


Ведущая линия экструзии спиральных труб армированных стальной проволокой
Ведущая линия экструзии спиральных труб армированных стальной проволокой – звучит солидно, правда? Многие производители, особенно начинающие, воспринимают это как 'черный ящик', где просто нужно подобрать параметры и вперед. Но на деле все гораздо сложнее. Хочется поделиться не готовым рецептом, а скорее набором размышлений и наблюдений, накопленных за годы работы с подобным оборудованием. Изначально я тоже недооценивал важность тонкой настройки, полагая, что главное – мощность и скорость. Позже понял, что без глубокого понимания процессов, происходящих внутри экструдера, сложно добиться стабильного качества и минимизировать браковку.
Проблемы с армированием: от простого к сложному
Армированные спиральные трубы – это, как правило, более ответственная продукция, чем обычные ПВХ трубы. Они требуют более точного контроля над процессом экструзии и значительно более внимательного подхода к выбору материала и параметрам экструдирования. Очевидная проблема – это равномерное распределение армирующей проволоки внутри трубы. Просто залить полимер вокруг проволоки недостаточно. Проволока должна плотно, но не слишком плотно, окружать полимерную матрицу, обеспечивая необходимую прочность. Слишком высокая плотность проволоки может привести к деформации полимера и снижению его механических свойств, а недостаточная – к неэффективному армированию.
Мы сталкивались с ситуациями, когда после экструзии возникали проблемы с отслоением полимера от проволоки. Причина часто была в неправильном выборе типа полимера, либо в недостаточной адгезии между полимером и металлом проволоки. Это требовало пересмотра рецептуры, изменения параметров экструзии, даже, в некоторых случаях, использования специальных адгезионных добавок. Ключевая задача – найти оптимальный баланс между прочностью и гибкостью.
Например, в одном из проектов для ООО Чанчжоу Даюнь Экологические Технологии нам пришлось решать проблему с трещинами в полимерной матрице, возникавшими при охлаждении. Оказалось, что слишком высокая температура расплава и слишком быстрая скорость охлаждения создавали внутренние напряжения. Мы внесли изменения в режим охлаждения, увеличили время охлаждения в экструдере и снизили температуру на последней стадии. Это позволило значительно снизить количество дефектной продукции.
Роль материала и его влияние на процесс
Выбор полимера – это, пожалуй, один из самых важных факторов. Не все полимеры одинаково хорошо подходят для армирования. Например, ПВХ, как наиболее распространенный вариант, может быть подвержен деградации при высоких температурах, что может повлиять на прочность армирования. Поэтому важно выбирать полимер с высокой термостабильностью и хорошей совместимостью с металлом проволоки. Не забывайте и про добавки – они могут оказывать существенное влияние на свойства конечного продукта.
Мы работали с различными типами ПВХ, включая гомополимеры и сополимеры. Сополимеры, как правило, обладают лучшей гибкостью и ударопрочностью, но могут быть сложнее в экструзии. Использование модификаторов, таких как пластификаторы и стабилизаторы, позволяет улучшить технологические свойства полимера и повысить его устойчивость к воздействию окружающей среды. Иногда, при работе с особо жесткими полимерами, используют специальный флюсор, что помогает снизить вязкость расплава и улучшить его переработку.
Важно понимать, что даже небольшое изменение в составе полимера может значительно повлиять на процесс экструзии. Поэтому перед запуском нового материала рекомендуется провести серию лабораторных испытаний и оптимизировать параметры экструзии.
Оптимизация параметров экструзии
Даже если у вас есть современная ведущая линия экструзии спиральных труб армированных стальной проволокой, без правильной настройки параметров сложно добиться желаемого результата. Ключевые параметры, которые нужно контролировать – это температура экструдера, давление, скорость подачи материала и скорость вращения экструдера.
Температура экструдера должна быть достаточной для обеспечения хорошей текучести полимера, но не слишком высокой, чтобы избежать его деградации. Давление внутри экструдера должно быть достаточным для преодоления сопротивления проволоки и обеспечения равномерного распределения полимера вокруг нее. Скорость подачи материала должна быть оптимальной, чтобы обеспечить равномерный поток полимера через экструдер. Скорость вращения экструдера влияет на степень перемешивания полимера и армирующей проволоки.
Мы часто используем метод пробных экструзий для оптимизации параметров. Это позволяет быстро выявить проблемы и внести необходимые изменения без риска повреждения оборудования или браковки продукции. Необходимо документировать все изменения параметров и их влияние на качество продукции.
Автоматизация и контроль качества
Современные экструдеры для спиральных труб обычно оснащены системами автоматического контроля температуры, давления и скорости подачи материала. Эти системы позволяют поддерживать стабильные параметры процесса и снизить влияние человеческого фактора.
