


Ведущая линия экструзии профильного пластика
Ведущая линия экструзии профильного пластика – это не просто оборудование, это инвестиция в будущее производства. В современном мире, где требования к качеству, скорости и экологичности растут, умение производить профильные пластиковые изделия – критически важный навык. И выбор правильной экструзионной линии становится одним из самых ответственных решений.
Эта статья – попытка систематизировать информацию, собрать разрозненные сведения из практики и предложить вам взгляд на ключевые аспекты, которые необходимо учитывать при выборе, эксплуатации и обслуживании ведущей линии экструзии профильного пластика. Мы говорим не о теоретических абстракциях, а о реальных проблемах, решениях и, конечно же, о опыте.
Что такое профильная экструзия и почему она так важна?
Профильная экструзия – это процесс производства длинных изделий заданного профиля из термопластичных материалов. Это основа для огромного количества отраслей: строительство (окна, двери, профили для утепления), автомобилестроение, электротехника, мебельная промышленность – список можно продолжать бесконечно. Преимущества профильной пластиковой продукции очевидны: долговечность, устойчивость к коррозии, возможность создания сложных конструкций и, конечно, относительно невысокая себестоимость.
Но все эти преимущества достигаются только при использовании современного, надежного оборудования. Здесь на сцену выходит ведущая линия экструзии профильного пластика. Она обеспечивает не только непосредственное формование изделия, но и контроль качества, автоматизацию процессов и возможность гибкого производства.
Основные компоненты ведущей линии экструзии
Прежде чем говорить о конкретных моделях и характеристиках, важно понимать, из чего состоит типичная ведущая линия экструзии профильного пластика. Вот основные элементы:
1. Экструдер
Сердце всей системы. Это механизм, который перерабатывает пластиковую смесь (полимер, добавки, красители) в расплав и продавливает ее через фильеру. Тип экструдера (шнековый, пластинчатый, роторный) выбирается в зависимости от типа пластика и требуемых характеристик готового профиля. Шнековые экструдеры, как правило, наиболее распространены и универсальны. Важно обратить внимание на конструкцию шнека, систему охлаждения и нагрева экструдера.
2. Фильерура
Фильерура – это ключевой элемент, определяющий форму готового профиля. Она изготавливается из высокопрочной стали и должна быть точно подобрана под конкретный профиль. Различные конструкции фильер (геометрическая, переменного сечения) позволяют создавать профили сложной формы.
3. Система охлаждения
Необходима для быстрого затвердевания профиля после выхода из фильеры. Обычно это воздушное или водяное охлаждение. Эффективная система охлаждения – залог качества и однородности изделия.
4. Система вытяжки
Удаляет пар и другие газы, образующиеся при экструзии, предотвращая дефекты профиля. Также может использоваться для охлаждения профиля.
5. Система подачи и смешивания сырья
Обеспечивает точное дозирование и смешивание полимера, добавок и красителей. Важно, чтобы система была автоматизированной и обеспечивала стабильное качество смеси.
6. Система управления
Центральный элемент, контролирующий все параметры экструзии: температуру, давление, скорость подачи и т.д. Современные системы управления – это часто компьютеризированные комплексы с возможностью программирования и мониторинга в режиме реального времени.
Выбор ведущей линии экструзии: на что обратить внимание?
Выбор ведущей линии экструзии профильного пластика – это серьезный процесс, требующий тщательного анализа. Вот несколько ключевых моментов, на которые стоит обратить внимание:
1. Тип пластика
Какие виды пластика вы планируете производить? ПВХ, полиамид, ПЭОМ, акрил? Каждый тип пластика требует своих специфических параметров экструзии и, соответственно, оборудования.
2. Производительность
Какой объем продукции вам необходим? Определите необходимую производительность линии, исходя из ваших планов развития и текущих потребностей рынка.
3. Автоматизация
Насколько автоматизированной должна быть линия? Высокая степень автоматизации снижает трудозатраты и повышает качество продукции. Но автоматизация требует определенных инвестиций.
4. Надежность
Это, пожалуй, самый важный фактор. Оборудование должно быть надежным и долговечным, чтобы минимизировать простои и затраты на ремонт.
