


Высококачественная линия экструзии оконного профиля пвх
Словосочетание высококачественная линия экструзии оконного профиля ПВХ звучит многообещающе, правда? В интернете столько рекламы, что иногда сложно понять, что на самом деле означает 'высококачественная'. Многие производители обещают золотые горы, но на деле... Я вот уже более двадцати лет работаю в этой сфере, и скажу вам, что 'высококачественность' – понятие растяжимое. Важно не просто слово, а совокупность факторов: от выбора оборудования до квалификации персонала, и даже от качества сырья. Поэтому сегодня хочу поделиться своими мыслями и опытом, касающимися именно этой темы – как собрать линию, которая будет работать надежно и приносить прибыль.
Ключевые элементы эффективной линии экструзии
Прежде чем углубляться в конкретные модели и бренды, давайте определимся с базовыми элементами. Это не просто экструдер. Это комплекс оборудования, где каждый компонент играет свою роль. Начать нужно, конечно, с выбора экструдера – сердца всей линии. Здесь критичны не только производительность и материал изготовления, но и точность регулировок, стабильность работы и простота обслуживания. Ну и, конечно, необходимо учитывать дальнейшее использование профиля - для какого типа окон он предназначен, какая толщина стенок требуется, какие требования к точности геометрии.
Далее – это система охлаждения. От ее эффективности напрямую зависит качество поверхности профиля, его прочность и отсутствие дефектов. В идеале – это должна быть замкнутая система, обеспечивающая стабильную температуру охлаждающей жидкости. А еще важна система подачи и формовки, которая должна обеспечивать равномерную загрузку материала и минимизировать риск образования дефектов. Например, у нас был случай, когда из-за неправильной настройки подачи материал начал деформироваться, что привело к браку. После тонкой настройки все исправилось, но это показало насколько важна правильная настройка всех параметров.
Выбор экструдера: металл или сталь?
Вопрос о материале экструдера – это всегда компромисс. Алюминиевые экструдеры, безусловно, легче стальных, что упрощает обслуживание и перемещение. Но сталь обладает большей прочностью и долговечностью, особенно при работе с твердыми полимерами. В нашей компанииООО Чанчжоу Даюнь Экологические Технологии мы часто используем стальные экструдеры для производства профилей из ПВХ повышенной прочности. Это позволяет нам производить профили, соответствующие высоким требованиям к механической прочности, которые, например, требуются для строительных проектов с высокой нагрузкой. Но, конечно, сталь требует более тщательного обслуживания и защиты от коррозии.
Еще один важный момент – это тип экструдера. В основном используются трехшнековые экструдеры, но существуют и другие варианты, такие как двухшнековые. Трехшнековые более универсальны и позволяют производить профили с различными характеристиками. Но выбор конкретного типа экструдера зависит от типа используемого пластика и требуемых характеристик профиля. В некоторых случаях двухшнековый экструдер может быть более оптимальным решением, особенно если требуется высокая скорость экструзии.
Автоматизация и контроль качества: современные требования
Современная линия автоматической экструзии ПВХ должна быть максимально автоматизированной. Это позволяет снизить влияние человеческого фактора на качество продукции и повысить производительность. Системы автоматического контроля температуры, давления и скорости экструзии – это уже не роскошь, а необходимость. Также важно наличие системы автоматической подачи и формовки, которая позволит избежать брака и повысить точность геометрии профиля. Мы установили систему контроля качества, основанную на автоматическом измерении толщины профиля и его геометрических размеров. Это позволило нам значительно сократить количество брака и повысить удовлетворенность клиентов.
Иногда, автоматизация может быть избыточной, особенно для небольших партий продукции. В таких случаях, ручной контроль качества может быть более эффективным и экономичным. Но в целом, тенденция к автоматизации очевидна, и производители, которые не инвестируют в автоматизацию, рискуют остаться позади.