Важным элементом системы контроля качества является автоматический мониторинг внешнего вида и размеров трубы. Это позволяет выявлять дефекты на ранней стадии и предотвращать браковку продукции. Использование машинного зрения для контроля качества позволяет автоматизировать процесс контроля и повысить его точность.
В некоторых случаях, для более точного контроля качества используют ультразвуковой контроль. Это позволяет выявлять внутренние дефекты, такие как трещины и поры, которые не видны невооруженным глазом.
Ошибки, которые стоит избегать
Существует несколько распространенных ошибок, которые допускают производители армированных спиральных труб. Одна из самых распространенных – это недостаточная подготовка материала. Материал должен быть тщательно перемешан и просеян, чтобы избежать образования комков и других дефектов.
Другая распространенная ошибка – это неправильный выбор типа и размера армирующей проволоки. Проволока должна соответствовать требованиям проекта по прочности и гибкости. Размер проволоки должен быть оптимизирован для обеспечения равномерного распределения полимера вокруг нее.
Не стоит забывать и о правильной очистке экструдера. Накопление остатков полимера может привести к образованию дефектов и снижению качества продукции. Регулярная очистка экструдера – залог стабильного процесса и высокого качества продукции.
Рекомендации по обслуживанию оборудования
Регулярное техническое обслуживание линий экструзии спиральных труб – это важный фактор обеспечения ее надежной работы. Необходимо проводить смазку всех движущихся частей, проверять состояние уплотнений и конвейерных лент, а также регулярно проводить калибровку оборудования.
