


Высококачественная двухшнековая линия экструзии дышащего листа пэт без сушки
Пожалуй, самая большая проблема, с которой сталкиваются многие производители дышащего листа ПЭТ – это необходимость сушки после экструзии. На первый взгляд, это кажется логичным – полимер, только что расплавленный, нуждается в охлаждении и стабилизации, чтобы придать ему нужные свойства. Но современное оборудование и продуманные технологические процессы позволяют избежать этой стадии, что значительно экономит время и снижает энергозатраты. И вот мы имеем двухшнековую линию экструзии ПЭТ без сушки – звучит привлекательно, но стоит разобраться, как это на самом деле работает и какие нюансы нужно учитывать. В этой статье я поделюсь своим опытом, как успешным, так и не очень, в этой области.
Почему отказ от сушки – это выгодно?
Первое, что бросается в глаза – это экономия. Отсутствие сушильного барабана означает отсутствие потребления электроэнергии, связанной с нагревом и последующим охлаждением. Это особенно актуально при больших объемах производства. Помимо этого, исключается риск деформации материала при неравномерном нагреве в сушилке, а также снижается износ оборудования, связанный с постоянной циркуляцией воздуха и воздействием высокой температуры.
Но выгода – это не единственное преимущество. Более того, отсутствие сушки позволяет значительно сократить цикл производства. Вместо нескольких этапов – экструзия, сушка, формование – получается два: экструзия и формование. Это ведет к повышению производительности и снижению себестоимости готовой продукции. Мы, например, в одном проекте (производство упаковочных материалов) смогли сократить время производства на 15% благодаря отказу от сушки.
Конечно, не стоит забывать и об экологической составляющей. Снижение энергопотребления напрямую влияет на уменьшение углеродного следа предприятия.
Ключевые требования к двухшнековой линии для дышащего листа ПЭТ без сушки
Если говорить о технических требованиях, то здесь все не так просто, как кажется. Недостаточно просто установить двухшнековую линию. Необходимо учитывать несколько ключевых факторов. Во-первых, важен тип шнеков и их конструкция. Для экструзии ПЭТ без сушки часто используют шнеки с повышенным коэффициентом трения, которые обеспечивают лучшее перемешивание и равномерный нагрев расплава.
Во-вторых, необходимо тщательно продумать систему охлаждения. Да, сушилки нет, но охлаждение расплава все равно требуется для стабилизации материала. Чаще всего используют воду или воздух для охлаждения экструдера. Важно обеспечить равномерное охлаждение по всей толщине листа, чтобы избежать деформации и появления трещин. Мы сталкивались с проблемой неравномерного охлаждения, что приводило к образованию 'волн' на поверхности листа. Решение – оптимизация скорости вращения шнеков и интенсивности охлаждения в разных зонах экструдера.
В-третьих, важно обратить внимание на качество материала. Для производства дышащего листа ПЭТ требуется высококачественное сырье с минимальным содержанием примесей. Это напрямую влияет на свойства готовой продукции и долговечность оборудования.
Особенности конструкции экструдера
Конструкция экструдера для дышащего листа ПЭТ без сушки несколько отличается от традиционных экструдеров. Например, часто используют экструдеры с повышенным количеством зон нагрева и охлаждения. Это необходимо для обеспечения оптимального температурного режима на каждом этапе экструзии.
Кроме того, важна конструкция фильер. Она должна обеспечивать равномерное выдавливание расплава и предотвращать образование дефектов на поверхности листа. Часто используются фильеры с большим количеством отверстий, что позволяет улучшить качество экструдируемого материала.
Не стоит забывать и о системе автоматизации. Современные экструдеры оснащаются системами автоматического контроля температуры, давления и скорости вращения шнеков. Это позволяет оптимизировать технологический процесс и повысить качество продукции.
Реальные проблемы и способы их решения
Несмотря на все преимущества, производство дышащего листа ПЭТ без сушки сопряжено с определенными трудностями. Одна из основных проблем – это риск образования дефектов на поверхности листа, таких как трещины, волны и потеки. Это может быть вызвано неравномерным нагревом, недостаточным охлаждением или некачественным сырьем.
Для решения этой проблемы необходимо тщательно контролировать все параметры технологического процесса и использовать высококачественное сырье. Также можно использовать специальные добавки, которые улучшают текучесть расплава и снижают риск образования дефектов. Мы однажды столкнулись с проблемой 'усталости' материала при производстве больших партий, что приводило к появлению микротрещин. Решение нашли в оптимизации скорости вращения шнеков и увеличении времени отдыха материала между партиями.
