


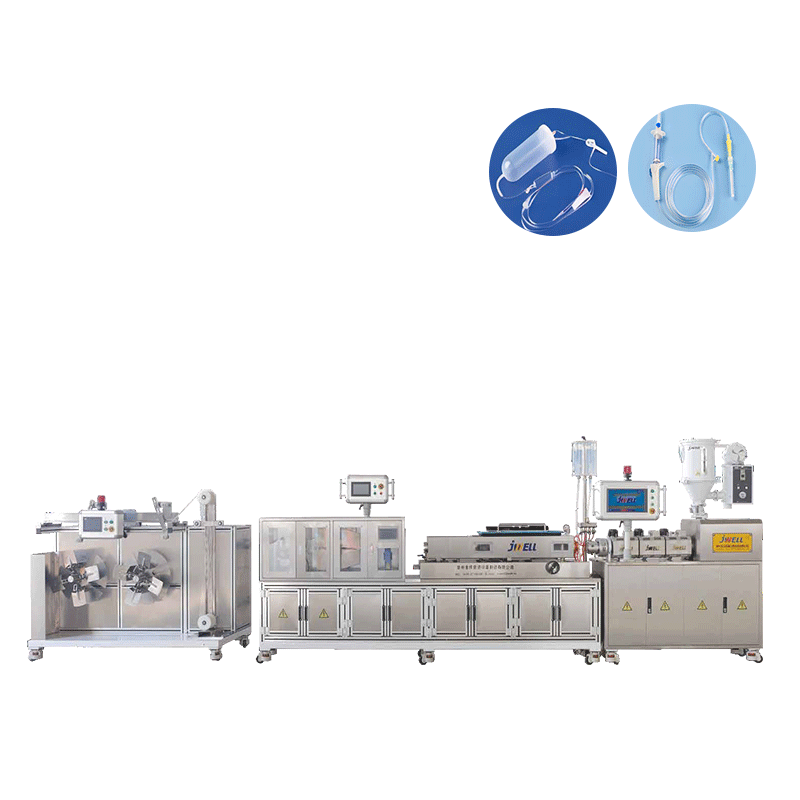
Высококачественная одношнековая линия экструзии катетеров и инфузионных трубок
Высококачественная одношнековая линия экструзии катетеров и инфузионных трубок – это, казалось бы, простое техническое решение. Но когда дело доходит до производства медицинских изделий, особенно катетеров и инфузионных трубок, простота становится критически важной. Часто вижу, как производители пытаются оптимизировать стоимость, жертвуя качеством экструзии. Это, как правило, приводит к проблемам – от дефектов материала до несоблюдения строгих медицинских стандартов. Сегодня поделюсь некоторыми наблюдениями и опытом, полученным в нашей работе.
Проблема с одношнековыми линиями и требования к материалам
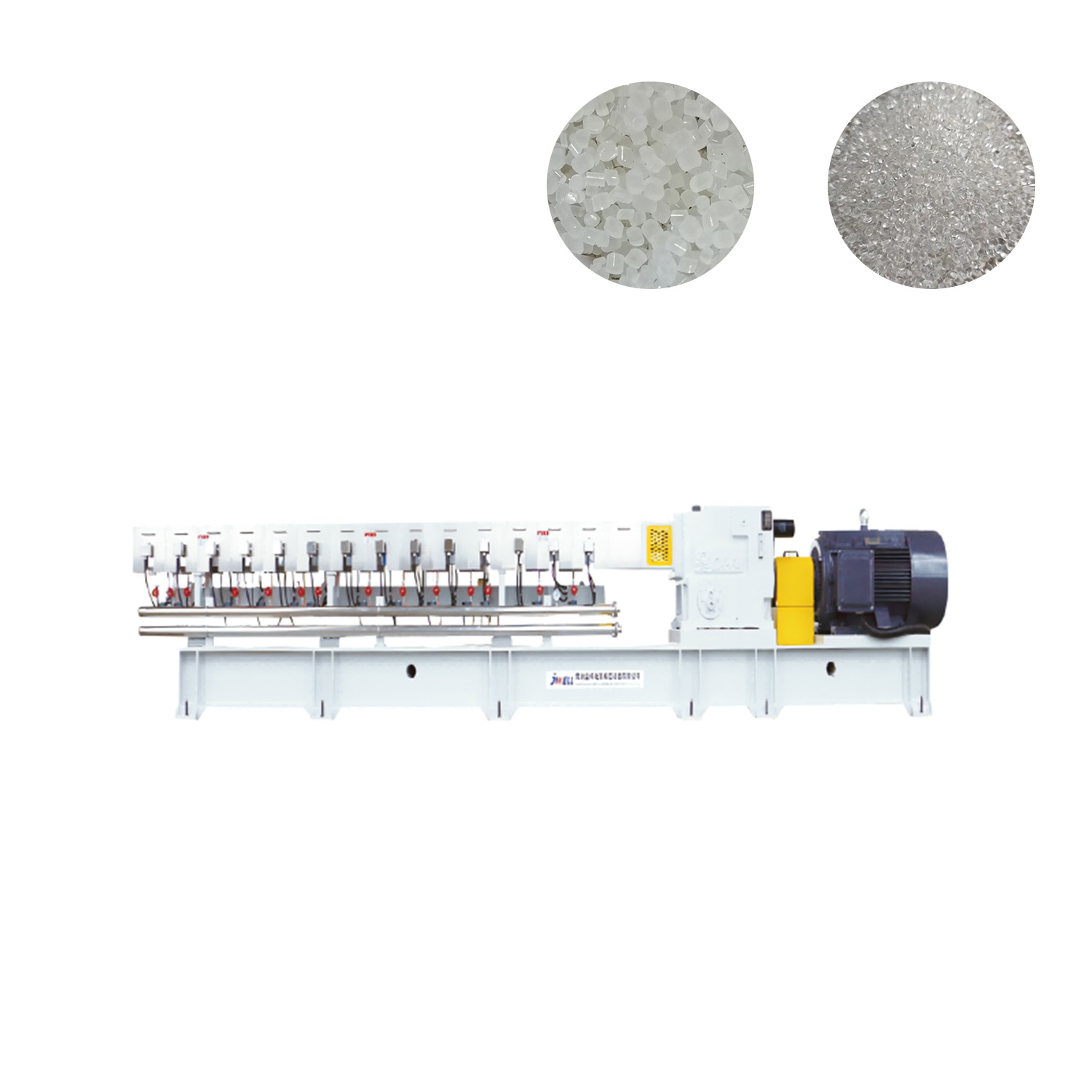
Одношнековые экструдеры, безусловно, более доступны по сравнению с двухшнековыми. Они проще в обслуживании и требуют меньше места. Но для производства тонких, гибких и одновременно прочных катетеров и трубок это может стать серьезным ограничением. Дело не только в производительности, но и в равномерности выдавливания, температурном контроле и, конечно же, в совместимости с материалами. Для катетеров, особенно из ПВХ, важна высокая точность экструзии и контроль над усадкой. Многое зависит от правильного выбора шнека и его геометрии, а также от тщательного управления температурой в зонах экструзии, охлаждения и стабилизации. Мы часто сталкиваемся с проблемами, возникающими