


Ведущая ppr/pert/pex/pb высокоскоростная энергосберегающая линия экструзии труб для напольного отопления
Все чаще слышу разговоры об экономии энергии в линии экструзии труб для отопления. И это, безусловно, важно. Но часто это понимание сводится к простому снижению энергопотребления в целом, а не к оптимизации процессов и использованию действительно энергосберегающих технологий на каждом этапе. Мы в ООО Чанчжоу Даюнь Экологические Технологии наблюдаем такую тенденцию, и это приводит к интересным результатам – как положительным, так и требующим особого внимания.
Оптимизация энергопотребления в экструзии труб для отопления: взгляд изнутри
Когда речь заходит о высокоскоростной экструзионной линии труб для напольного отопления, энергоэффективность – это не просто 'плюшка', это ключевой фактор экономической целесообразности и конкурентоспособности. Помню один проект, где клиенту предлагали линию, ориентированную исключительно на сниженное потребление электроэнергии, но при этом без учета тепловых потерь и оптимизации технологических параметров. В итоге, линия работала медленнее, а качество продукции было ниже, что, конечно, отразилось на прибыльности. Это хороший пример того, как важно рассматривать комплексный подход.
Энергосбережение в этой области – это, в первую очередь, грамотный выбор оборудования. Начнем с вискозных насосов: вместо стандартных, мы рекомендуем использовать насосы с переменной частотой (VFD). Это позволяет регулировать подачу пластика, снижая энергопотребление при минимальной производительности. Важно правильно подобрать насос по параметрам, чтобы не допустить перегрузок и, соответственно, снижения эффективности. И, конечно, качество материалов имеет значение – хорошая смазка и уплотнения снижают трение и энергопотери.
Иногда, клиенты хотят 'сэкономить' на автоматизации, надеясь, что это не сильно повлияет на энергозатраты. На деле это не так. Автоматизированные системы контроля температуры, давления и скорости экструзии позволяют поддерживать оптимальные параметры процесса, исключая перегрев и другие негативные явления, которые приводят к значительным потерям энергии. Например, в нашей практике были случаи, когда простая автоматизация контроля температуры на экструдере давала экономию до 15% электроэнергии.
Влияние материалов и конструкции на энергоэффективность линии экструзии
Тип используемого пластика существенно влияет на энергозатраты. Например, экструзия полипропилена требует более высокой температуры, чем полиэтилена высокой плотности. Но не только материал важен – конструкция экструдера тоже. Мы предлагаем различные варианты экструдеров, от одношнековых до двухшнековых, выбор которых зависит от конкретного типа пластика и требуемой производительности. Двухшнековые экструдеры, как правило, более энергоэффективны, особенно при работе с трудностирающимися пластиками.
Особое внимание следует уделять теплообменникам. Эффективные теплообменники позволяют быстро нагревать и охлаждать расплав, снижая время цикла и, соответственно, энергопотребление. Мы используем высококачественные теплообменники, изготовленные из нержавеющей стали с ламинированным покрытием, что обеспечивает высокую теплоотдачу и долговечность.
Еще один важный аспект – изоляция экструдера и конвейерной системы. Хорошая изоляция снижает тепловые потери, что особенно важно при работе с высокотемпературными пластиками. Мы предлагаем различные варианты изоляции, в зависимости от требуемой теплоизоляционной способности и бюджета.
Практические аспекты и распространенные ошибки
Часто возникают вопросы с качеством расплава. Если расплав не однороден, это приводит к неравномерному распределению температуры и, как следствие, к повышенному энергопотреблению. Регулярная проверка и калибровка датчиков температуры – обязательное условие. Это как следить за пульсом – без этого сложно говорить о стабильной работе системы.
Неправильная настройка скорости экструзии – еще одна распространенная ошибка. Слишком высокая скорость приводит к увеличению трения и энергопотере, а слишком низкая – к снижению производительности и увеличению времени цикла. Важно тщательно подобрать параметры экструзии для конкретного типа пластика и производительности линии.
