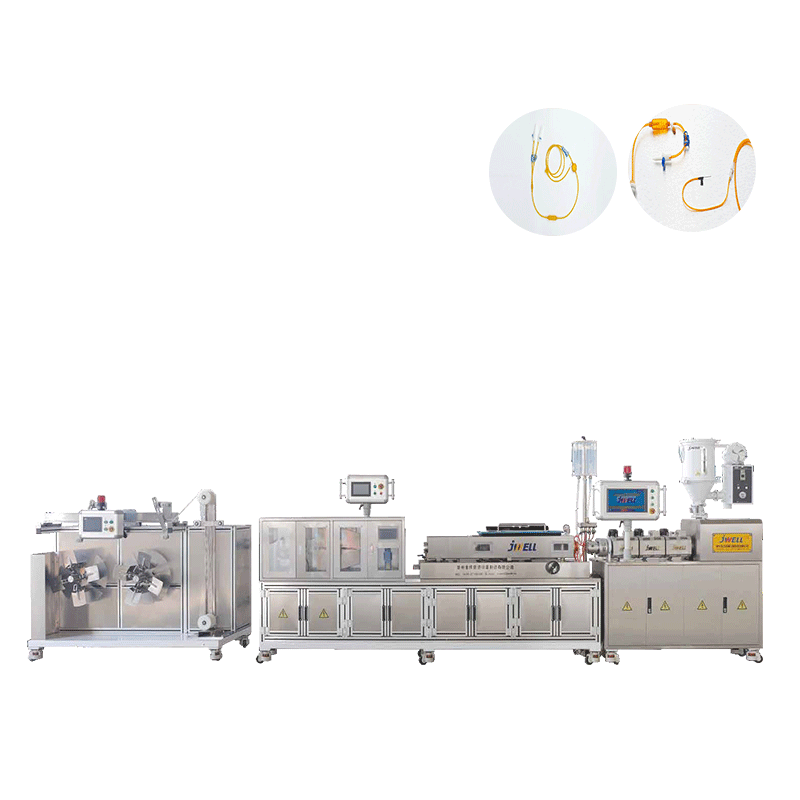 Три слоя (два слоя) медицинской линии экструзии инфузионных труб
Три слоя (два слоя) медицинской линии экструзии инфузионных труб -
 Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury
Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury -
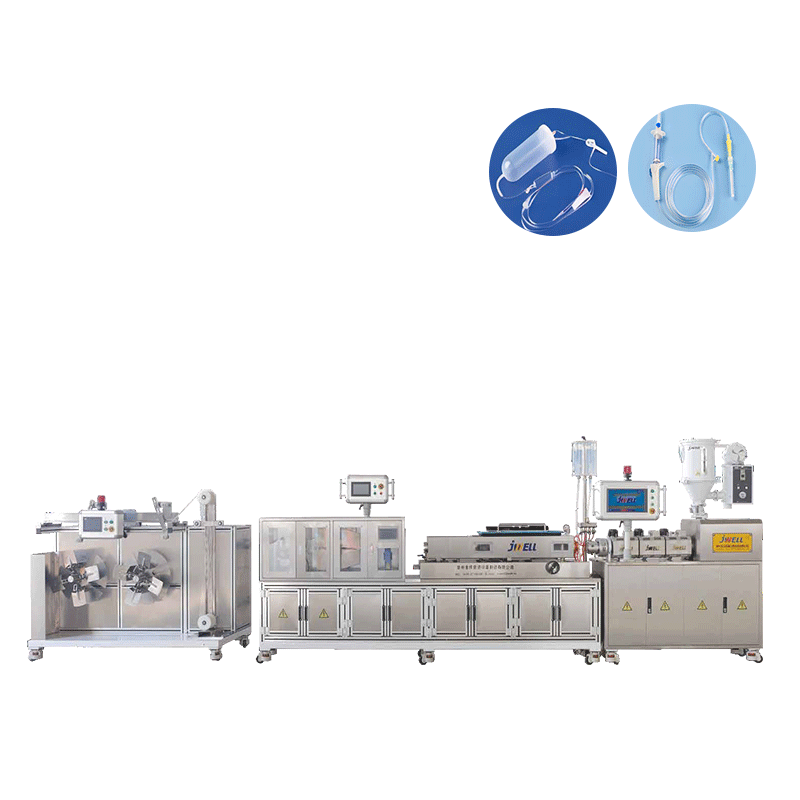 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
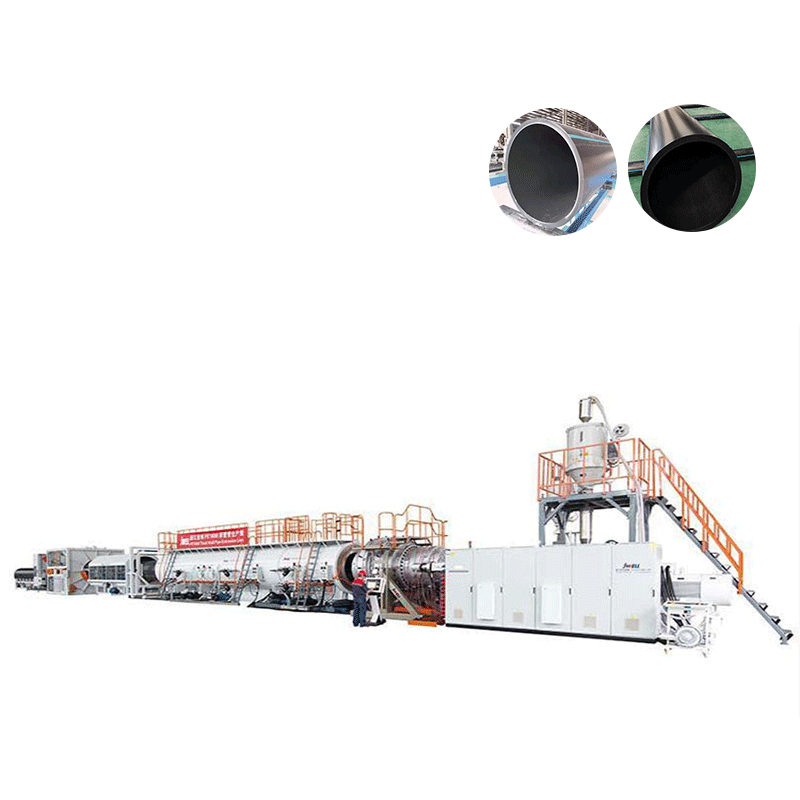 Экструзионная линия для производства труб большого диаметра из HDPE для водоснабжения и газоснабжения
Экструзионная линия для производства труб большого диаметра из HDPE для водоснабжения и газоснабжения -
 Линия по экструзии оконных жалюзи из ПВХ
Линия по экструзии оконных жалюзи из ПВХ -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 PEЛиния экструзии композита из меди и пластика с техническим углеродом
PEЛиния экструзии композита из меди и пластика с техническим углеродом -