из-за неоптимального температурного режима, приводящими к неоднородности материала и снижению механических свойств готового изделия. У нас часто возникает вопрос: насколько хорошо шнек справляется с заданным материалом?
Материалы и их особенности
Вариативность используемых материалов огромна: ПВХ (разные марки), силикон, полиуретан, полиэтилен и другие. Каждый требует индивидуального подхода. Некоторые марки ПВХ склонны к образованию трещин при охлаждении, поэтому нужна специальная система охлаждения и, возможно, добавки, стабилизирующие молекулярную структуру. Силикон требует еще более тщательного контроля температуры, иначе он может стать липким или, наоборот, слишком твердым. Иногда возникают сложности с добавками – они могут негативно влиять на процесс экструзии или на свойства конечного продукта. Регулярное тестирование материала на соответствие требованиям – это обязательное условие.
Контроль качества на этапе экструзии
Контроль качества в процессе экструзии – это не просто проверка визуальных дефектов. Это постоянный мониторинг параметров процесса: температуры, давления, скорости экструзии. Мы используем систему автоматического контроля качества, которая отслеживает толщину стенки трубки, равномерность выдавливания и другие параметры. Иногда бывает достаточно простого визуального осмотра, но в сложных случаях необходимо проводить лабораторные испытания, чтобы убедиться в соответствии материала требованиям.