Проблемы и решения: практический опыт
Не могу не упомянуть о типичных проблемах, с которыми мы сталкиваемся при работе с линиями экструзии. Это, например, проблемы с перегревом материала, деформацией профиля, образованием пузырей и трещин. Причинами этих проблем могут быть неправильная настройка параметров экструзии, низкое качество сырья, неисправность оборудования. Однажды, у нас возникла проблема с образованием трещин на профиле. Оказалось, что причина в неравномерном охлаждении материала. Мы внесли изменения в систему охлаждения, и проблема была решена.
Еще одна распространенная проблема – это образование пузырей на поверхности профиля. Это может быть связано с недостаточным давлением, некачественным пластиком или неправильной настройкой системы подачи. Для решения этой проблемы необходимо тщательно проверить все параметры экструзии и, возможно, заменить пластик на более качественный.
Заключение: вкладываемся в будущее
По итогам многих лет работы с линиями экструзии профилей ПВХ, могу сказать, что это не просто оборудование, а сложная инженерная система, требующая постоянного внимания и обслуживания. Не стоит экономить на качестве оборудования и сырья, а также на обучении персонала. Инвестиции в современные технологии и автоматизацию – это ключ к успеху в этой отрасли. Важно понимать, что каждая линия экструзии уникальна, и требует индивидуального подхода. Не существует универсального решения, которое подойдет для всех случаев. Надеюсь, мои наблюдения и опыт будут полезны вам при выборе и эксплуатации оборудования для производства оконных профилей.