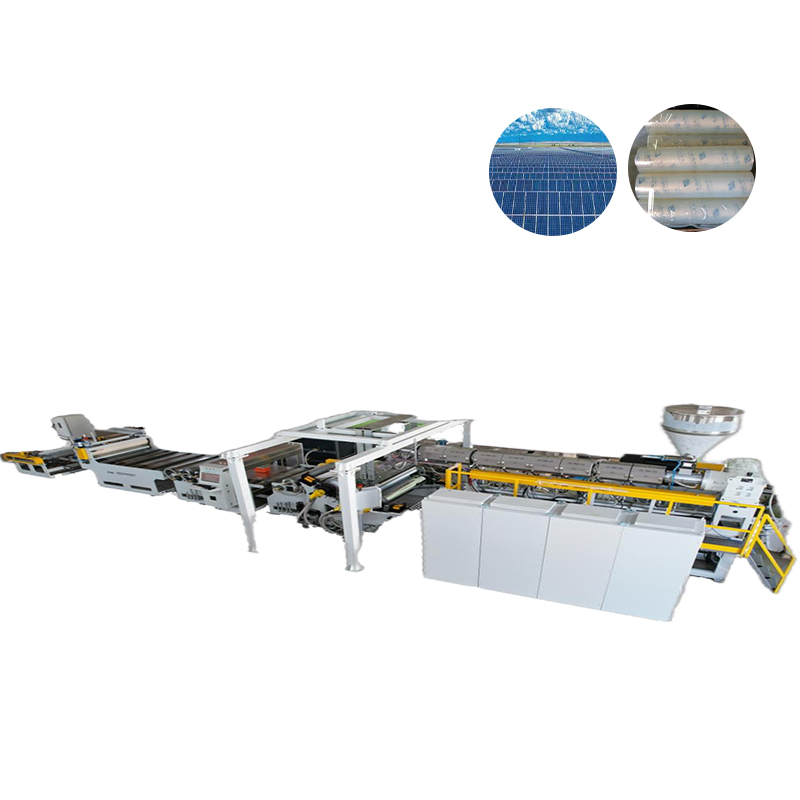 Линия экструзии солнечной пленки EVA POE
Линия экструзии солнечной пленки EVA POE -
 Экструзионная линия для дверных панелей WPC из PVC JWELL
Экструзионная линия для дверных панелей WPC из PVC JWELL
Связанный поиск
Связанный поиск- Высококачественная горизонтальная линия экструзии двустенных гофрированных труб hdpe/pp/pvc
- Поставщики переработанных pp/pe настила экструзионные линии
- Линии экструзии труб из ppr и композитного стекловолокна в китае
- Отличная листовая дробилка серии dyps-p
- Отличный экструдер листов
- Высокое качество pp ppr pe пвх трубы экструзионная машина
- Серия грануляторов для инженерных пластиков
- Отличная линия экструзии полых секций из пластика pc pp pe
- Отличная одновинтовая экструзионная линия для вспенивания древесного пластика
- Сверхмощный одновальный измельчитель для переработки отходов в китае



