


Высококачественная горизонтальная линия экструзии двустенных гофрированных труб hdpe/pp/pvc
Гофрированные трубы, особенно двустенные, сейчас востребованы как никогда. Но часто сталкиваюсь с тем, что люди, начинающие работать с этой продукцией, переоценивают простоту процесса. Все хотят быстро и дешево получить качественный продукт. На деле – это комплексная задача, где правильный выбор оборудования, материалов и, конечно, технологических параметров критичен. И тут, конечно, появляется вопрос о горизонтальной линии экструзии. Мы как раз занимаемся этим вопросом уже достаточно давно, и накоплен определенный опыт. Поэтому решил поделиться некоторыми наблюдениями, которые, надеюсь, будут полезны.
Почему горизонтальная экструзия предпочтительнее?
Долгое время доминировала вертикальная экструзия. Она кажется более логичной – материал просто поднимается и формируется. Но в определенных случаях горизонтальные линии экструзии двустенных труб имеют серьезные преимущества. Во-первых, более равномерное распределение температуры по сечению трубы. Во-вторых, лучший контроль толщины стенки, особенно в сложных геометриях гофры. В-третьих, горизонтальные линии обычно позволяют более эффективно работать с фторполимерами – которые, как известно, требуют более точного контроля температуры и давления. Мы, например, часто рекомендуем их для экструзии PEX труб.
Что я имею в виду под 'сложными геометриями'? Это, к примеру, трубы с переменным шагом гофры, с усилением в определенных зонах, или с различными внутренними слоями. В вертикальной экструзии все это создает дополнительные трудности с контролем и может привести к дефектам. При горизонтальном экструдере, благодаря более плавному перемещению материала, такие задачи решаются проще.
Влияние геометрии гофры на выбор оборудования
Геометрия гофры – это ключевой фактор, определяющий выбор экструдера и системы охлаждения. Разные виды гофры требуют разных профилей экструдерной головки. Например, для широкой гофры нужна головка с большим диаметром и большим количеством экструдеров. А для узкой гофры – головка с меньшим диаметром и меньшим количеством экструдеров. Важно тщательно просчитать все параметры, чтобы избежать деформации материала и других проблем.
Мы когда-то пытались экструдировать сложную гофру с слишком узким шагом, используя стандартную головку. Результат был плачевным – труба получалась с дефектами и неравномерной толщиной стенки. Пришлось менять экструдерную головку, что потребовало дополнительных затрат и времени. С тех пор всегда тщательно изучаем технические спецификации и консультируемся с производителями перед началом экструзии.
Выбор материалов: HDPE, PP, PVC – свои особенности
Выбор материала – это, конечно, ответственный шаг. Каждый материал требует своего подхода к экструзии. HDPE (полиэтилен высокой плотности) – самый распространенный материал для гофрированных труб. Он достаточно прочный, устойчив к химическим веществам и имеет хорошую долговечность. Но при экструзии HDPE важно правильно подобрать параметры температуры и давления, чтобы избежать растрескивания. Мы обычно используем экструдеры с точным контролем температуры и давления, а также с системой автоматической регулировки.
PP (полипропилен) сложнее в экструзии, чем HDPE. Он более хрупкий и требует более высокой температуры. При экструзии PP часто используют системы предварительного нагрева материала, а также специальные добавки для улучшения его технологических свойств. Также, стоит учитывать, что PP более склонен к образованию водяных паровых полостей, поэтому важно обеспечить хорошую вентиляцию и эффективное охлаждение.
PVC (поливинилхлорид) – это материал с высокой химической стойкостью, но он требует использования антипиренов и стабилизаторов. При экструзии PVC важно контролировать содержание воды в материале, чтобы избежать образования трещин и деформации трубы. Часто для экструзии ПВХ используют экструдеры с системой контроля влажности материала.