Что касается обслуживания – регулярная очистка экструдера и теплообменников от загрязнений, а также своевременная замена изношенных деталей – необходимые условия для поддержания высокой энергоэффективности. Мы рекомендуем проводить профилактические работы не реже одного раза в год, а лучше – каждые шесть месяцев.
Проблемы с теплоотводом и их решения
Теплоотвод в линии экструзии для напольного отопления – сложная задача. Расход тепла на нагрев расплава очень высок, и если теплоотвод организован неэффективно, то это приводит к значительным потерям энергии. Например, в одном из проектов мы столкнулись с проблемой перегрева расплава в одной из секций экструдера. Причиной оказалась неправильная установка теплообменника. После корректировки установки температура расплава стабилизировалась, и энергопотребление снизилось на 8%.
Для решения проблем с теплоотводом мы используем различные технологии, в том числе тепловые трубы и радиаторы. Эти технологии обеспечивают более эффективный теплоотвод, чем традиционные теплообменники.
Важно не забывать и о правильной организации воздушного потока. Воздушный поток должен обеспечивать равномерное охлаждение экструдера и теплообменников. Если воздушный поток организован неэффективно, то это приводит к локальному перегреву и увеличению энергопотребления.
ООО Чанчжоу Даюнь Экологические Технологии: опыт и надежность