Еще одна проблема – это риск зажора расплава на шнеках. Это может быть вызвано высоким содержанием примесей в сырье или неправильной конструкцией шнеков. Для предотвращения зажора необходимо использовать фильтры для очистки сырья и выбирать шнеки с оптимальным профилем.
Детали системы охлаждения
Система охлаждения при производстве дышащего листа ПЭТ без сушки играет ключевую роль. В отличие от традиционных процессов, где используется сушилка, здесь охлаждение осуществляется непосредственно в экструдере. Обычно это делается с помощью воды или воздуха, циркулирующих по каналам, расположенным вокруг экструдера.
Важно обеспечить равномерное охлаждение по всей толщине листа, чтобы избежать его деформации. Для этого используют различные методы охлаждения, такие как воздушное охлаждение, водяное охлаждение и комбинированное охлаждение. Выбор метода зависит от требуемых свойств готовой продукции и экономической целесообразности.
Кроме того, необходимо тщательно контролировать температуру охлаждающей жидкости или воздуха. Слишком низкая температура может привести к образованию трещин, а слишком высокая – к деформации листа. Для этого используют датчики температуры и автоматические системы регулирования.
Заключение
Производство дышащего листа ПЭТ без сушки – это перспективное направление, которое позволяет значительно повысить эффективность производства и снизить затраты. Но для успешной реализации этого проекта необходимо тщательно продумать технологический процесс, выбрать подходящее оборудование и