Реальные примеры и уроки
Однажды мы работали над проектом производства катетеров из биосовместимого силикона. Изначально производитель выбрал одношнековый экструдер, который, по их мнению, был достаточно мощным. Однако, в процессе работы мы столкнулись с серьезными проблемами: трубки получались неравномерными по толщине, с образованием пузырьков воздуха и трещин. Причина оказалась в неоптимальном выборе шнека и недостаточном контроле температуры. Пришлось полностью перестраивать процесс экструзии, включая изменение геометрии шнека и настройку температурного режима. Это потребовало значительных затрат времени и ресурсов, но в конечном итоге позволило решить проблему и обеспечить соответствие готового продукта требованиям.
Оптимизация процесса охлаждения
Охлаждение – критически важный этап в производстве катетеров и трубок. Недостаточное охлаждение приводит к деформации материала, неравномерной толщине стенки и ухудшению механических свойств. Слишком интенсивное охлаждение может привести к образованию микротрещин. Важно правильно подобрать систему охлаждения (например, водяное охлаждение) и настроить ее параметры (температура воды, скорость потока). Мы часто рекомендуем использовать многозонное охлаждение, чтобы обеспечить оптимальную температуру в каждой зоне экструзии.
Проблемы с адгезией и липкостью
Адгезия – это сцепление материала с стенками экструдера. Высокая адгезия может привести к затруднению экструзии и образованию дефектов. Липкость материала также может быть проблемой, особенно при использовании некоторых марок ПВХ. Чтобы решить эти проблемы, мы рекомендуем использовать специальные смазки и покрытия для стенок экструдера, а также тщательно контролировать температуру и давление.
Перспективы и тенденции
В последнее время все большее распространение получают двухшнековые экструдеры, которые обеспечивают более равномерную и стабильную экструзию. Они особенно полезны при производстве сложных изделий с переменной толщиной стенки. Также растет спрос на экструдеры с возможностью автоматического контроля качества и управления процессом. Мы видим тенденцию к увеличению использования цифровых технологий для оптимизации процесса экструзии, включая моделирование и симуляцию.
Автоматизация и цифровизация
Автоматизация и цифровизация процессов экструзии – это не просто модный тренд, а необходимость для повышения эффективности и качества производства. Автоматические системы управления позволяют точно контролировать все параметры процесса, а системы мониторинга позволяют оперативно выявлять и устранять проблемы. Цифровизация процессов экструзии позволяет собирать и анализировать данные о процессе, что позволяет оптимизировать его и снизить затраты.
В заключение хочу сказать, что производство высококачественной линии экструзии катетеров и инфузионных трубок – это сложный и ответственный процесс, требующий глубоких знаний и опыта. Важно правильно выбрать оборудование, материалы и технологию