


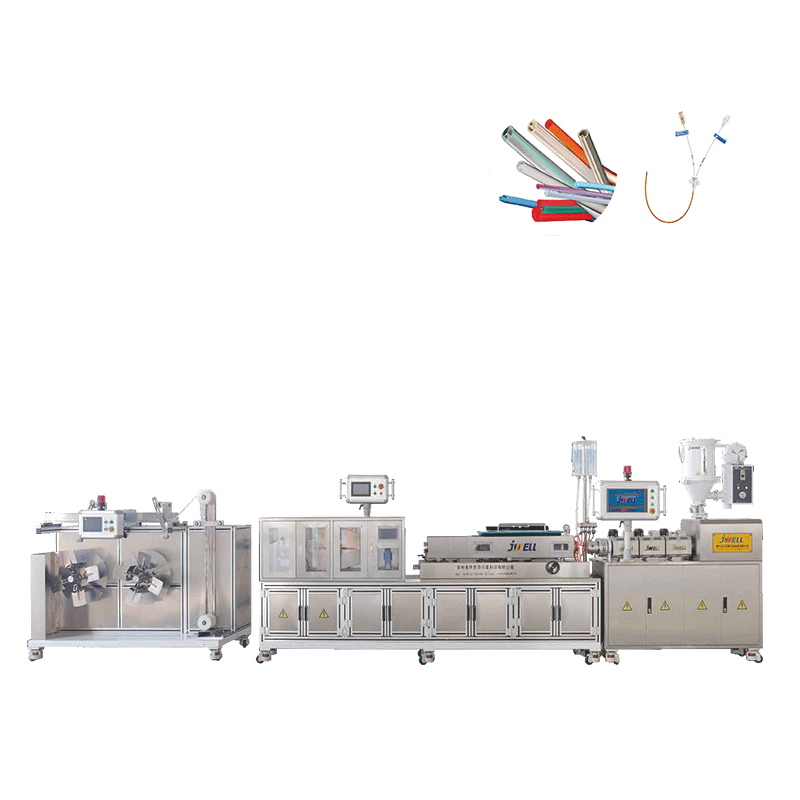
Высококачественная линия экструзии пленки asa
На рынке полимерного оборудования, особенно в сегменте производства пленок, часто встречается избыточное увлечение ?высококачественностью?. Встречаются предложения, обещающие идеальные, безупречные линии. Но, честно говоря, идеальных линий не бывает. Есть лишь компромиссы, оптимальные решения для конкретной задачи. Я вот уже более двадцати лет занимаюсь проектированием и монтажом экструзионного оборудования, и могу с уверенностью сказать: высококачественная линия экструзии пленки asa – это не просто набор дорогих компонентов, а грамотно спроектированное и собранное решение, учитывающее все нюансы производства.
Что подразумевается под 'высококачественной' линией?
Когда говорят о высококачественной линии экструзии пленки asa, обычно подразумевают несколько аспектов. Во-первых, это надежность оборудования: минимальное время простоев, длительный срок службы компонентов. Во-вторых, это стабильность качества продукции: ровная пленка, отсутствие дефектов, точные параметры толщины и ширины. И, конечно, это эффективность: низкое энергопотребление, оптимизация расхода сырья, минимальные затраты на обслуживание. Но часто в приоритет ставится только одно – максимальная производительность. А в итоге получаем неустойчивую систему, требующую постоянного ремонта и не способную стабильно выдавать продукцию нужного качества.
Например, недавно у нас был случай с одним заказчиком, который сконцентрировался исключительно на скорости экструзии. Они выбрали агрессивную схему охлаждения и мощный вакуумный насос. В результате, пленка получалась с неоднородной температурой, с пузырями и дефектами. В итоге, пришлось возвращаться к более традиционной, но более надежной схеме. Пришлось перепроектировать систему охлаждения и добавить фильтры для очистки воздуха.