контролировать все параметры производства. Это непростая задача, но при правильном подходе она вполне решаема. Как показывает наш опыт, даже небольшие изменения в технологическом процессе могут привести к значительному улучшению качества продукции и повышению эффективности производства.
ООО Чанчжоу Даюнь Экологические Технологии обладает опытом и компетенциями для реализации проектов по производству дышащего листа ПЭТ без сушки. Мы предлагаем полный спектр услуг – от проектирования оборудования до его поставки и ввода в эксплуатацию. Подробную информацию о наших продуктах и услугах вы можете найти на нашем сайте: https://www.jwell-machine.ru. Компания Jwell была основана в 1997 году. Она является вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения и профессиональным производителем комплектного оборудования для экструзии полимерных материалов.
Соответствующая продукция
Соответствующая продукция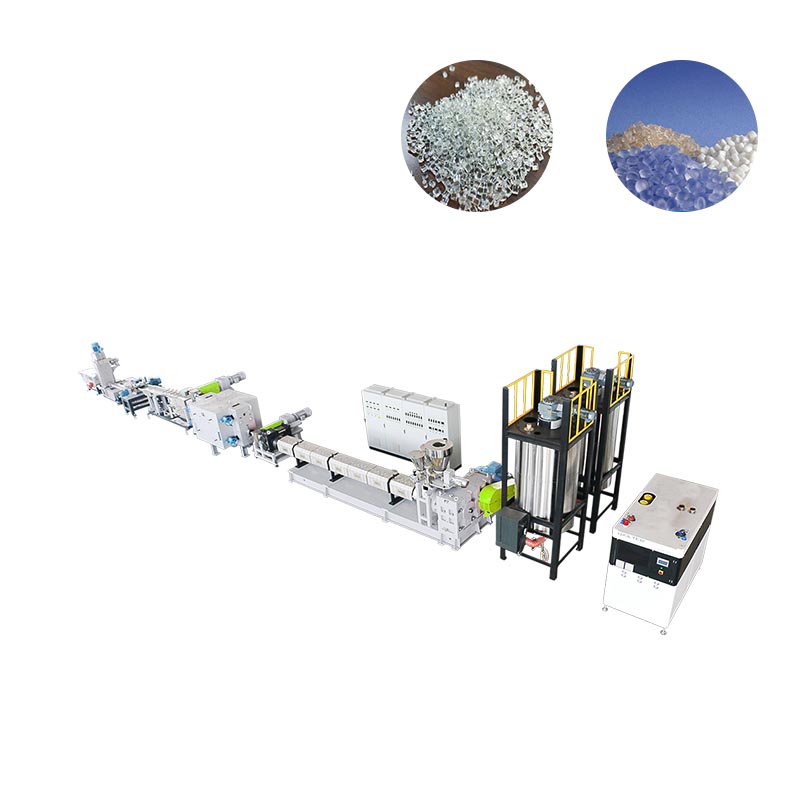




Самые продаваемые продукты
Самые продаваемые продукты-
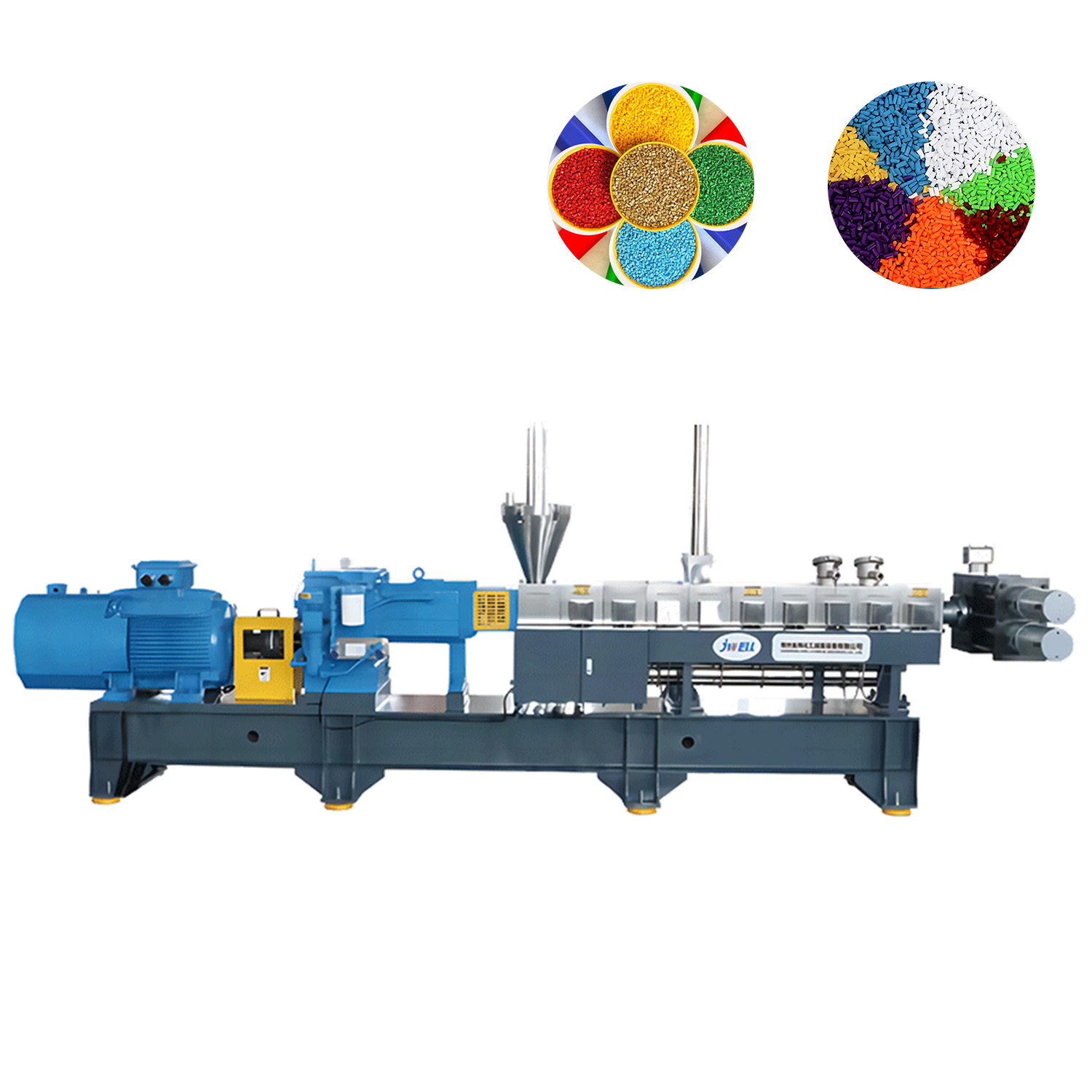
 Гранулирование и модификация нефтехимических порошков
Гранулирование и модификация нефтехимических порошков -
 Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE
Экструзионная линия для уплотнительного профиля JWELL PVC TPU TPE -
 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Линия по экструзии пластиковых пенопластовых рамок для фотографий
Линия по экструзии пластиковых пенопластовых рамок для фотографий -
 PE Линия экструзии теплоизоляционных труб