Проблемы с пленкой и ее влияние на качество трубы
Качество пленки – это один из ключевых факторов, влияющих на качество двустенных труб. Пленка должна быть ровной, гладкой и без дефектов. Если пленка имеет дефекты, они будут передаваться на трубу и снижать ее прочность и долговечность. Мы часто сталкиваемся с ситуацией, когда проблемы с пленкой возникают из-за неправильного хранения или транспортировки материала.
Еще одна проблема – это адгезия пленки к экструдерной головке. Если адгезия недостаточная, то пленка может отслаиваться от трубы, что приводит к снижению ее прочности и долговечности. Для улучшения адгезии используют специальные добавки и покрытия.
Автоматизация и контроль качества: современный подход
Современные горизонтальные линии экструзии оснащаются сложными системами автоматизации и контроля качества. Эти системы позволяют точно контролировать все параметры процесса экструзии – температуру, давление, скорость экструзии, толщину стенки и т.д. Автоматизация позволяет снизить влияние человеческого фактора и повысить качество продукции.
Мы используем систему автоматического контроля толщины стенки, которая постоянно измеряет толщину трубы в разных местах и корректирует параметры экструзии в режиме реального времени. Это позволяет нам получать трубы с равномерной толщиной стенки, даже при изменении параметров материала или условий окружающей среды. Также мы используем систему контроля температуры, которая поддерживает заданную температуру в экструдерной головке и в системе охлаждения.
