


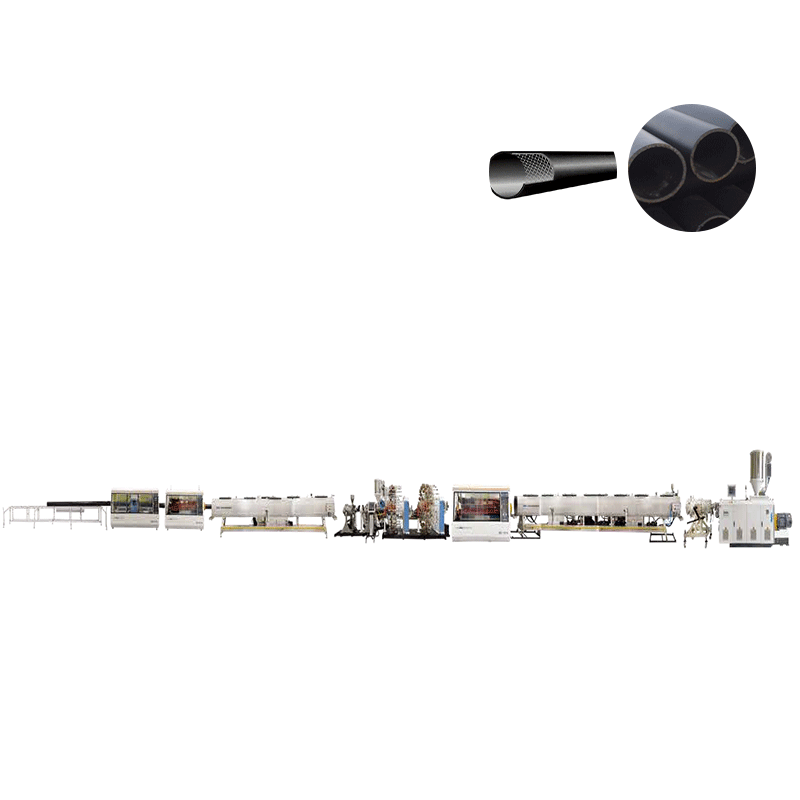
Высококачественная линия экструзии спиральных труб армированных стальной проволокой
Разработка и производство высококачественной линии экструзии спиральных труб армированных стальной проволокой – задача, которая часто кажется простой на бумаге. В теории – это экструдер, система армирования, контроль температуры, все понятно. Но на практике… На практике начинается целая куча нюансов, которые, к сожалению, мало обсуждаются в открытых источниках. Часто встречаю ситуации, когда клиенты ожидают стандартный комплект оборудования, а в итоге сталкиваются с проблемами, связанными с несовместимостью материалов, неоптимальным дизайном формирующей головки или недостаточным контролем качества армирования. В этой статье я хотел бы поделиться своим опытом и взглядами на эту тему, от проблем проектирования до особенностей производства и контроля.
Что мы подразумеваем под 'высококачественной' линией?
Прежде всего, важно четко понимать, что значит 'высококачественная' линия экструзии спиральных труб армированных стальной проволокой. Для меня это не просто набор механических узлов, а комплексная система, обеспечивающая стабильное, повторяемое и долговечное производство труб, соответствующих заданным требованиям по прочности, гибкости и другим характеристикам. Это значит, что система должна быть устойчива к высоким нагрузкам и температурным перепадам, обеспечивать точный контроль процесса экструзии и армирования, и, конечно, соответствовать всем нормам безопасности.
Часто встречается подход, когда основное внимание уделяется стоимости оборудования, в ущерб качеству компонентов и точности сборки. Это, конечно, может привести к ощутимым проблемам в будущем – повышенному износу, частым поломкам и, как следствие, к простою производства. На мой взгляд, оптимальный подход – это инвестиции в надежное оборудование, которое прослужит долгие годы и обеспечит стабильную работу.
Проблемы с армированием: от выбора проволоки до геометрии формирующей головки
Армирование – ключевой элемент высококачественной линии экструзии спиральных труб армированных стальной проволокой. Выбор проволоки – это не просто выбор материала. Необходимо учитывать ее химический состав, диаметр, жесткость и способ нанесения покрытия. Неправильный выбор проволоки может привести к ухудшению прочности трубы, снижению ее гибкости или даже к коррозии.
Еще один важный фактор – геометрия формирующей головки. Она должна обеспечивать равномерное распределение армирующей проволоки по всей толщине стенки трубы. Неправильный дизайн формирующей головки может привести к неравномерному армированию, что снизит прочность и надежность изделия. Мы, например, в одном проекте столкнулись с проблемой неравномерного распределения проволоки из-за некорректного расположения формирующих пластин. Решение потребовало переработки конструкции формирующей головки и внесения изменений в процесс экструзии. Это заняло несколько недель и потребовало значительных затрат, но в итоге позволило добиться стабильно высокого качества армирования.