PE Линия экструзии теплоизоляционных труб -
 Переработанный PP PE Deck Board экструзионная линия
Переработанный PP PE Deck Board экструзионная линия -
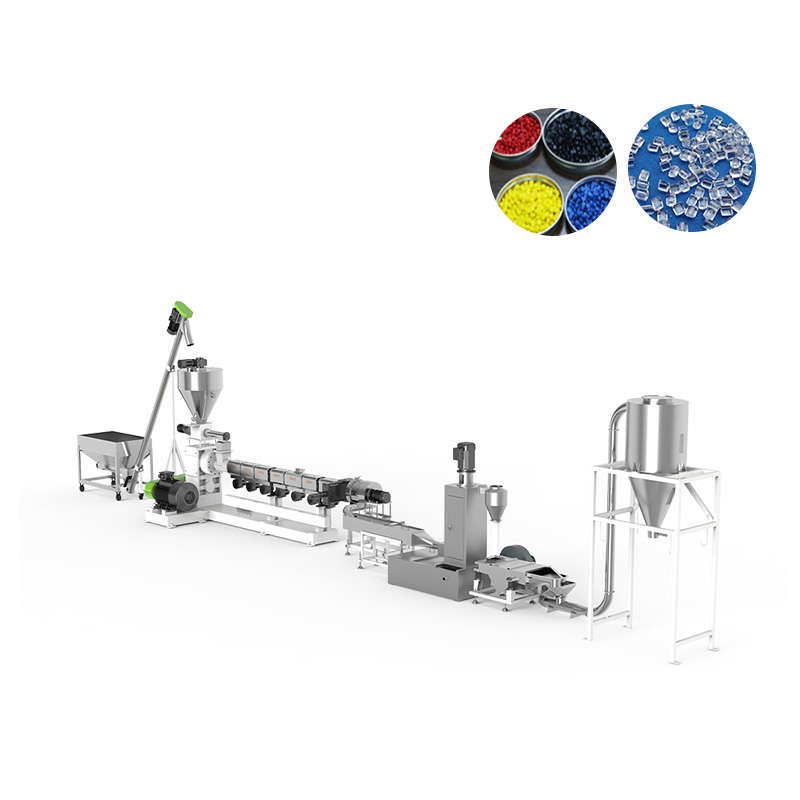
 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine -
 Линия экструзии композитных полов SPC
Линия экструзии композитных полов SPC -
 5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок
5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок -
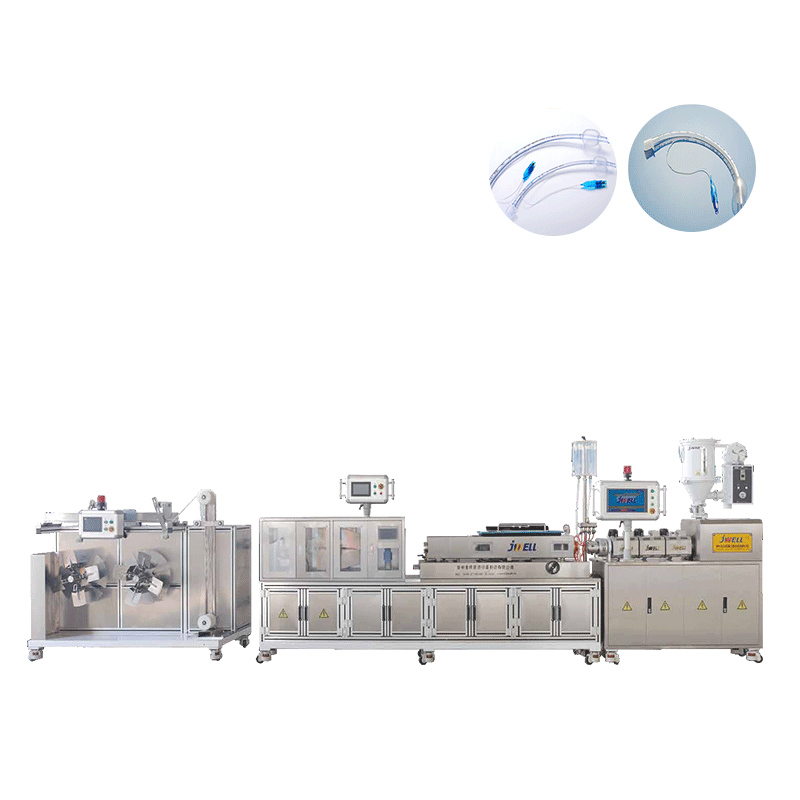
 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
 Три слоя (два слоя) медицинской линии экструзии инфузионных труб
Три слоя (два слоя) медицинской линии экструзии инфузионных труб -
 Название продукта (Имя) Серия экструзии реакции PU/TPU
Название продукта (Имя) Серия экструзии реакции PU/TPU
Связанный поиск
Связанный поиск- Высококачественная линия экструзии морских труб hdpe
- Экструзионная линия спиральных труб с металлическим армированием
- Ведущий тяжелый одновальный измельчитель
- Dyssq легкий одновалковый измельчитель - производитель в китае
- Завод по переработке пластиковых отходов
- Трехслойная двухслойная экструзионная линия для медицинских светонепроницаемых инфузионных трубок
- Производитель выдувной машины бочки для 160-литровых бочек с открытым верхом
- Китайский производитель прецизионных экструзионных линий для перфузионных трубок
- Высококачественный двухвальный измельчитель для вторичной переработки
- Производитель одношнековой экструзионной линии для вспенивания древесно-полимерных материалов в китае