В заключение, хочется сказать, что экструзия двустенных гофрированных труб – это сложный и ответственный процесс, требующий знаний, опыта и современного оборудования. Выбор горизонтальной экструзии – это часто грамотное решение, особенно при работе со сложными геометриями и фторполимерами. Но, как я уже говорил, важно тщательно просчитать все параметры и контролировать все этапы процесса, чтобы получить качественный продукт. Возможно, наши рекомендации окажутся полезными тем, кто только начинает осваивать эту сферу.
Соответствующая продукция
Соответствующая продукция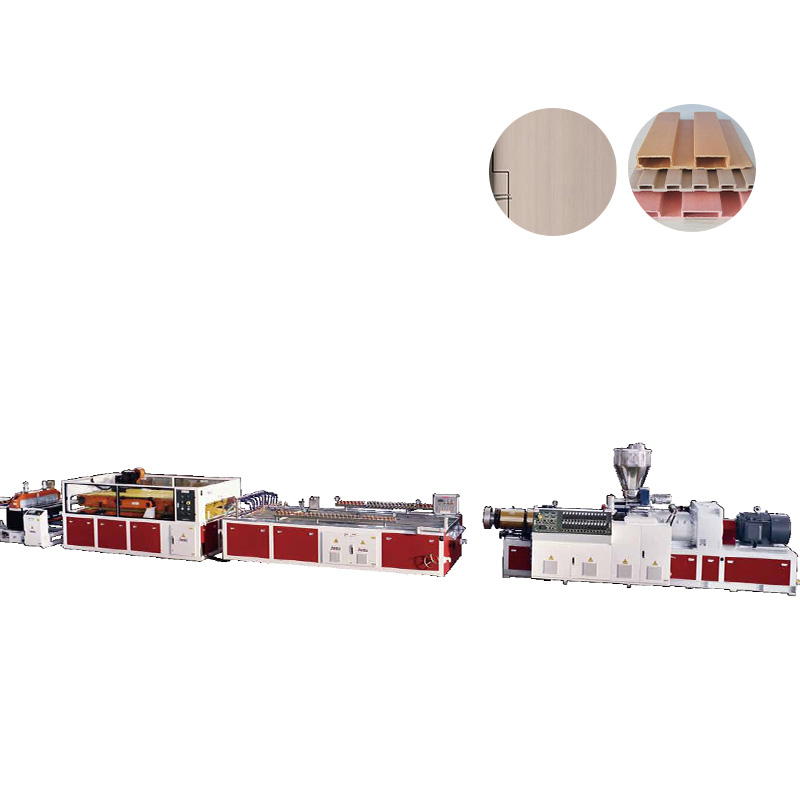