Нужно также учитывать то, как проволока перемещается в экструдере. Скорость подачи проволоки, ее натяжение и взаимодействие с материалом экструзии – все это должно быть тщательно настроено. Часто возникает проблема с 'застреванием' проволоки в экструдере, особенно при работе с материалами с высокой вязкостью. Это требует использования специальных смазочных материалов и оптимизации параметров экструзии.
Контроль качества: Необходимость комплексного подхода
Недостаточно просто иметь хорошее оборудование. Необходимо иметь систему контроля качества, которая позволит выявлять дефекты на ранних стадиях производства. Это включает в себя контроль качества исходных материалов, контроль параметров экструзии и армирования, а также контроль качества готовой продукции.
В частности, важно контролировать толщину стенки трубы, равномерность армирования, отсутствие дефектов поверхности и соответствие геометрии трубы заданным требованиям. Мы используем различные методы контроля качества, включая визуальный осмотр, ультразвуковой контроль и механические испытания. Ультразвуковой контроль позволяет выявлять скрытые дефекты в стенках трубы, которые не видны при визуальном осмотре. Механические испытания позволяют оценить прочность трубы и ее способность выдерживать заданные нагрузки.
Современные системы автоматического контроля качества позволяют отслеживать параметры процесса экструзии и армирования в режиме реального времени и автоматически выявлять отклонения от заданных значений. Это позволяет оперативно реагировать на возникающие проблемы и предотвращать производство дефектной продукции. Однако, автоматизированный контроль качества – это не панацея. Необходим и квалифицированный персонал, который сможет анализировать результаты контроля качества и принимать решения по улучшению процесса производства.
Примеры из практики: Успешные и неудачные опыты
В своей практике я сталкивался с разными случаями. Например, один клиент заказал линию экструзии спиральных труб армированных стальной проволокой с использованием оборудования, которое, на первый взгляд, казалось достаточно современным. Однако, после начала производства, выяснилось, что качество армирования оставляет желать лучшего. Причиной оказалось неправильный выбор проволоки и неоптимальный дизайн формирующей головки. Пришлось полностью переделывать конструкцию формирующей головки и закупать новую проволоку. Это привело к значительным задержкам в производстве и увеличению затрат.
В другом случае, мы успешно реализовали проект по модернизации существующей линии экструзии спиральных труб армированных стальной проволокой. Мы внесли изменения в конструкцию экструдера, оптимизировали параметры экструзии и армирования, а также установили систему автоматического контроля качества. В результате, удалось значительно повысить качество продукции и снизить затраты на производство. Этот проект стал отличным примером того, как можно добиться значительных результатов, даже без приобретения нового оборудования.