5. Сервис и поддержка
Убедитесь, что поставщик обеспечивает качественное сервисное обслуживание и техническую поддержку. Наличие запасных частей и квалифицированных специалистов – залог бесперебойной работы вашей линии.
Особенности эксплуатации и обслуживания ведущей линии экструзии профильного пластика
Даже самое современное оборудование требует регулярного обслуживания и правильной эксплуатации. Вот несколько основных правил:
1. Регулярная очистка
Чистота – залог долговечности оборудования. Регулярно очищайте экструдер, фильеру, систему охлаждения и другие узлы от остатков пластика и загрязнений.
2. Своевременная замена изношенных деталей
Не допускайте износа деталей. Своевременно заменяйте изношенные валы, подшипники, уплотнения и другие элементы.
3. Контроль параметров экструзии
Постоянно контролируйте температуру, давление, скорость подачи и другие параметры экструзии. Отклонения от нормы могут привести к дефектам продукции и повреждению оборудования.
4. Профилактическое обслуживание
Регулярно проводите профилактическое обслуживание оборудования в соответствии с рекомендациями производителя. Это позволит предотвратить поломки и продлить срок службы линии.
Пример из практики: оптимизация производства с использованием современной экструзионной линии
Недавно мы консультировали компанию, занимающуюся производством профилей для окон. У них была старая экструзионная линия, которая требовала постоянного ремонта и давала нестабильное качество продукции. После модернизации производства и внедрения ведущей линии экструзии профильного пластика от ООО Чанчжоу Даюнь Экологические Технологии ([https://www.jwell-machine.ru/](https://www.jwell-machine.ru/)) они смогли значительно повысить производительность, снизить затраты на сырье и уменьшить количество брака. Особенно им понравилась автоматизированная система управления, которая позволила точно контролировать все параметры экструзии и получать стабильно высокое качество продукции.