Самые продаваемые продукты
Самые продаваемые продукты-
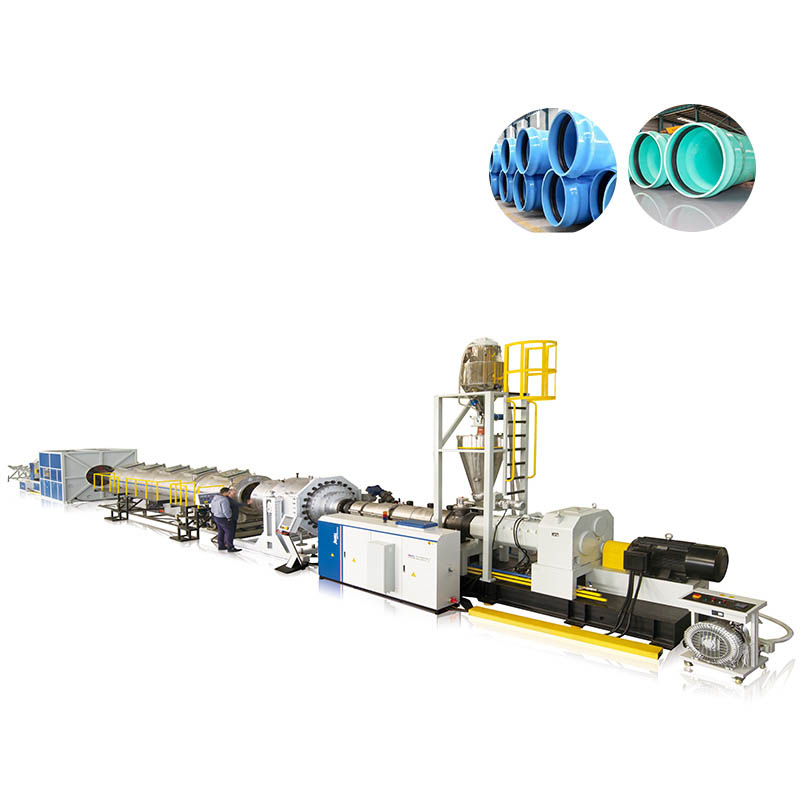 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Линия экструзии оптических листов из ПК-ПММА
Линия экструзии оптических листов из ПК-ПММА -
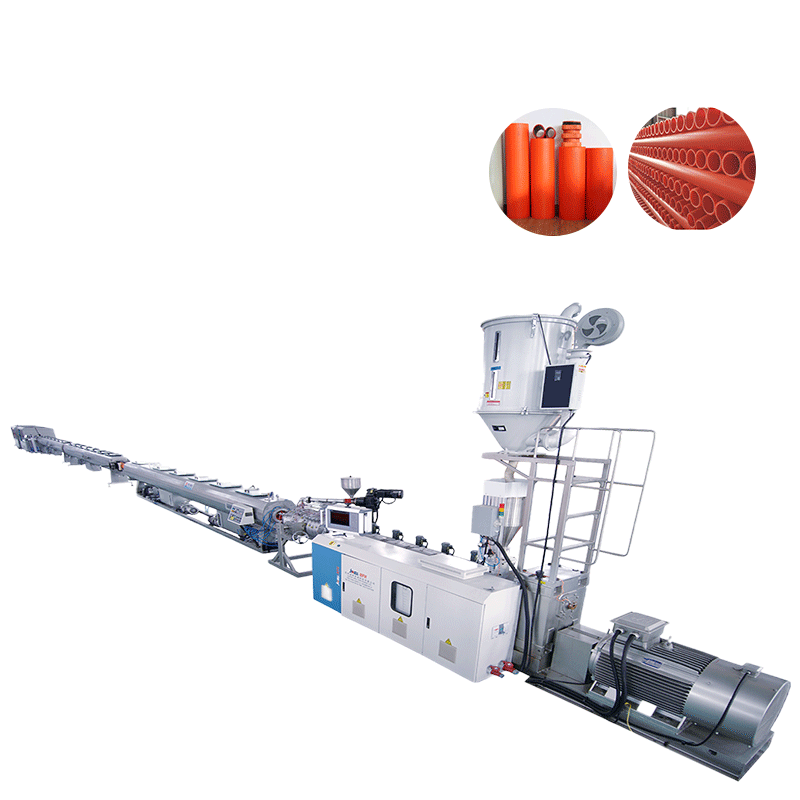 PP Труба для использования химикатов и линия экструзии труб для защиты электропроводов MPP
PP Труба для использования химикатов и линия экструзии труб для защиты электропроводов MPP -
 JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия -
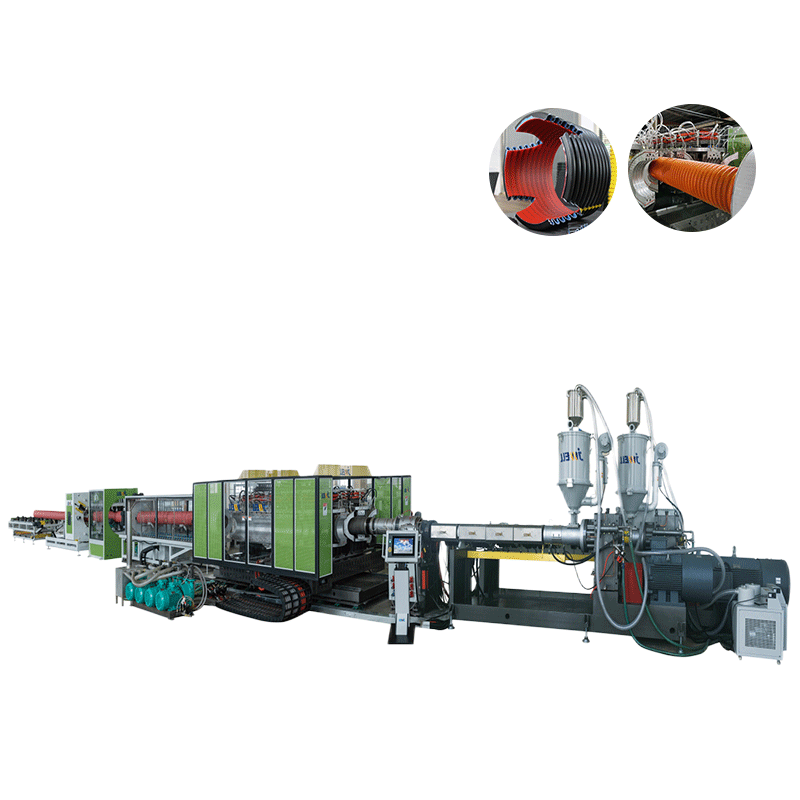 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
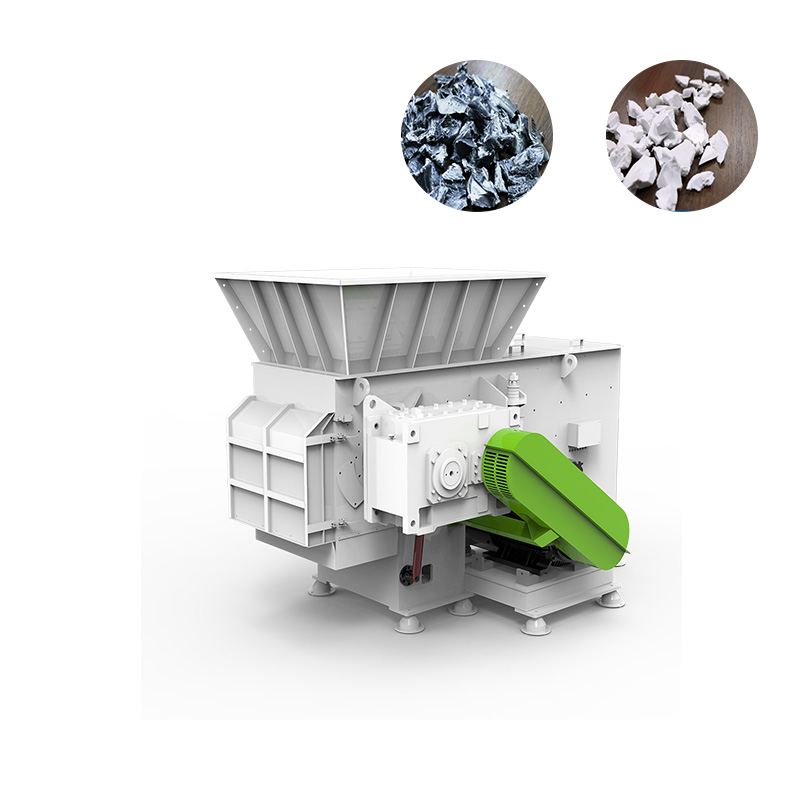 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