Не стоит забывать про особенности работы с различными полимерными материалами. Например, при работе с полипропиленом необходимо учитывать его склонность к расслоению и деформации. При работе с полиэтиленом необходимо учитывать его высокую вязкость и липкость. Каждый материал требует индивидуального подхода к процессу экструзии и армирования.
Заключение
Производство высококачественной линии экструзии спиральных труб армированных стальной проволокой – это сложная задача, требующая глубоких знаний и опыта. Необходимо учитывать множество факторов, от выбора исходных материалов до оптимизации параметров процесса экструзии и армирования. И, конечно, необходимо иметь надежную систему контроля качества, которая позволит выявлять дефекты на ранних стадиях производства. Надеюсь, мой опыт и наблюдения помогут вам избежать ошибок и добиться успеха в этой области. Компания ООО Чанчжоу Даюнь Экологические Технологии (https://www.jwell-machine.ru) обладает значительным опытом в проектировании и производстве оборудования для экструзии полимерных материалов, включая линии экструзии спиральных труб армированных стальной проволокой. Мы всегда готовы предложить индивидуальные решения, соответствующие вашим требованиям и задачам.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL
Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL -
 Экологичная серия грануляторов для прививки и удлинения цепей
Экологичная серия грануляторов для прививки и удлинения цепей -
 Высоконаполнительная грануляционная линия JWELL серии высокой производительности
Высоконаполнительная грануляционная линия JWELL серии высокой производительности -
 Кривая экструзионная линия трубы высокого давления RTP
Кривая экструзионная линия трубы высокого давления RTP -
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб -
 Система переработки труб большого диаметра JWELL
Система переработки труб большого диаметра JWELL -
 Линия экструзии композитных полов SPC
Линия экструзии композитных полов SPC -
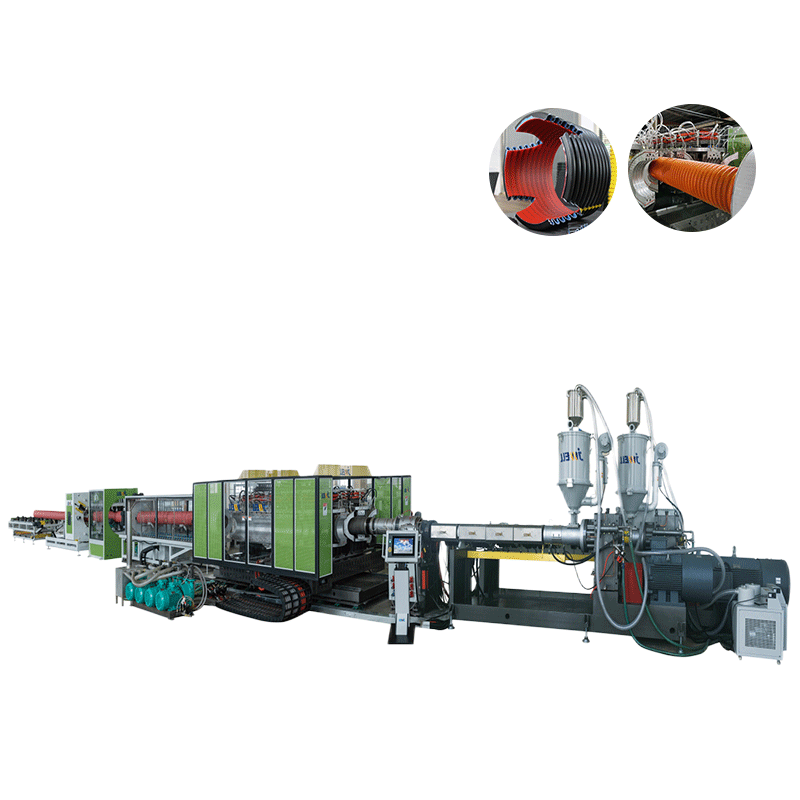 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
 Высокоскоростная экструзионная линия для профилей PVC-окон JWELL
Высокоскоростная экструзионная линия для профилей PVC-окон JWELL -
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
 Линия экструзии листов HDPE/PP T-Grip
Линия экструзии листов HDPE/PP T-Grip -
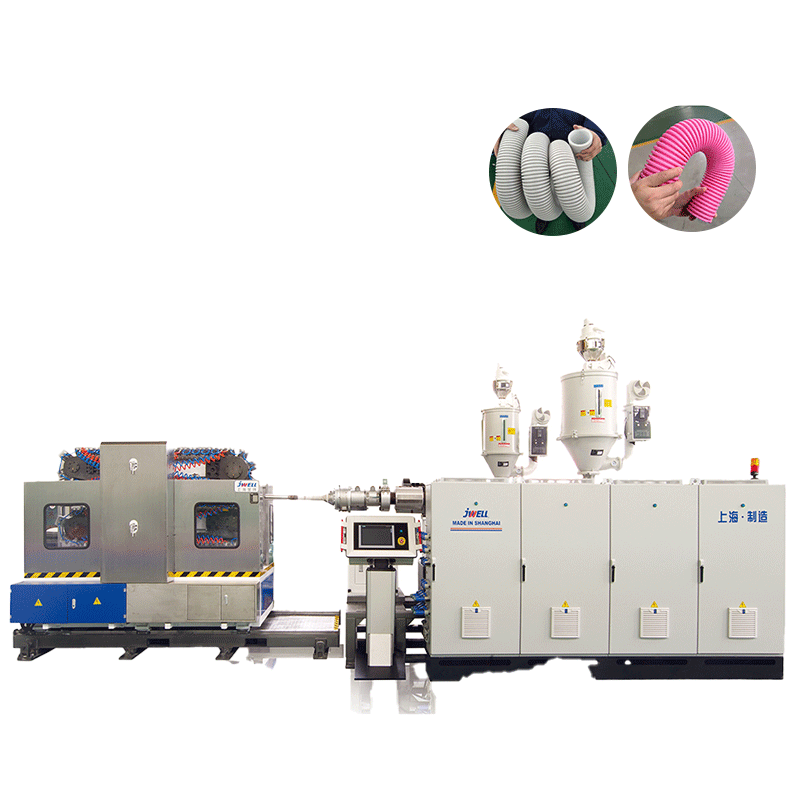 Линия экструзии вентиляционных труб из PE
Линия экструзии вентиляционных труб из PE
Связанный поиск
Связанный поиск- Поставщики пвх wpc дверные панели экструзионные линии из китая
- Ведущий один винт дерево-пластиковые вспенивания экструзионной линии
- Ведущая линия переработки и мойки жестких пластмасс
- Ведущая серия роликов
- Одноступенчатая линия гранулирования в китае
- Китайские машины jinwei
- Пк сплошной/волновой лист экструзионная линия в китае
- Отличная линия экструзии медицинских трахеальных канюль
- Pe производство экструзионных линий для производства геомембранных гидроизоляционных мембран
- Ведущая линия экструзии полиэтиленовых гофрированных труб



