


Высококачественная изотропная параллельная двухшнековая экструзионная линия гранулирования пвх
Пожалуй, первое, что приходит в голову, когда речь заходит о современной линии гранулирования ПВХ – это обещания безупречного качества и высокой производительности. Часто встречающийся термин – 'высококачественная изотропная параллельная двухшнековая экструзионная линия'. Но что это значит на практике? И насколько реально достичь заявленных характеристик, особенно учитывая специфику ПВХ и постоянное стремление к оптимизации технологического процесса? Это не просто модные слова, это целый комплекс инженерных решений, влияние которых часто недооценивают.
Что скрывается за терминологией?
Итак, давайте разберем основные компоненты этой конструкции. Двухшнековая экструзионная линия, по сути, это система, состоящая из двух шнеков, работающих параллельно. Это уже не просто одношнековая экструзия, а более сложный процесс, позволяющий достигать более высокой однородности и, в некоторых случаях, снижать тепловую нагрузку. 'Параллельная' компоновка подразумевает, что шнеки работают синхронно и получают одинаковую мощность, что критично для стабильности процесса. Но главное – 'изотропная'. Что это значит? Изотропия означает, что свойства гранул одинаковы во всех направлениях. Это крайне важно для дальнейшей переработки – литья под давлением, выдувного формования и т.д. Неизотропные гранулы могут иметь различную прочность и модуль упругости в разных плоскостях, что приводит к дефектам готового изделия. И вот тут-то и возникает главный вопрос: как обеспечить именно изотропность?
Мы в ООО Чанчжоу Даюнь Экологические Технологии, занимаемся проектированием и поставкой линий для экструзии полимеров уже много лет. Мы сталкивались с ситуациями, когда клиенты выбирали оборудование, ориентируясь только на заявленные характеристики, не учитывая реальные нюансы. Например, часто встречаются случаи, когда достижение полной изотропии оказывается сложнее, чем кажется на первый взгляд. Для этого требуется не только правильно подобранная геометрия шнеков и экструдера, но и точный контроль температуры, скорости перемешивания и давления на всех этапах процесса. Помимо этого, существенно влияет состав сырья, а именно наличие и распределение наполнителей, пластификаторов и других добавок.
Влияние геометрии шнеков на изотропность
Геометрия шнеков играет, пожалуй, ключевую роль. Современные экструдеры часто используют специальные профили шнеков – с изменяющимся поперечным сечением. Эти профили обеспечивают оптимальное перемешивание и формирование расплава, снижая вероятность образования зон с различной температурой и вязкостью. Например, использование шнеков с увеличенной длиной вязкой зоны позволяет более эффективно смешивать компоненты и снижать тепловые напряжения. Но важно понимать, что выбор геометрии должен быть обоснован конкретным типом ПВХ и требуемыми характеристиками гранул. Не всегда самый сложный и дорогой профиль является оптимальным.
Мы реализовали несколько проектов, где мы оптимизировали геометрию шнеков для конкретного вида ПВХ, добившись существенного улучшения изотропии гранул. В одном из случаев, мы внесли изменения в профиль шнека, добавив зоны с более высоким коэффициентом передач, что позволило более равномерно распределить тепло и снизить склонность к образованию неоднородных гранул. Это, конечно, требовало тщательных расчетов и моделирования, но результат того стоил. Это было реализовано в рамках проекта по производству гранул для автомобильных деталей, где требуется высокая механическая прочность и однородность материала.
Контроль температуры и давления: Необходимый баланс
Контроль температуры и давления – еще один важный фактор, влияющий на изотропность гранул. Неравномерное распределение температуры может привести к образованию зон с различной вязкостью и, как следствие, к неизотропности. Необходимо обеспечить точный контроль температуры на всех этапах экструзии – в зоне расплава, зоне формования и зоне охлаждения. Для этого используются сложные системы терморегулирования, включающие в себя датчики температуры, нагревательные элементы и системы охлаждения. Важно не только поддерживать заданную температуру, но и обеспечивать ее равномерное распределение по всей длине экструдера.
Мы часто сталкиваемся с проблемами, связанными с неравномерным распределением температуры в экструдерах, особенно при работе с ПВХ, содержащим большое количество наполнителей. В таких случаях необходимо использовать специальные системы охлаждения, которые позволяют эффективно отводить тепло от наиболее горячих участков экструдера. В одном из наших проектов мы использовали систему водяного охлаждения с несколькими контурами, что позволило нам значительно снизить температуру на поверхности экструдера и улучшить изотропичность гранул. Это позволило снизить вероятность деформации экструдера и увеличить срок его службы.