Они отметили, что переход на новую линию позволил им не только повысить эффективность производства, но и расширить ассортимент продукции, включая профили сложной формы. Это позволило им занять новые ниши на рынке и увеличить прибыль.
Заключение
Выбор и эксплуатация ведущей линии экструзии профильного пластика – это ответственный процесс, требующий профессионального подхода и тщательного анализа. Не экономьте на оборудовании и обслуживании, и тогда ваша компания сможет добиться успеха на рынке профильной пластиковой продукции!
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Линия экструзии листов APET PETG CPET
Линия экструзии листов APET PETG CPET -
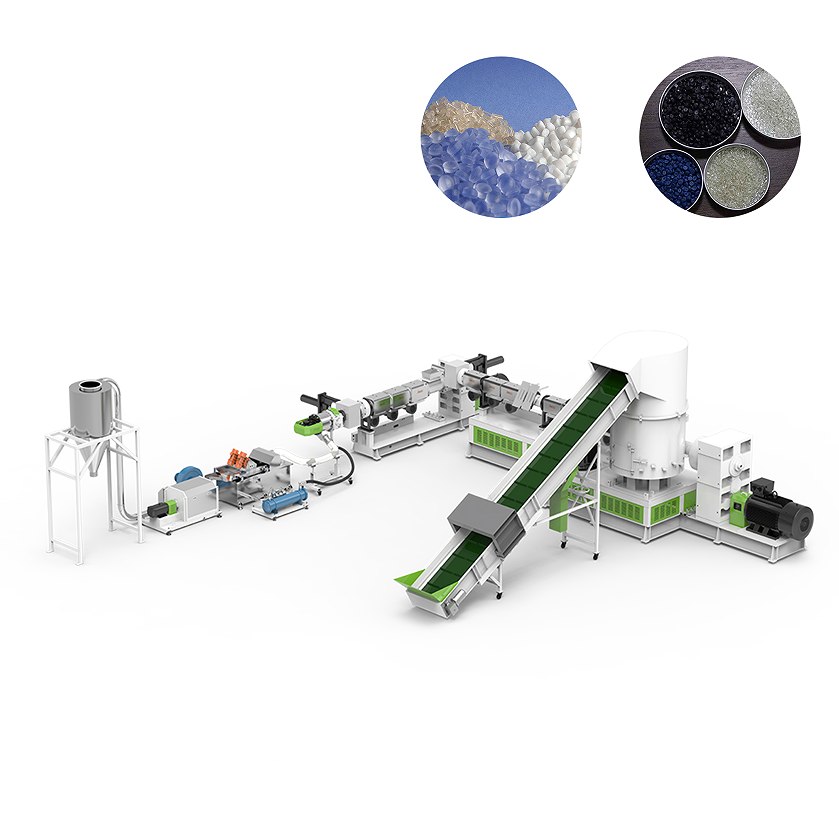
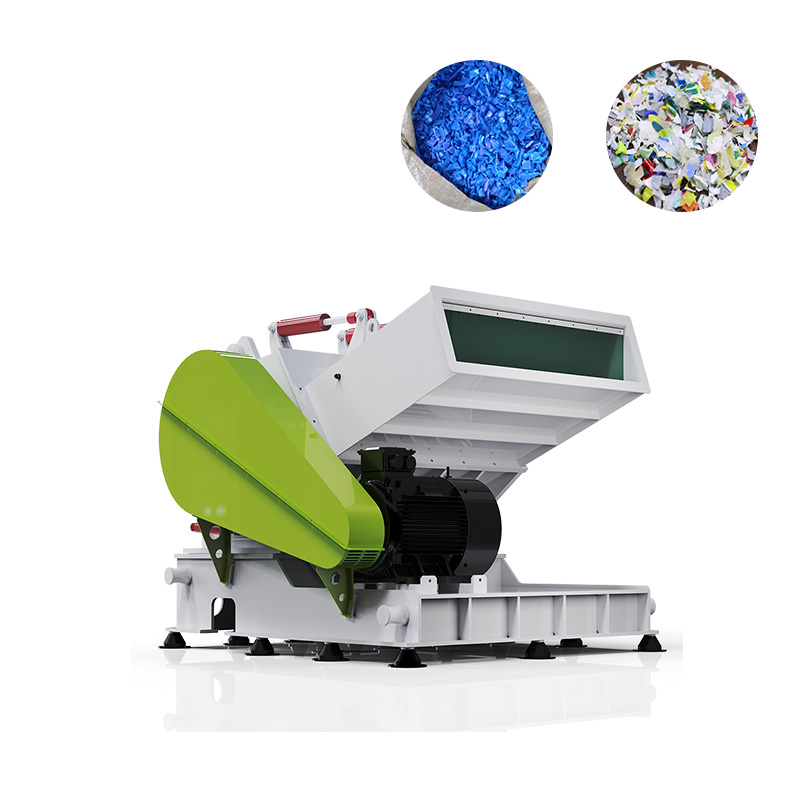 Дробилка для поддонов серии DYPS-T