Выбор оборудования: ключевые компоненты
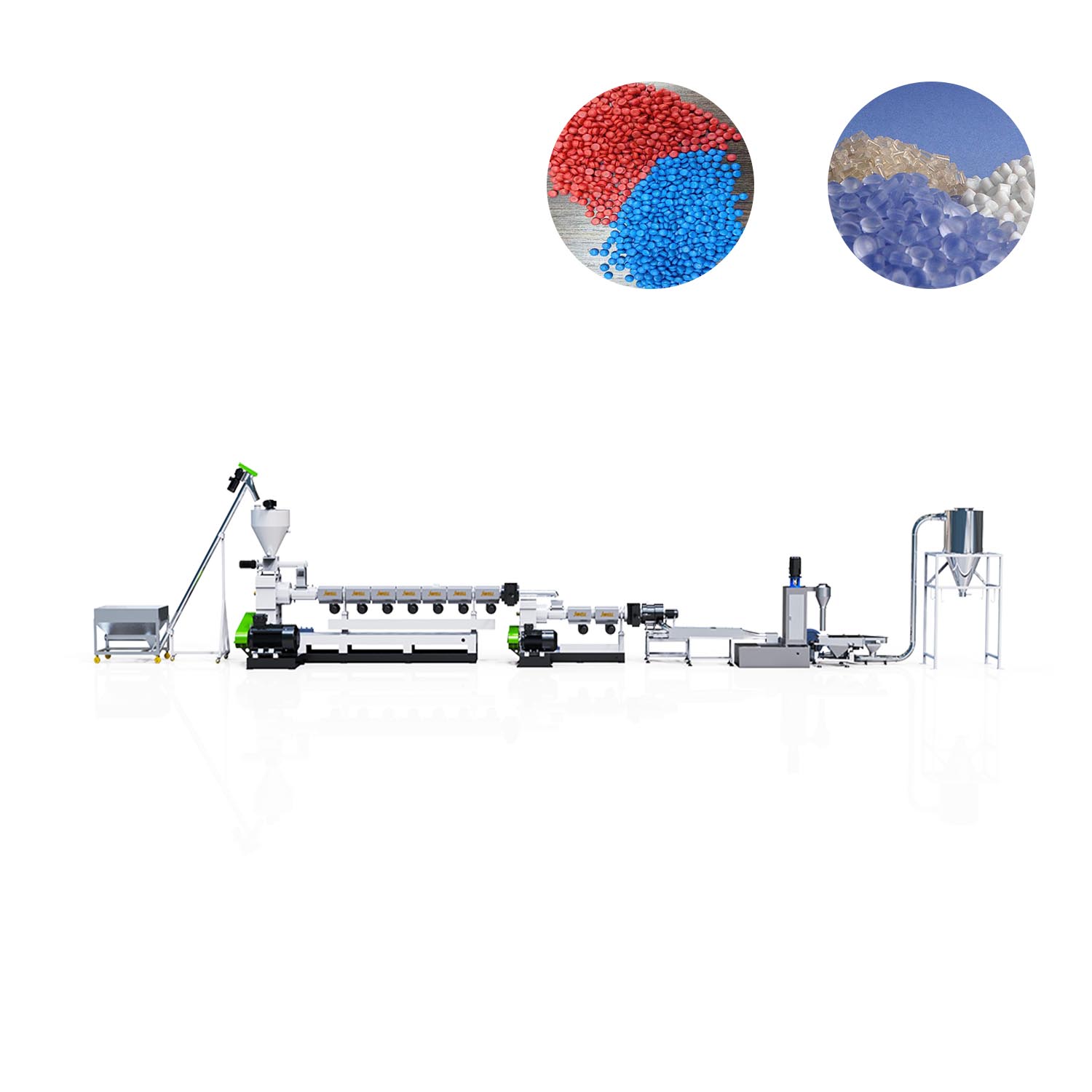
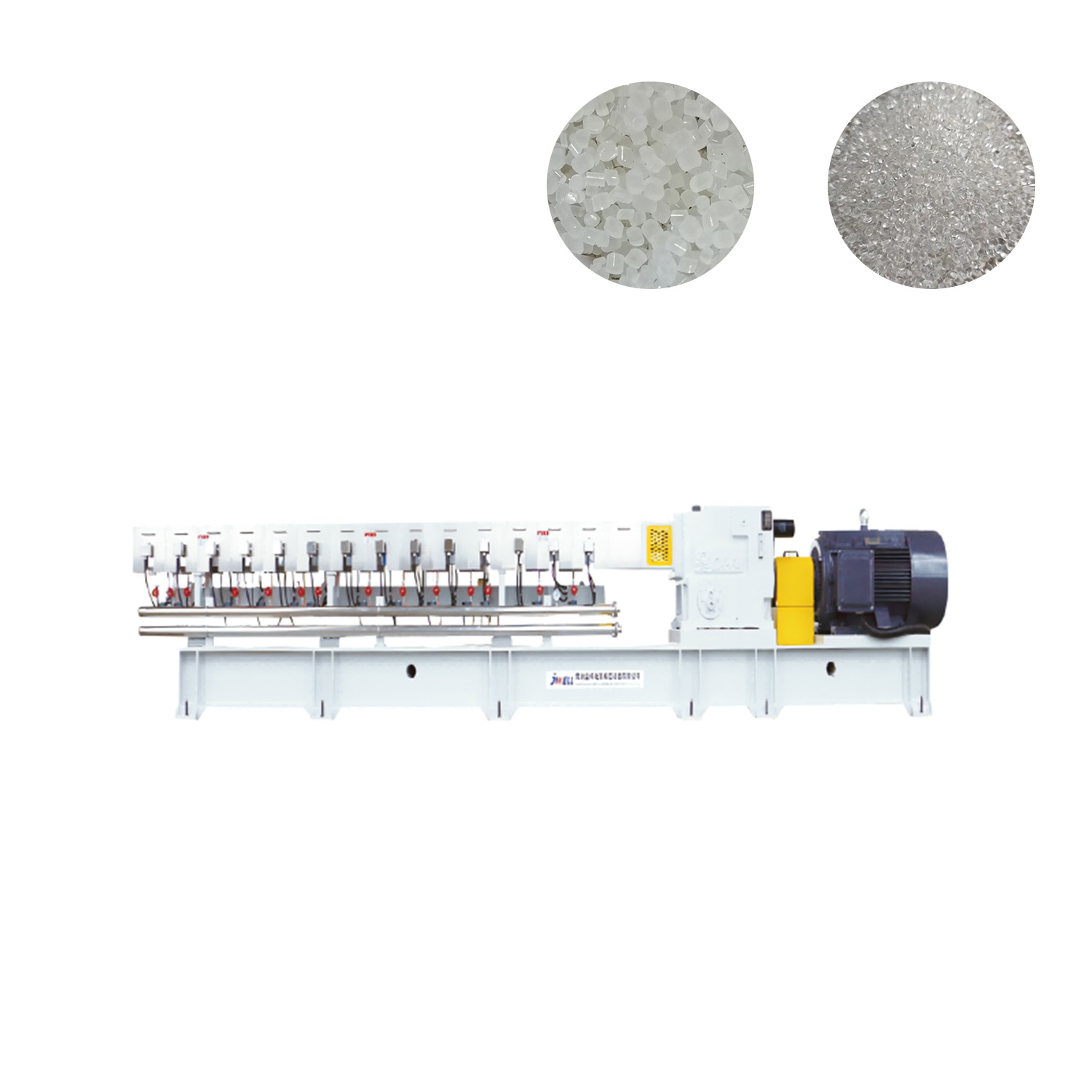
Выбор компонентов – это, пожалуй, самый важный этап. Экструдер, фильеры, охлаждающие валы, система управления – все должно соответствовать требованиям конкретной марки пленок asa, которые планируется производить. Важно учитывать не только характеристики отдельных компонентов, но и их совместимость друг с другом. Например, использование несовместимых материалов для изготовления фильеры и экструдера может привести к быстрому износу и образованию дефектов.
Что касается экструдеров, здесь стоит обратить внимание на качество шпоночных передач, герметичность корпуса и систему охлаждения. Оптимальным решением для производства пленок asa часто являются экструдеры с двумя шпоночными передачами, что обеспечивает более плавную и стабильную работу. Я рекомендую внимательно изучать технические характеристики и отзывы других пользователей перед принятием решения.
Контроль процесса: автоматизация и ручной контроль
Современные линии экструзии пленки asa должны быть оснащены системой автоматического контроля параметров процесса: температуры, давления, скорости экструзии. Но автоматизация – это не панацея. Ручной контроль также необходим для выявления и устранения мелких дефектов, которые не удается обнаружить автоматически. Например, часто бывает, что изменение цвета пленки или появление царапин можно заметить только при визуальном осмотре.