Распространенные ошибки и пути их устранения
Один из самых распространенных ошибок – это недооценка влияния качества сырья. Некачественное сырье, содержащее примеси или неравномерно распределенные добавки, может серьезно затруднить достижение изотропности. Необходимо тщательно контролировать качество сырья, а также использовать методы предварительной подготовки, такие как гомогенизация и смешивание. Еще одна распространенная ошибка – это неправильный выбор скорости шнеков. Слишком высокая скорость может привести к перегреву и деструкции ПВХ, а слишком низкая – к недостаточной гомогенизации. Необходимо тщательно подобрать оптимальную скорость шнеков, исходя из типа ПВХ и требуемых характеристик гранул.
В одном из случаев, мы помогли клиенту, который столкнулся с проблемой образования дефектов в гранулах. После анализа ситуации, мы выяснили, что причиной проблемы было использование сырья с высоким содержанием влаги. Влага приводила к образованию пузырей и трещин в гранулах. Для устранения проблемы, мы рекомендовали клиенту использовать сырье с более низким содержанием влаги, а также установить систему осушения сырья перед подачей его в экструдер. Это позволило клиенту значительно улучшить качество гранул и снизить количество брака.
Перспективы развития технологий гранулирования ПВХ
Технологии гранулирования ПВХ постоянно развиваются. В настоящее время активно разрабатываются новые типы экструдеров с улучшенной геометрией шнеков и более эффективными системами терморегулирования. Также, появляются новые методы контроля качества гранул, основанные на использовании сенсорных технологий и искусственного интеллекта. Мы в ООО Чанчжоу Даюнь Экологические Технологии следим за всеми новыми тенденциями в отрасли и постоянно совершенствуем наши технологии, чтобы предлагать нашим клиентам самые современные и эффективные решения. Мы используем современные методы моделирования и оптимизации процессов, позволяющие точно спрогнозировать результат и минимизировать риски. Также мы уделяем большое внимание автоматизации процессов управления экструдером, что позволяет повысить производительность и снизить затраты.
Мы считаем, что будущее гранулирования ПВХ – за цифровизацией и автоматизацией. Внедрение систем мониторинга и управления на основе данных позволит значительно повысить эффективность производственного процесса и снизить количество брака. Мы уверены, что сможем помочь нашим клиентам достичь максимальной производительности и качества продукции.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб -
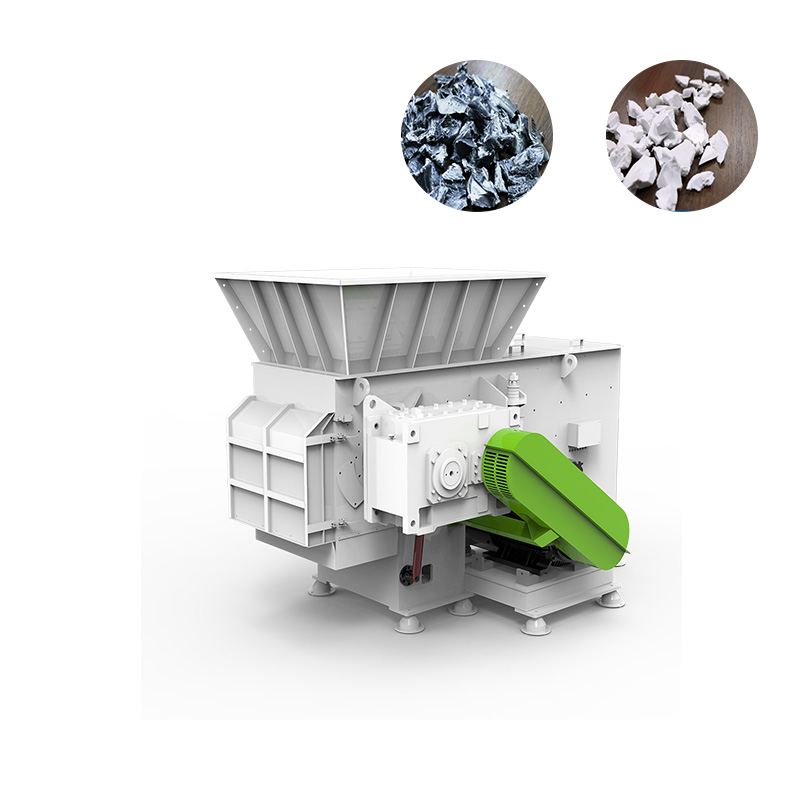
 Одновальный шредер DYSSJ от JWELL
Одновальный шредер DYSSJ от JWELL -
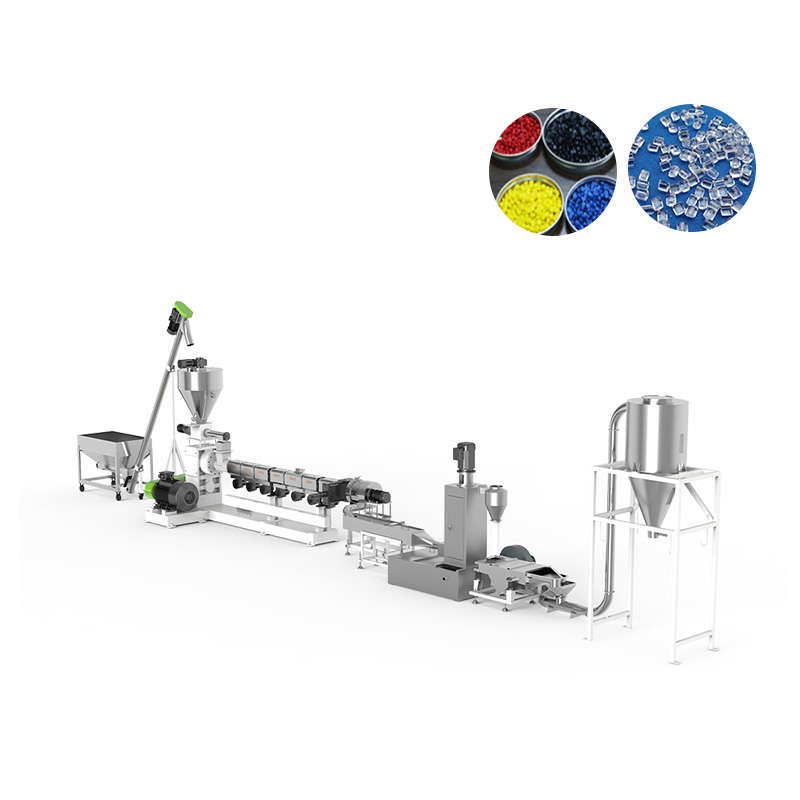
 Высоконаполнительная грануляционная линия JWELL серии высокой производительности