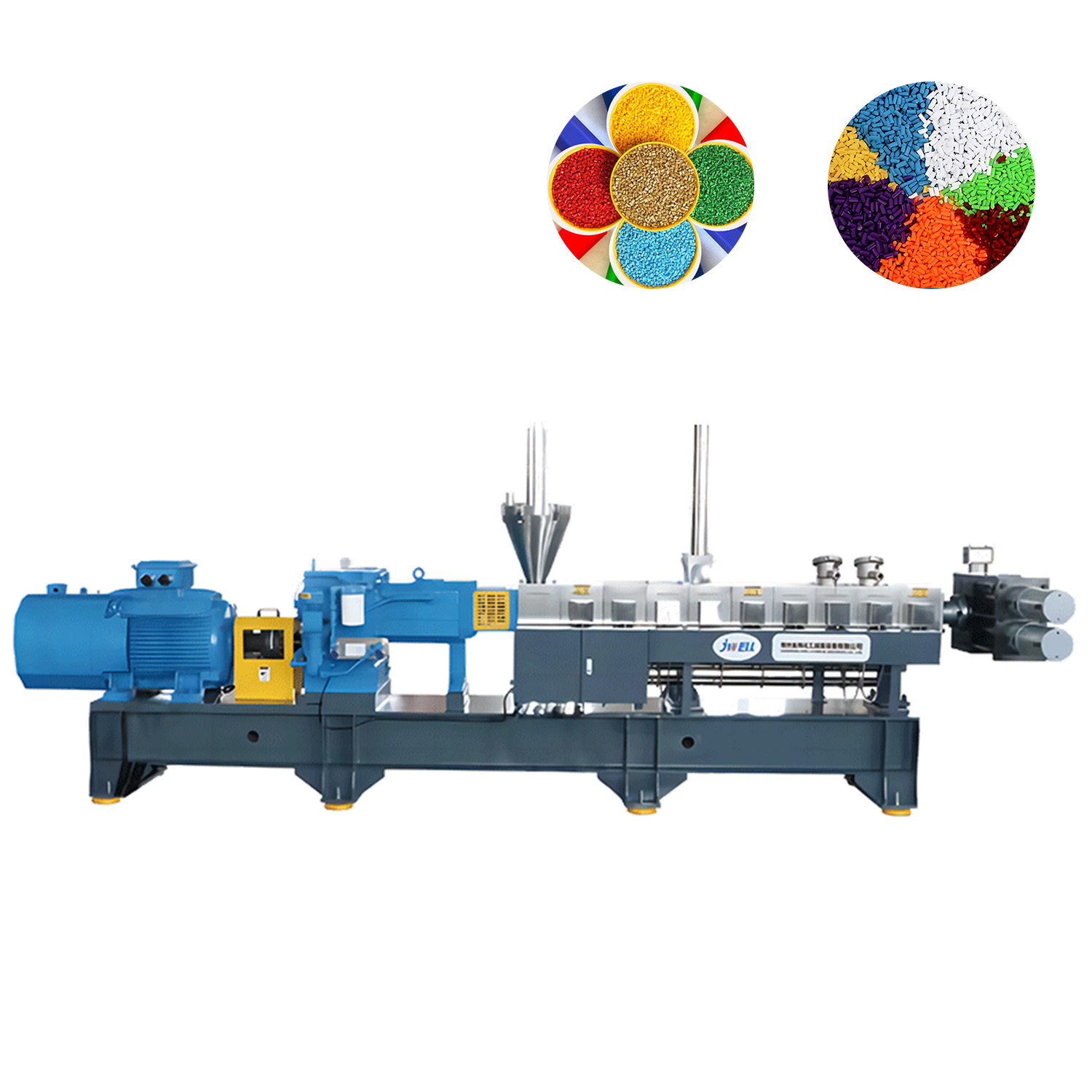
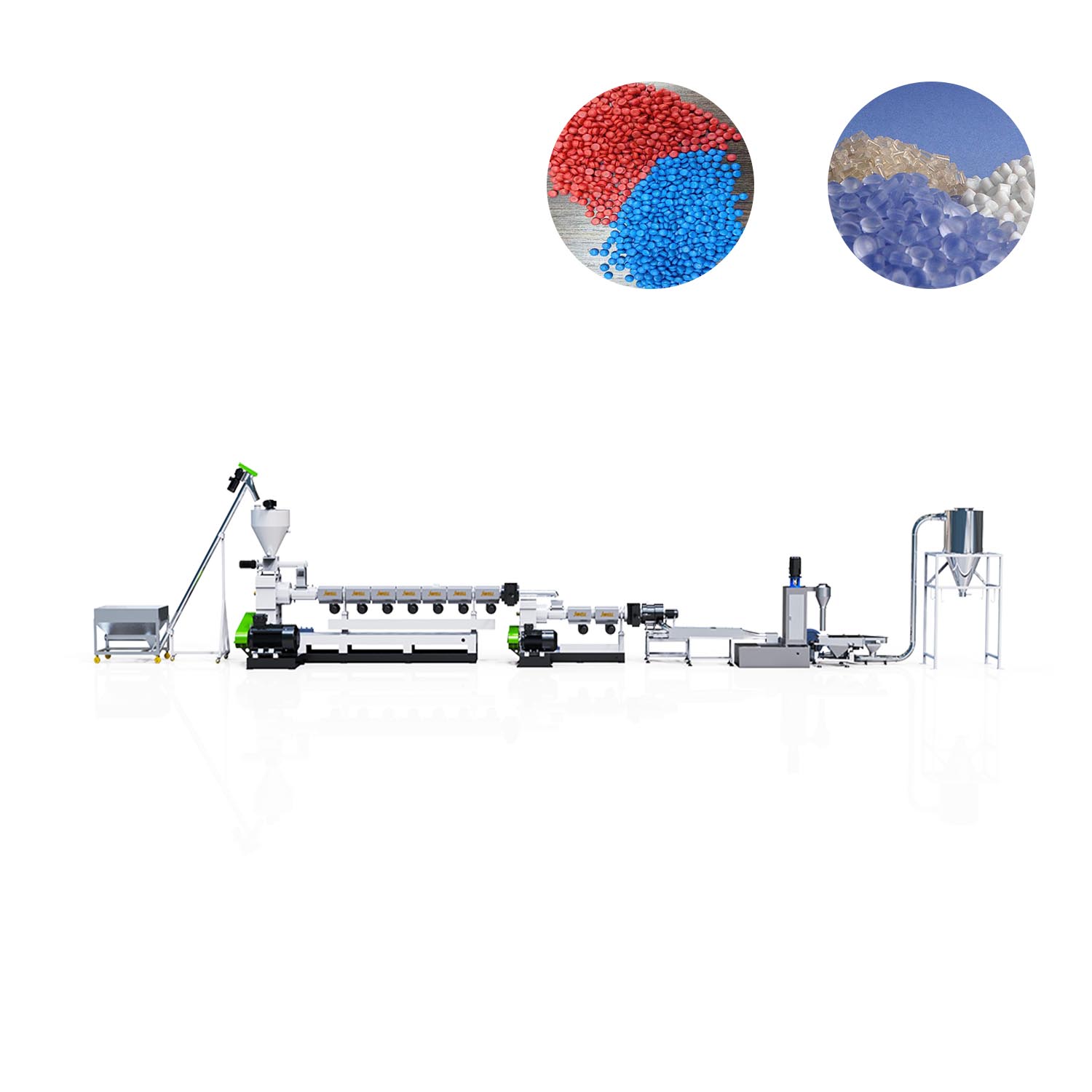 Одношнековый гранулятор для переработки жёсткого пластика Jwell
Одношнековый гранулятор для переработки жёсткого пластика Jwell -
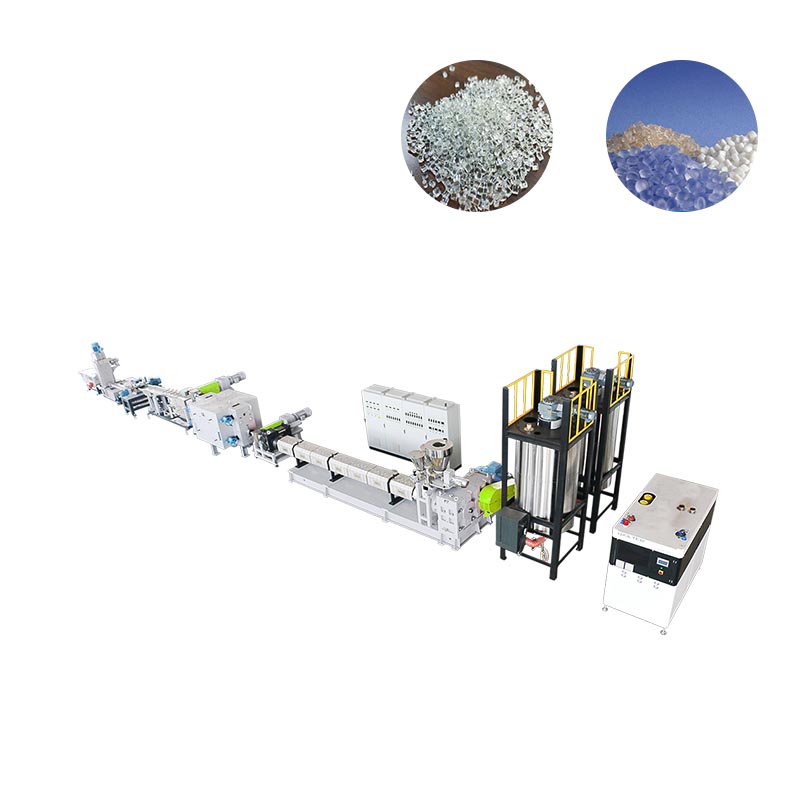 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
 JWELL ПВХ однослойный/многослойный теплоизоляционный гофрированный картон и ступенчатая кровельная экструзионная линия
JWELL ПВХ однослойный/многослойный теплоизоляционный гофрированный картон и ступенчатая кровельная экструзионная линия -
 Линия по экструзии пластиковых пенопластовых рамок для фотографий
Линия по экструзии пластиковых пенопластовых рамок для фотографий -
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей
Связанный поиск
Связанный поиск- Отличная экструзионная линия для быстрой сборки досок из пвх дпк
- Превосходная машина для производства двустенных гофрированных труб
- Отличная экструзионная линия для производства пластиковых корпусов из пвх
- Отличная линия экструзии полипропиленовых труб
- Одношнековый гранулятор для переработки жестких пластиков в китае
- Производитель экструзионной линии для производства водонепроницаемых листов tpo pvc eva pe
- Шредер для переработки труб с верхней загрузкой
- Отличная линия экструзии пленки тпу
- Поставщики анизотропных параллельных двухшнековых шнеков
- Производители оборудования для производства труб из пнд в китае