В частности, нужно следить за состоянием шнека экструдера. Признаками износа шнека являются увеличение времени экструзии, снижение качества продукции и появление шумов. При необходимости шнек необходимо заменить или отремонтировать.
Регулярная замена изношенных деталей оборудования поможет продлить срок его службы и снизить затраты на ремонт.
ООО Чанчжоу Даюнь Экологические Технологии, как производитель комплектного оборудования для экструзии полимерных материалов, предлагает широкий спектр решений для производства армированных спиральных труб. Их оборудование сочетает в себе передовые технологии, надежность и простоту в эксплуатации. На сайте https://www.jwell-machine.ru вы можете найти подробную информацию о продукции компании и связаться с их специалистами для получения консультации.Соответствующая продукция
Соответствующая продукция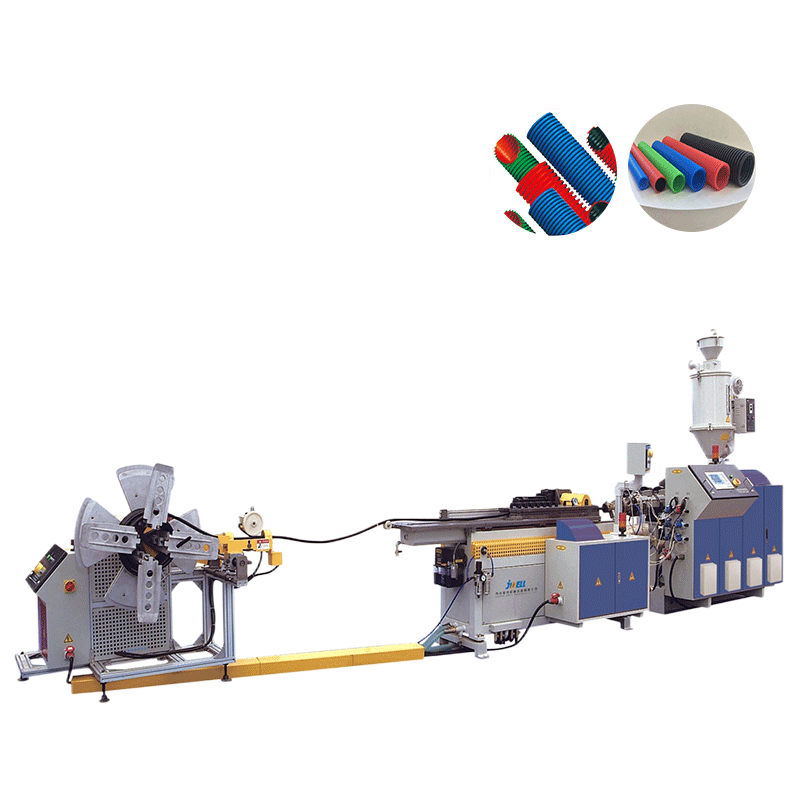





Самые продаваемые продукты
Самые продаваемые продукты-
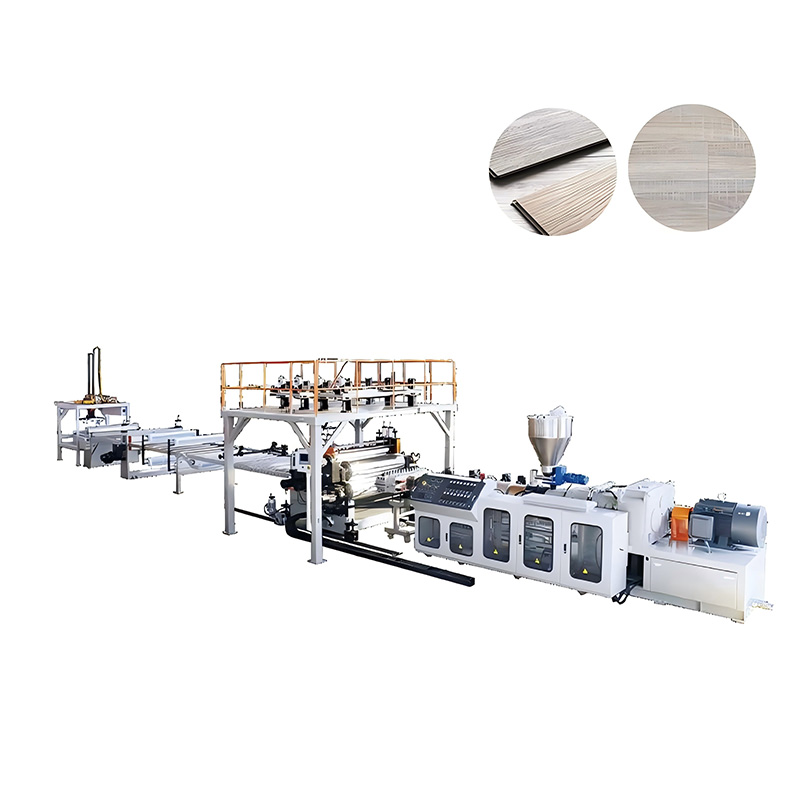
 Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью
Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью -
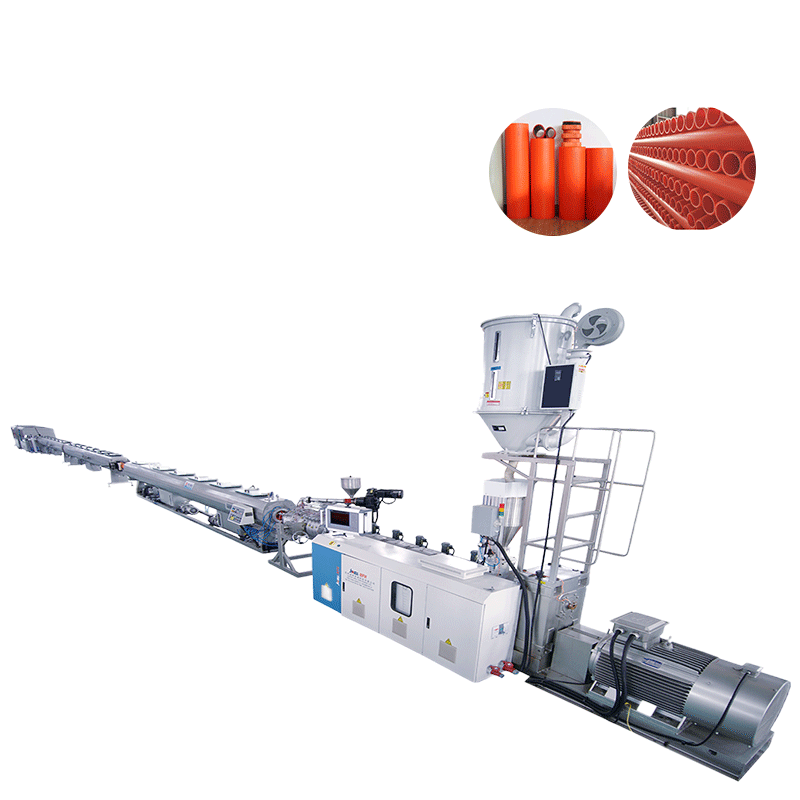 PP Труба для использования химикатов и линия экструзии труб для защиты электропроводов MPP
PP Труба для использования химикатов и линия экструзии труб для защиты электропроводов MPP -
 5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок
5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок -
 Централизованная система подачи PVC JWELL