Компания Jwell, основанная в 1997 году, является профессиональным производителем комплектов оборудования для экструзии полимерных материалов. Мы постоянно совершенствуем наши технологии и предлагаем клиентам самые современные и эффективные решения.
Более подробную информацию можно найти на нашем сайте: https://www.jwell-machine.ru
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Линия экструзии листов PLA
Линия экструзии листов PLA -
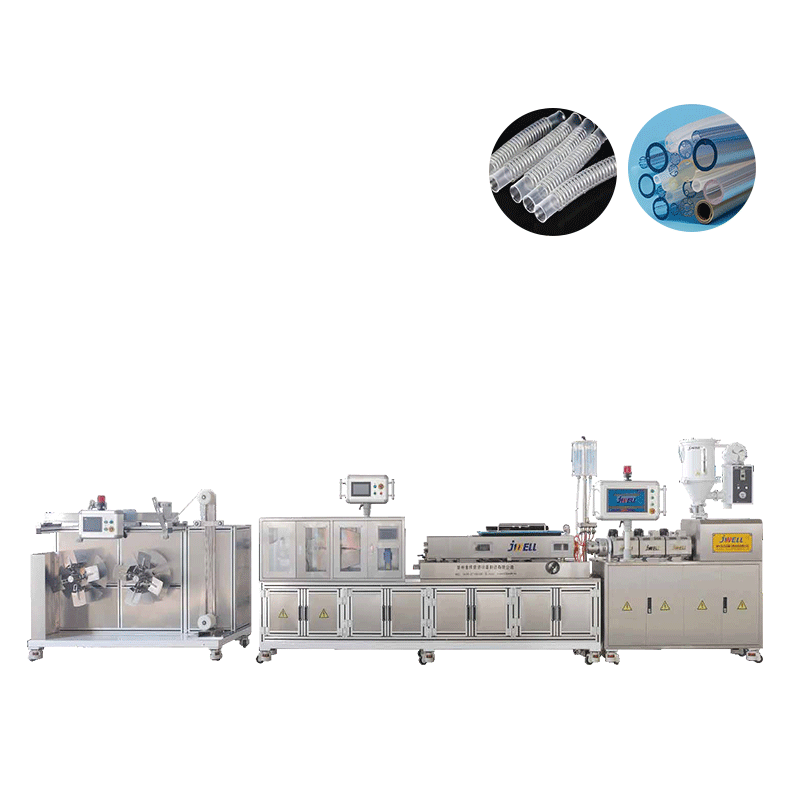 Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба
Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба -
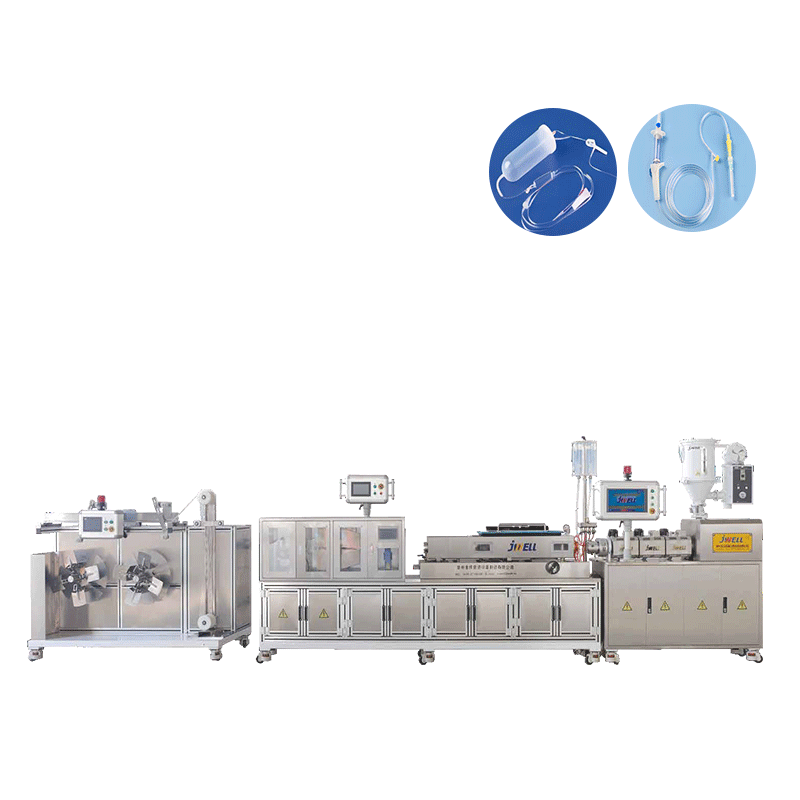 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
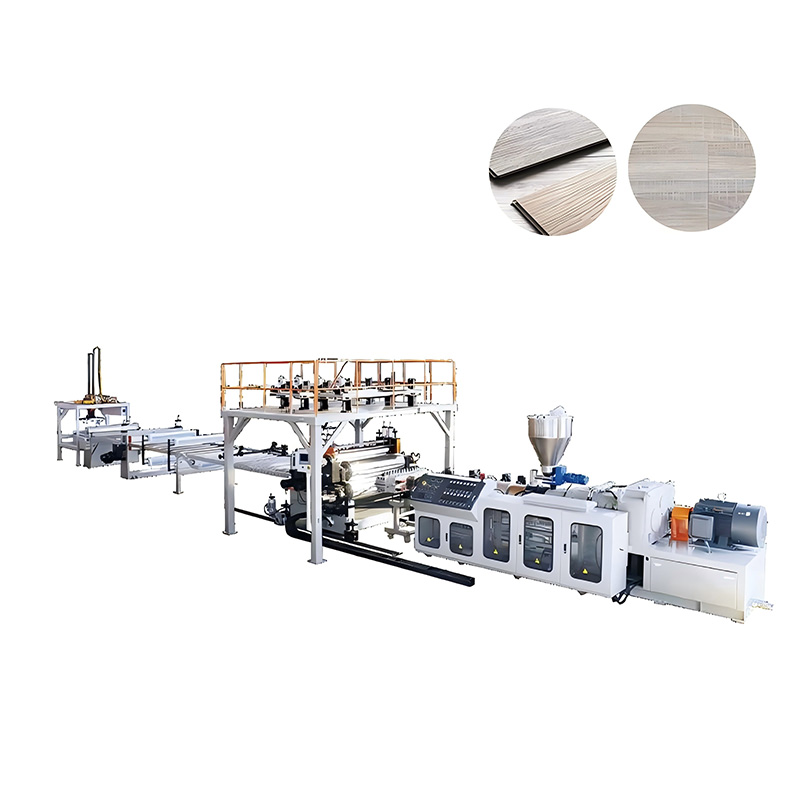