Дробилка для поддонов серии DYPS-T -
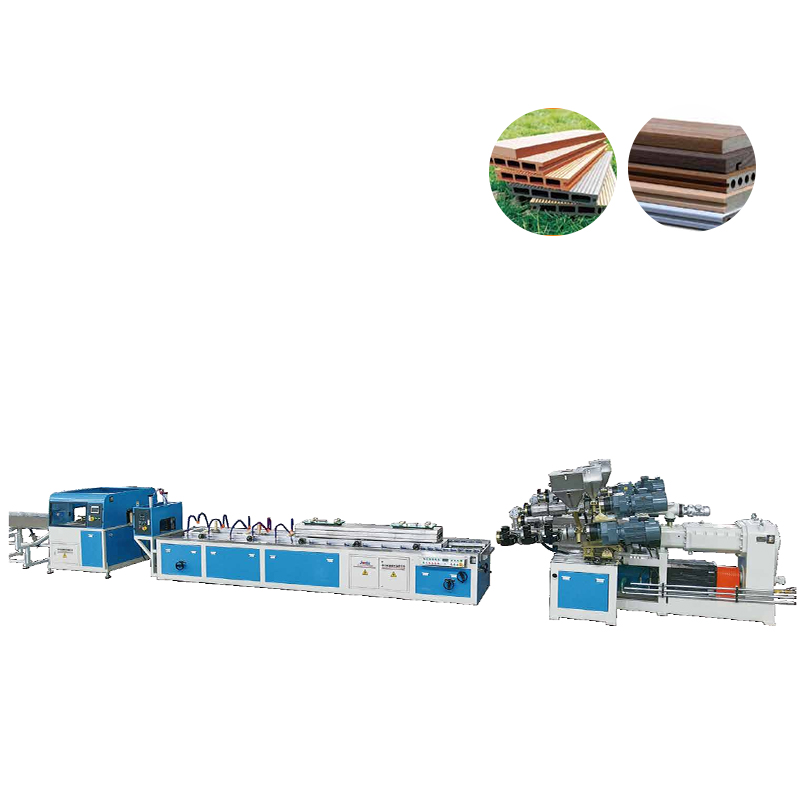
 Переработанный PP PE Deck Board экструзионная линия
Переработанный PP PE Deck Board экструзионная линия -
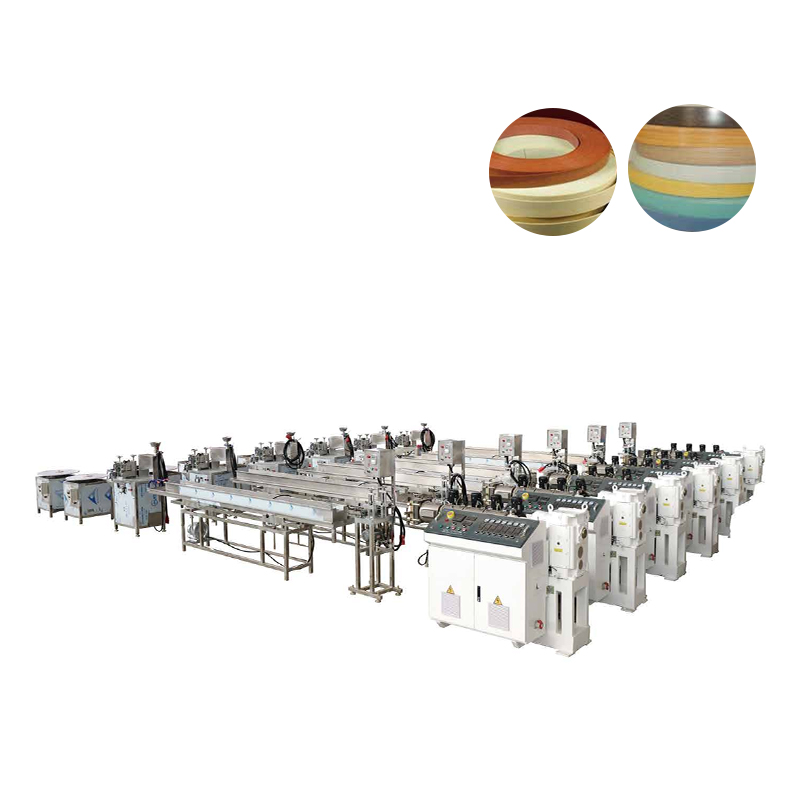 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
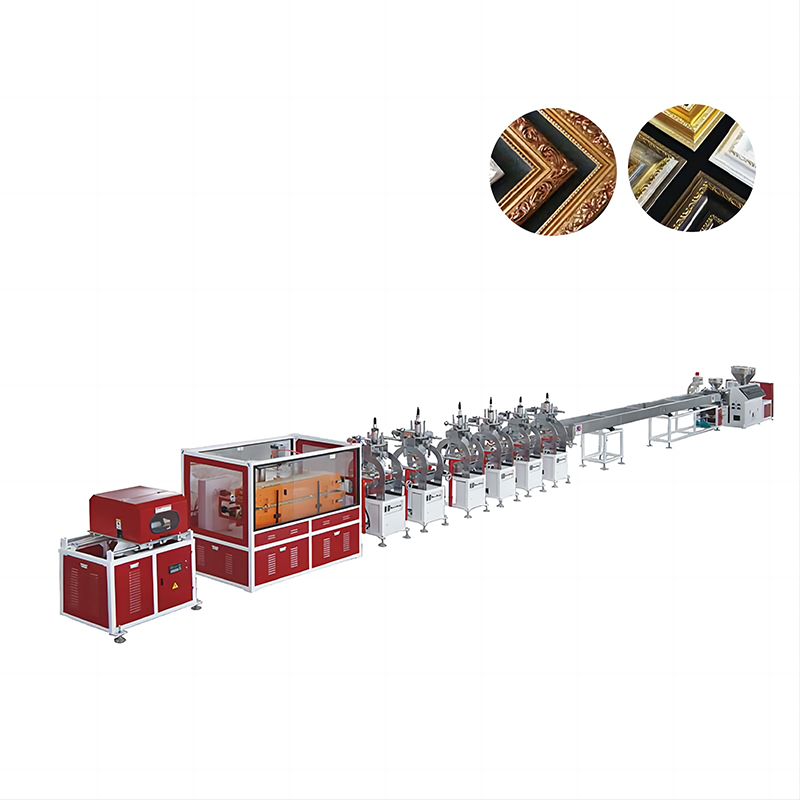 Линия по экструзии пластиковых пенопластовых рамок для фотографий
Линия по экструзии пластиковых пенопластовых рамок для фотографий -
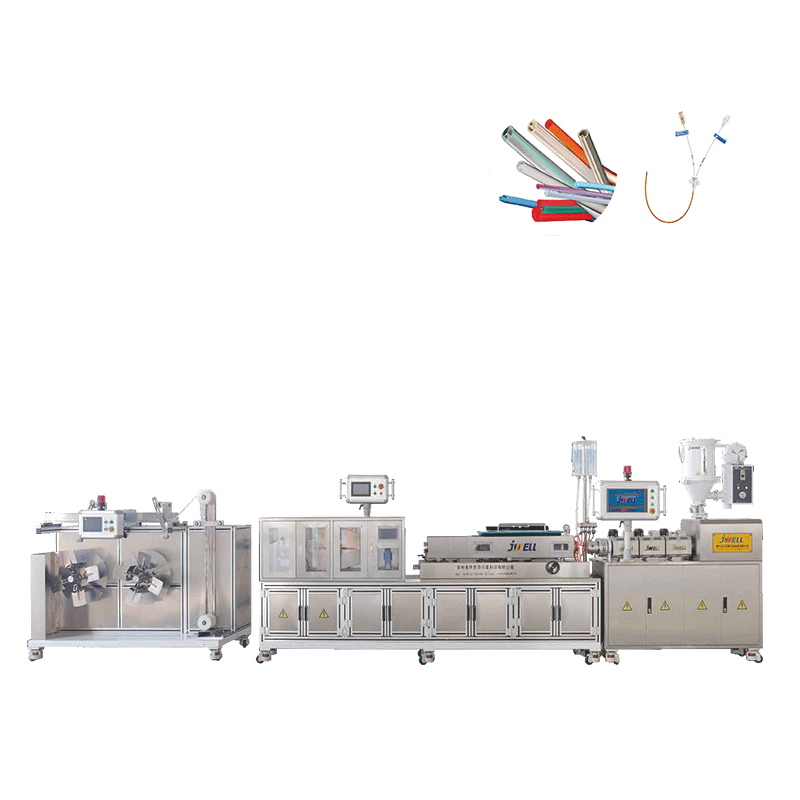
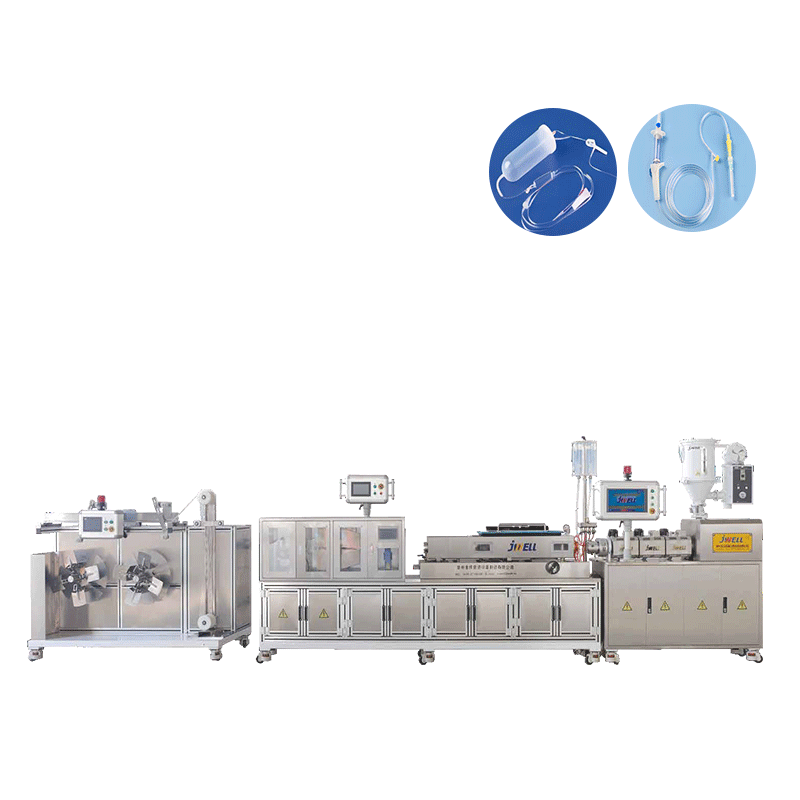 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
 PEЛиния экструзии композита из меди и пластика с техническим углеродом
PEЛиния экструзии композита из меди и пластика с техническим углеродом -
 Одношнековая линия экструзии WPC-HDPE (вспенивание)
Одношнековая линия экструзии WPC-HDPE (вспенивание) -
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
 Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ
Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ -
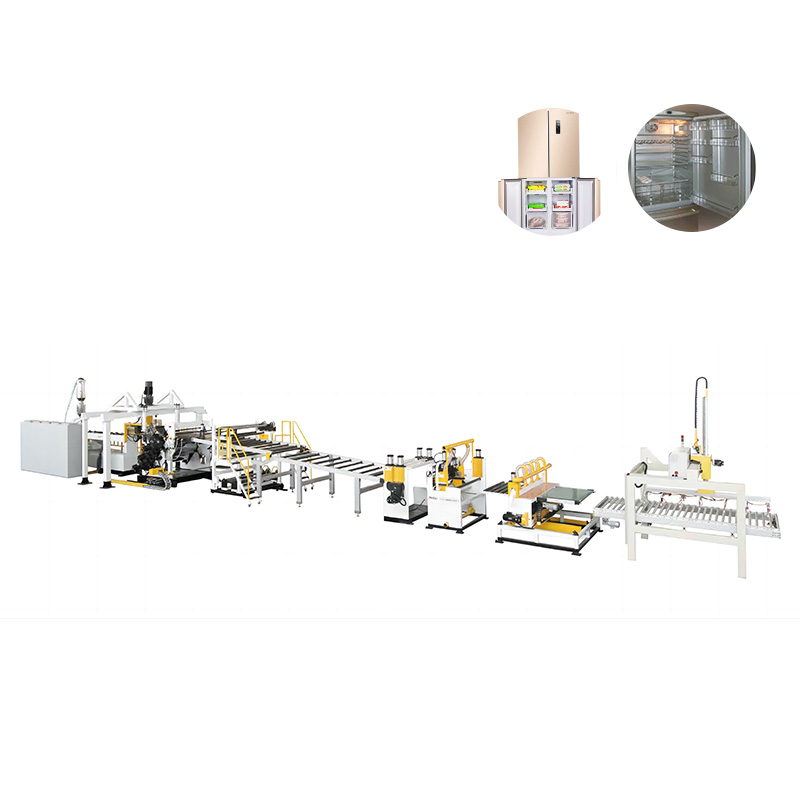 Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий
Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий
Связанный поиск
Связанный поиск- Пвх прозрачный мягкий и жесткий лист экструзионная линия в китае
- Линия экструзии пенополистирола xpe ixpe в китае
- Dyssz тяжелый одновалковый измельчитель производитель в китае
- Высококачественный тпу/абс композитный лист экструзионная линия
- Производитель установки для дробления и измельчения труб dyssg в китае
- Поставщики верхнего открытия трубы переработки измельчитель из китая
- Производитель экструзионных линий для производства древесно-пластикового профиля pe&pp для напольных покрытий
- Отличная линия экструзии пвх ограждения
- Dyssg завод по дроблению и измельчению труб
- Параллельные противоточные двухшнековые пары