Мы часто используем систему видеонаблюдения на линии экструзии. Это позволяет оператору в режиме реального времени отслеживать процесс и оперативно реагировать на любые отклонения. Также мы используем датчики контроля температуры и давления, которые позволяют автоматически регулировать параметры процесса и поддерживать их в заданных пределах. Важно понимать, что идеальный баланс между автоматизацией и ручным контролем – это ключ к стабильно высокому качеству продукции. Наш опыт показывает, что полное доверие автоматике без контроля оператора – это путь к проблемам.
Проблемы, с которыми сталкиваются производители
В процессе производства пленок asa часто возникают различные проблемы: неравномерное охлаждение, деформация пленки, образование пузырей, неровная поверхность. Причинами этих проблем могут быть как неправильные настройки оборудования, так и использование некачественного сырья, и даже атмосферные условия.
Например, мы однажды сталкивались с проблемой деформации пленки при высоких температурах. Оказалось, что система охлаждения не справлялась с отводом тепла, и пленка деформировалась под воздействием собственного веса. Решение этой проблемы потребовало модернизации системы охлаждения и использования более эффективных материалов для изготовления охлаждающих валов.
Сырье: влияние на качество готовой продукции
Не стоит недооценивать влияние качества сырья на качество готовой продукции. Использование сырья с высоким содержанием примесей может привести к образованию дефектов, ухудшению механических свойств пленки и снижению ее долговечности. Важно выбирать надежных поставщиков сырья и проводить входной контроль качества.