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
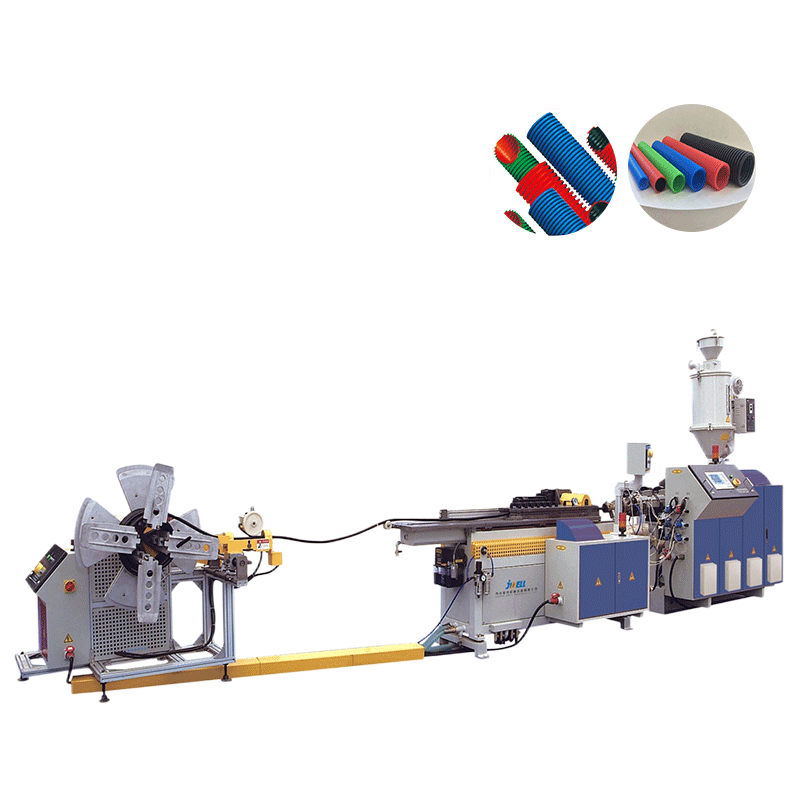
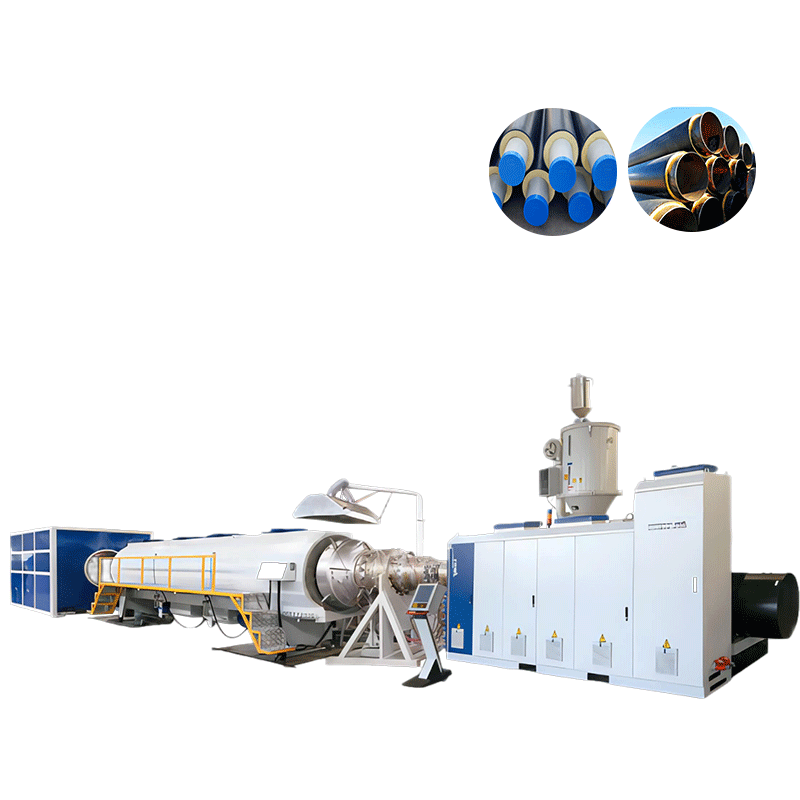 PE Линия экструзии теплоизоляционных труб
PE Линия экструзии теплоизоляционных труб -
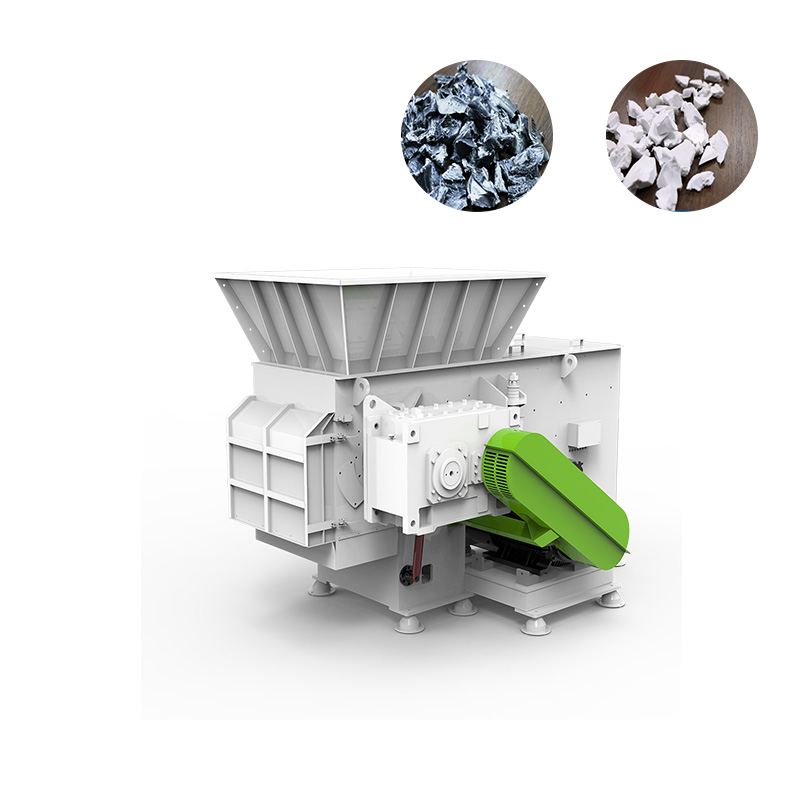 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
 Одновальный шредер DYSSJ от JWELL
Одновальный шредер DYSSJ от JWELL -
 Линия по экструзии оконных жалюзи из ПВХ
Линия по экструзии оконных жалюзи из ПВХ -
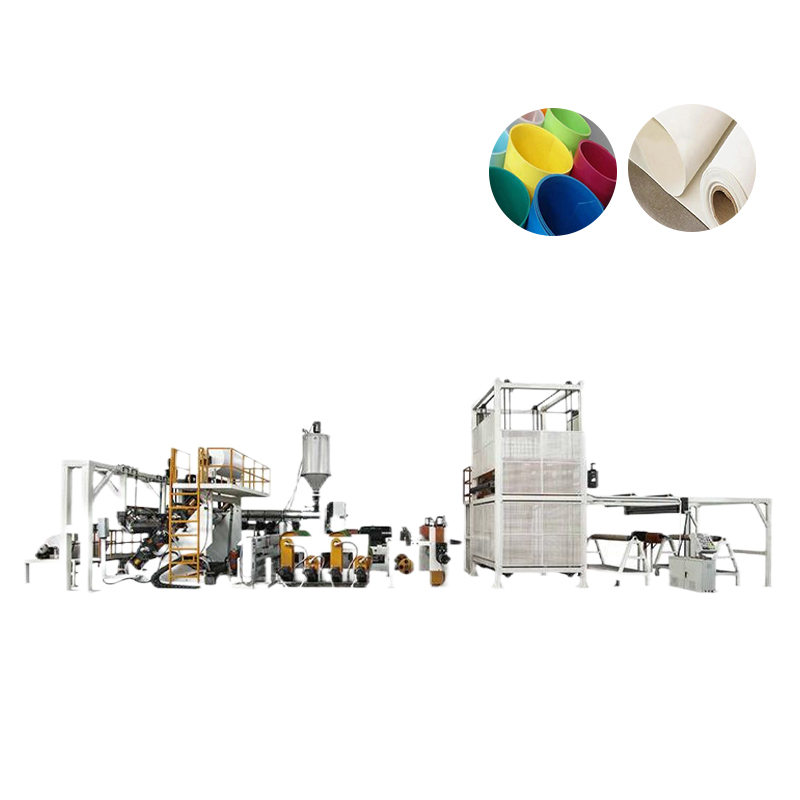 TPO+PP Линия экструзии вспененных композитных листов
TPO+PP Линия экструзии вспененных композитных листов -
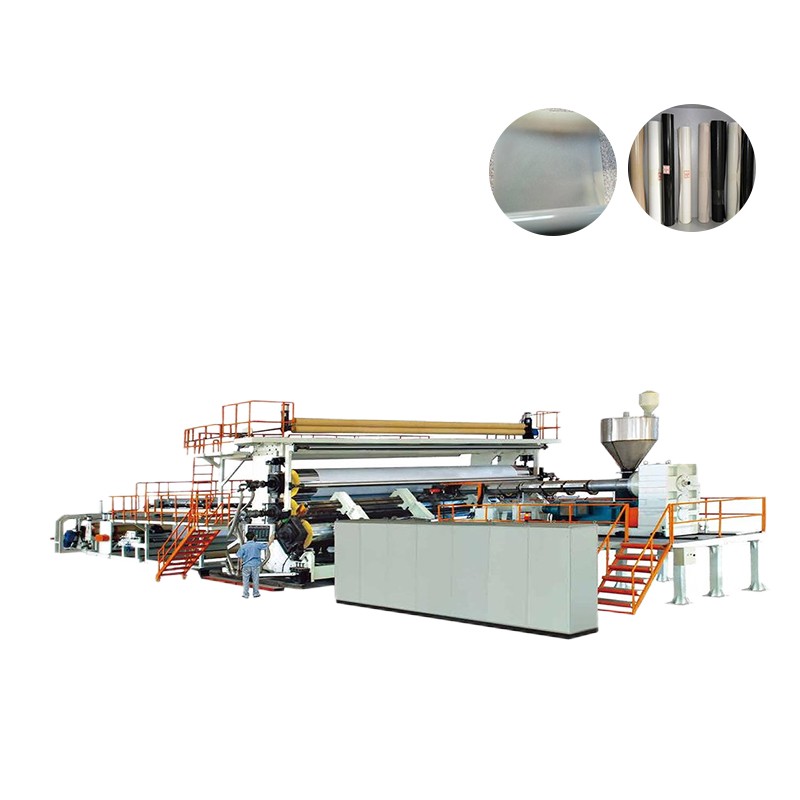 Линия экструзии водонепроницаемых листов из ПЭ-геомембраны
Линия экструзии водонепроницаемых листов из ПЭ-геомембраны -
 Медицинская экструзионная линия трахеи каннула
Медицинская экструзионная линия трахеи каннула -
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб
Связанный поиск
Связанный поиск- Ведущая машина jinwei
- Одношнековый гранулятор для переработки жестких пластиков в китае
- Превосходная прецизионная линия для экструзии инфузионных трубок
- Производители компаундирующих машин в китае
- Отличная линия экструзии центральных венозных медицинских трубок
- Сверхмощный одновальный измельчитель для переработки отходов в китае
- Завод по производству экструдеров для труб из полипропилена
- Высококачественная дробилка для поддонов
- Ведущий двухшнековый экструдер бочки
- Производители серии шнеков для выдувного формования