Компания Jwell была основана в 1997 году. Мы являемся вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения и профессиональным производителем комплектного оборудования для экструзии полимерных материалов.
Мы предлагаем не просто линии экструзии труб для отопления, а комплексные решения, учитывающие все аспекты производства. Мы уделяем особое внимание энергоэффективности и используем передовые технологии, чтобы обеспечить нашим клиентам максимальную экономию энергии. Наш опыт и надежность подтверждаются многочисленными успешными проектами.
Если у вас есть вопросы по высокопроизводительной экструзионной линии труб для напольного отопления, свяжитесь с нами. Мы будем рады помочь вам выбрать оптимальное решение для вашего бизнеса.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
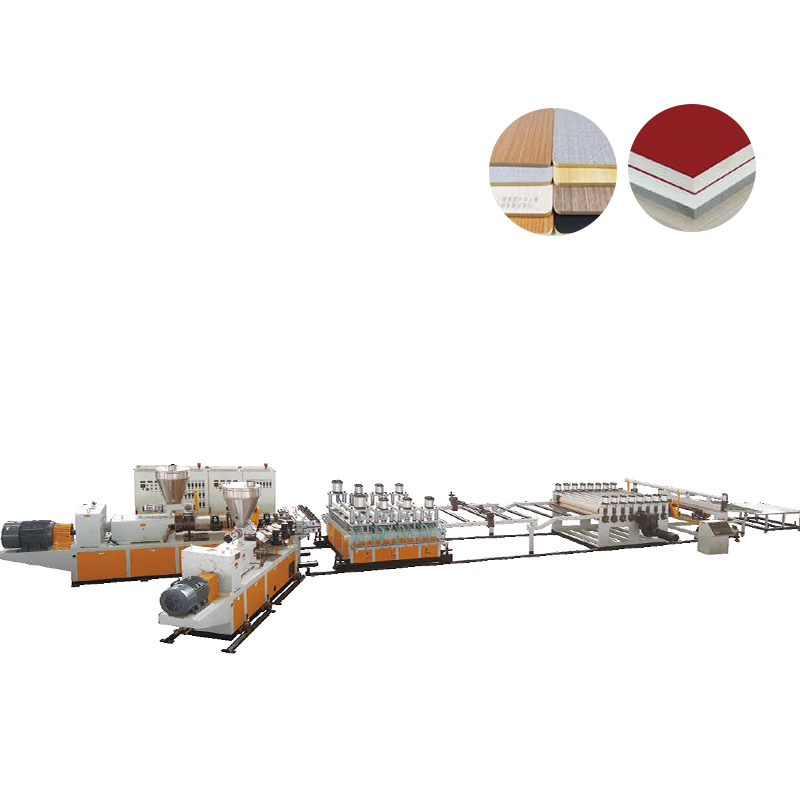 Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Линия экструзии пенопласта с ПВХ-покрытием (WPC) -
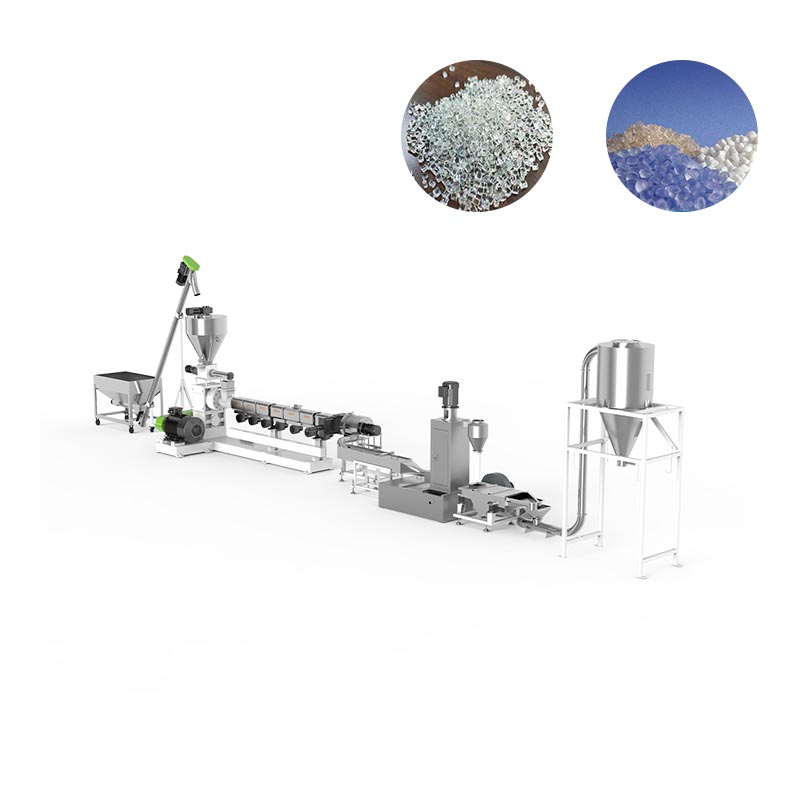
 Гранулирование и модификация нефтехимических порошков
Гранулирование и модификация нефтехимических порошков -
 Тяжелый одновальный измельчитель отходов Jwell
Тяжелый одновальный измельчитель отходов Jwell -
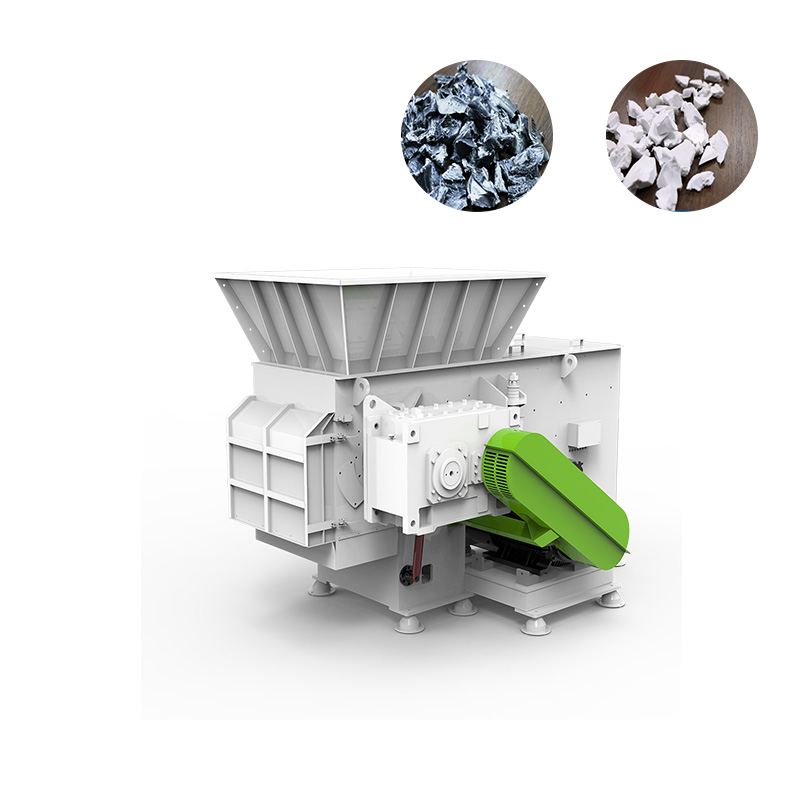 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
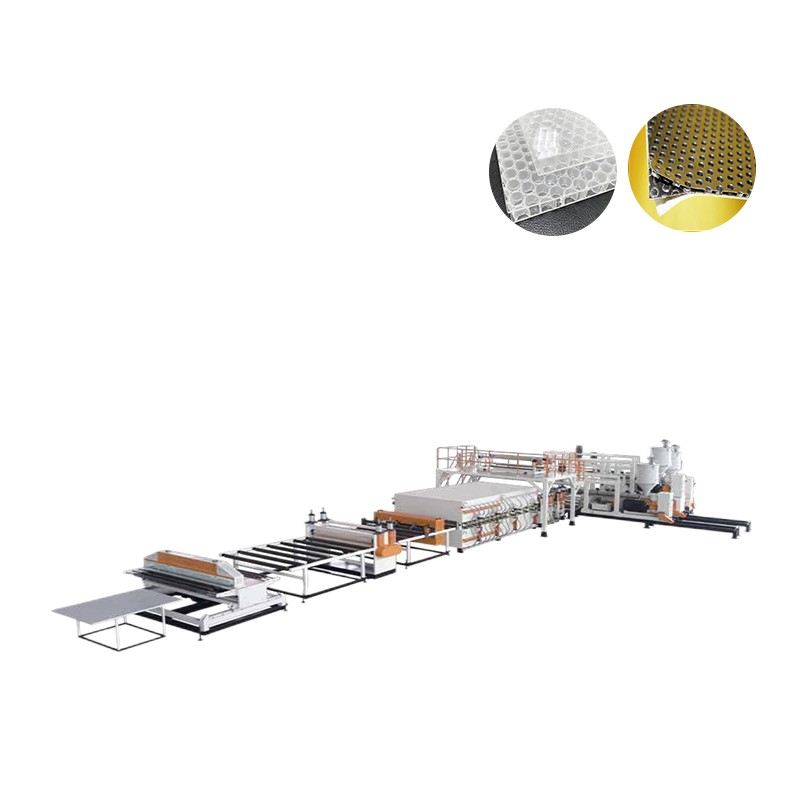
 Двушнековая экструзионная линия для листов PET без сушки с дегазацией
Двушнековая экструзионная линия для листов PET без сушки с дегазацией -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 Энергосберегающая высокоскоростная экструзионная линия для производства водопроводных и газовых труб из HDPE
Энергосберегающая высокоскоростная экструзионная линия для производства водопроводных и газовых труб из HDPE -
 Мощная дробилка серии Jwell DYPS-G
Мощная дробилка серии Jwell DYPS-G -
 Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE
Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE -
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб -
 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine
Связанный поиск
Связанный поиск- Производитель экструзионной линии для производства полых опалубок из полипропилена с двойным выходом в одной форме в китае
- Отличная дробилка специального назначения серии dyps-x/m профиль/wpc
- Производитель экструзионной машины для производства профилей
- Sjz анизотропный конический двухшнековый гранулятор
- Поставщики двухшнековой линии экструзии дышащего листа пэт без сушки
- Производитель экструзионной линии для производства ламината spc в китае
- Пластиковая дробилка машина в китае
- Поставщики смесительных машин
- Поставщики одновалковой дробилки dyssj
- Ведущий экструдер для профилей