Централизованная система подачи PVC JWELL -
 Название продукта (Имя) Серия экструзии реакции PU/TPU
Название продукта (Имя) Серия экструзии реакции PU/TPU -
 Линия экструзии солнечной пленки EVA POE
Линия экструзии солнечной пленки EVA POE -
 Кривая экструзионная линия трубы высокого давления RTP
Кривая экструзионная линия трубы высокого давления RTP -
 Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE
Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE -
 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
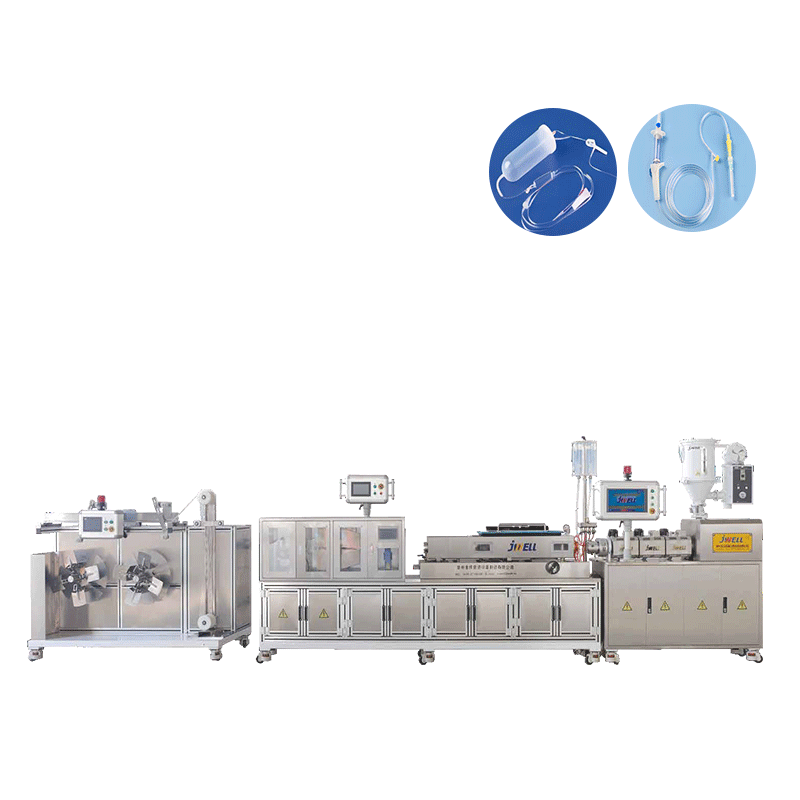 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
 Двушнековая экструзионная линия для листов PET без сушки с дегазацией
Двушнековая экструзионная линия для листов PET без сушки с дегазацией -
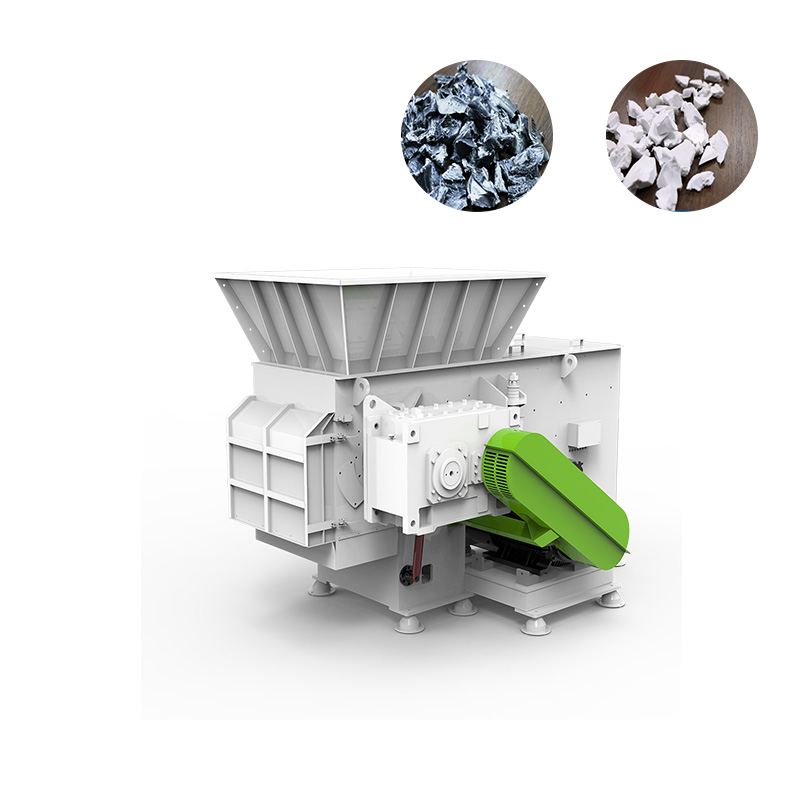 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL
Связанный поиск
Связанный поиск- Отличная линия экструзии дверных панелей пвх wpc
- Поставщики одношнековый экструдер из китая
- Высококачественный экструдер для производства глянцевых декоративных листов gag
- Китайский производитель высоконаполненных и высокопроизводительных линий гранулирования
- Поставщики машин для производства двустенных гофрированных трубок
- Производитель экструзионных линий для производства композитных напольных покрытий spc
- Высокое качество dyssq легкий одновальный шредер
- Высококачественная линия экструзии уплотнительной ленты
- Китайский производитель двухшнековой линии экструзии дышащего листа пэт без сушки
- Высокое качество пвх дверная панель машина