При производстве пленок asa особенно важно контролировать содержание серы и влаги в сырье. Эти примеси могут привести к образованию пузырей и дефектов. Мы используем лабораторные методы анализа сырья для контроля его качества и соответствия требованиям.
Заключение
Таким образом, высококачественная линия экструзии пленки asa – это результат комплексного подхода, включающего в себя грамотный выбор оборудования, эффективный контроль процесса и использование качественного сырья. Важно помнить, что идеальных решений не бывает, и что компромиссы неизбежны. Но грамотно сделанные компромиссы позволяют получить оптимальное решение для конкретной задачи. Компания ООО Чанчжоу Даюнь Экологические Технологии обладает многолетним опытом в проектировании и монтаже таких линий, и мы всегда готовы предложить нашим клиентам наилучшее решение, учитывающее их потребности и бюджет.
Если у вас возникли вопросы по выбору высококачественной линии экструзии пленки asa или вы хотите получить консультацию по проектированию и монтажу экструзионного оборудования, свяжитесь с нами: [https://www.jwell-machine.ru](https://www.jwell-machine.ru). Мы всегда рады помочь!
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионная линия для быстросборных древесно-полимерных плит из PVC JWELL
Экструзионная линия для быстросборных древесно-полимерных плит из PVC JWELL -
 Испытательная машина JWELL
Испытательная машина JWELL -
 Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ
Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ -
 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine -
 Одношнековая линия экструзии WPC-HDPE (вспенивание)
Одношнековая линия экструзии WPC-HDPE (вспенивание) -
 Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью
Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью -
 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Линия экструзии труб центральной вены
Линия экструзии труб центральной вены -
 PEЛиния экструзии композита из меди и пластика с техническим углеродом
PEЛиния экструзии композита из меди и пластика с техническим углеродом -
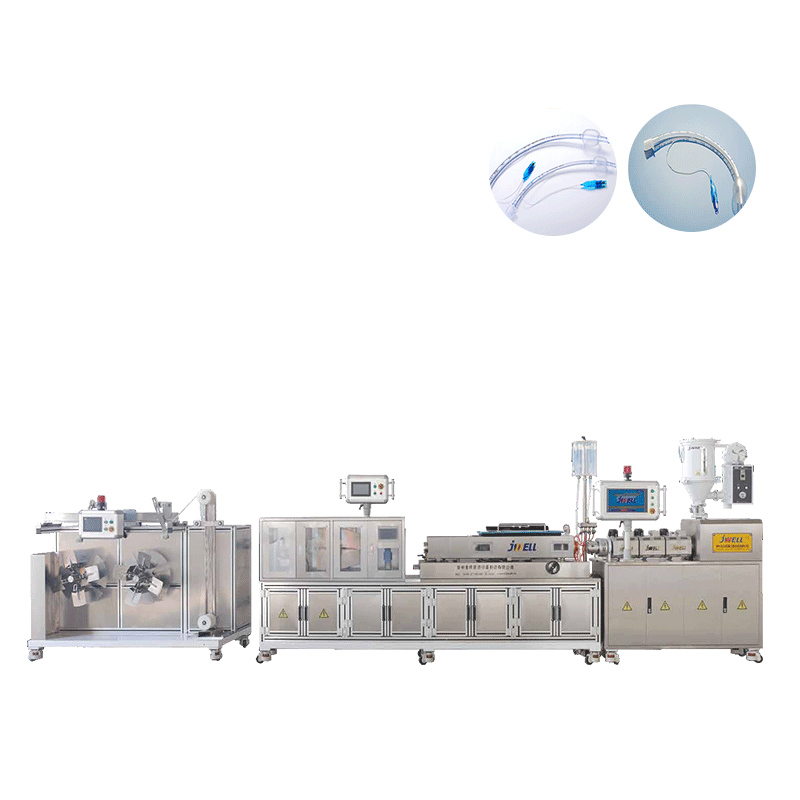 Медицинская экструзионная линия трахеи каннула
Медицинская экструзионная линия трахеи каннула -
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб -
 Название продукта (Имя) Серия экструзии реакции PU/TPU
Название продукта (Имя) Серия экструзии реакции PU/TPU
Связанный поиск
Связанный поиск- Высокое качество пвх ограждения экструзионной линии
- Одновинтовой катетер и инфузионная трубка экструзионная линия в китае
- Отличная машина для производства труб
- Поставщики линии экструзии полых листов
- Экструдеры в китае
- Китайские поставщики 30 литровый нефтяной барабан дуплекс выдувная машина
- Высококачественный pp/pe экструдер для изготовления задней панели солнечных фотоэлектрических элементов
- Завод экструзионной линии для производства композитных труб из ppr и стекловолокна
- Отличная линия экструзии пвх одно/многослойного теплоизоляционного гофрокартона и ступенчатой крыши
- Ведущая линия экструзии пенополистирольных листов xpe