Высоконаполнительная грануляционная линия JWELL серии высокой производительности -
 Мост из высокомолекулярного пластика (HMW) с армированной сталью
Мост из высокомолекулярного пластика (HMW) с армированной сталью -
 Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба
Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 Экструзионная линия для стержней, плит и труб из PEEK, PPSU
Экструзионная линия для стержней, плит и труб из PEEK, PPSU -
 Магистраль из ПВХ JWELL
Магистраль из ПВХ JWELL -
 Испытательная машина JWELL
Испытательная машина JWELL -
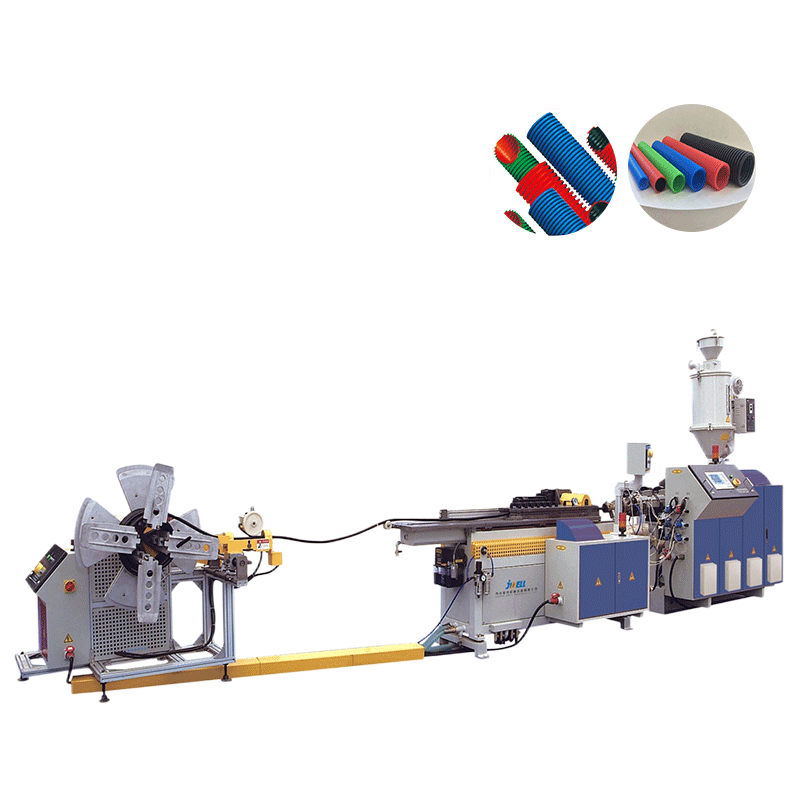
 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
 Линия экструзии сотовых плит PP
Линия экструзии сотовых плит PP -
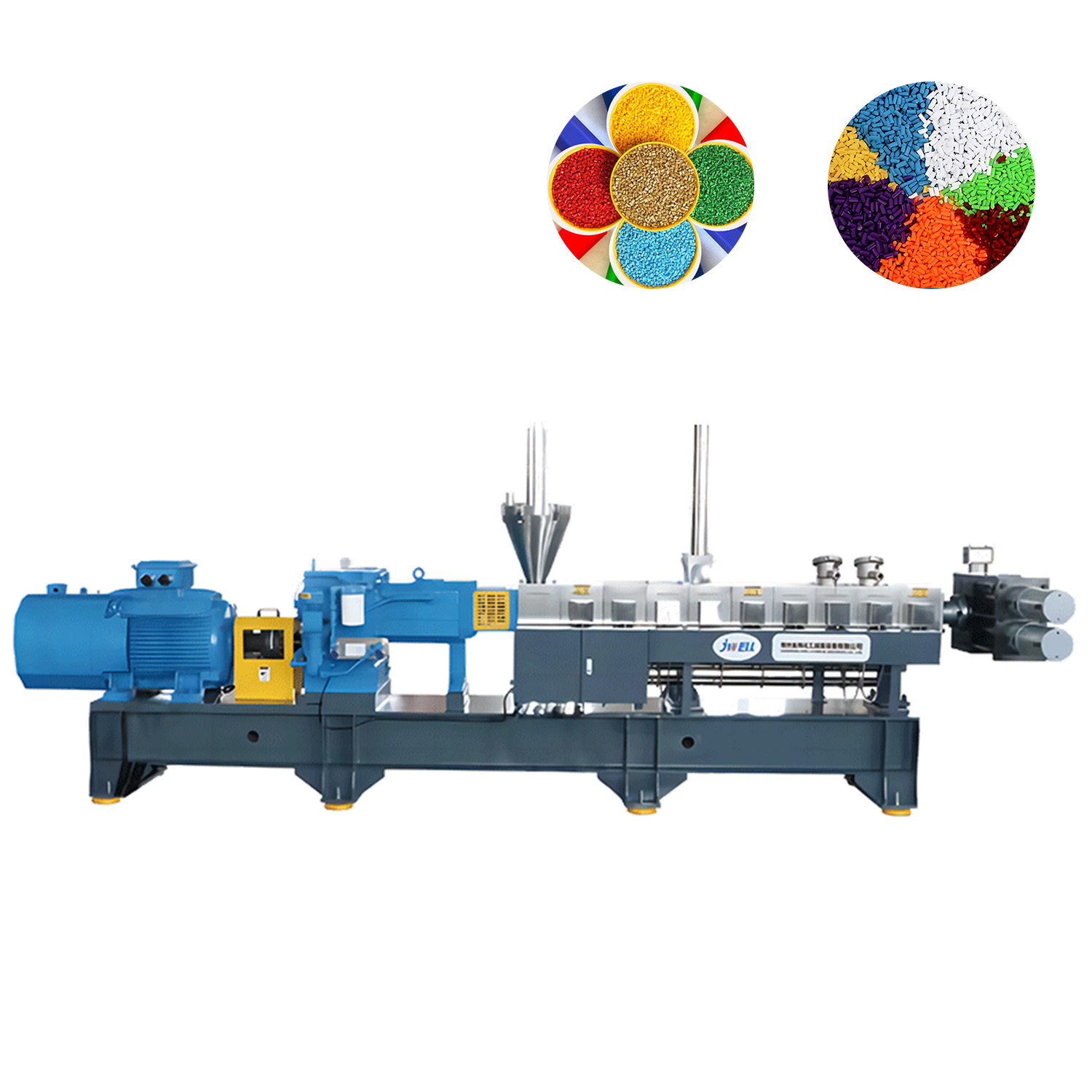
 Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury
Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury
Связанный поиск
Связанный поиск- Завод для изотропной параллельной двухшнековой экструзионной линии гранулирования пвх
- Одношнековая гранулирующая машина jwl из китая
- Линия для производства труб из пнд
- Поставщики тпу пленки экструдер из китая
- Отличная машина для производства труб
- Высокое качество солнечного оборудования
- Поставщики алюминиевых композитных панелей экструзионной линии
- Поставщики пластиковых дробилка из китая
- Китайские поставщики систем дезодорации лос сырья
- Экструзия абс пластика