экструзии, а также тщательно контролировать качество на всех этапах производства. Наша компания, ООО Чанчжоу Даюнь Экологические Технологии (https://www.jwell-machine.ru), обладает многолетним опытом в этой области и готова предложить комплексные решения для производства медицинских изделий. Нам важны не только продажи, но и долгосрочное сотрудничество с клиентами, основанное на взаимном доверии и профессионализме.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
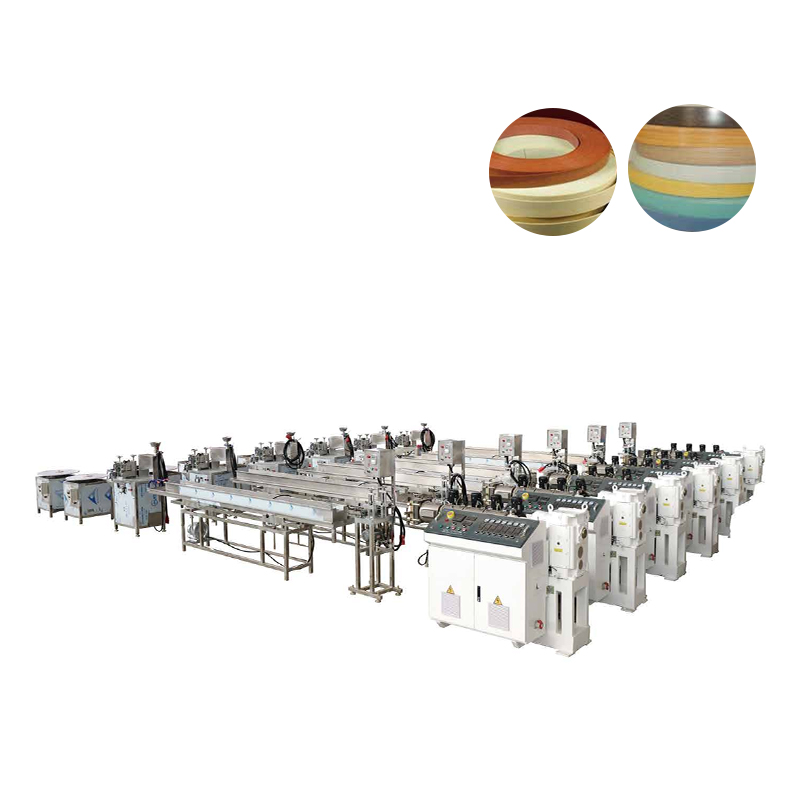 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
 Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем
Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем -
 2000-литровая выдувная машина для производства двухсторонних паллет
2000-литровая выдувная машина для производства двухсторонних паллет -
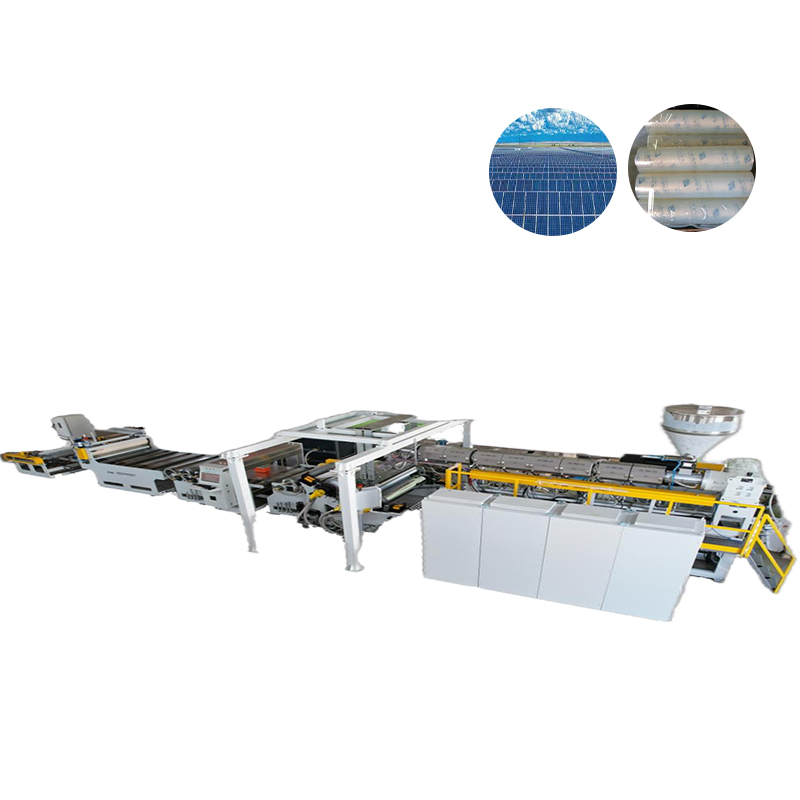 Линия экструзии солнечной пленки EVA POE
Линия экструзии солнечной пленки EVA POE -
 Название продукта (Имя) Серия экструзии реакции PU/TPU
Название продукта (Имя) Серия экструзии реакции PU/TPU -
 Линия по экструзии композитных напольных покрытий LVT
Линия по экструзии композитных напольных покрытий LVT -
 Тяжелый одновальный измельчитель отходов Jwell
Тяжелый одновальный измельчитель отходов Jwell -
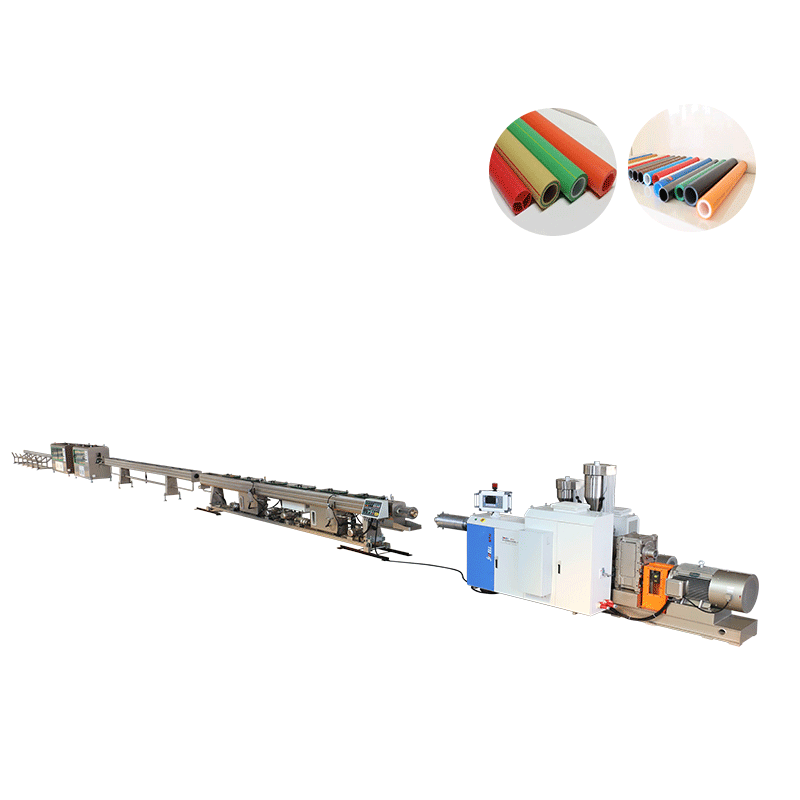
 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
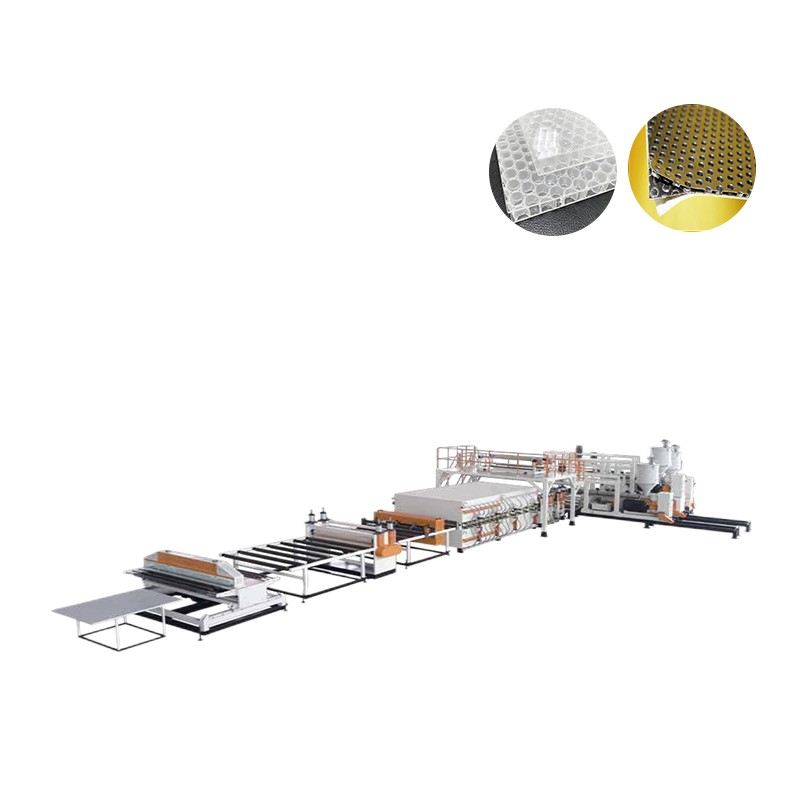 Линия экструзии сотовых плит PP
Линия экструзии сотовых плит PP -
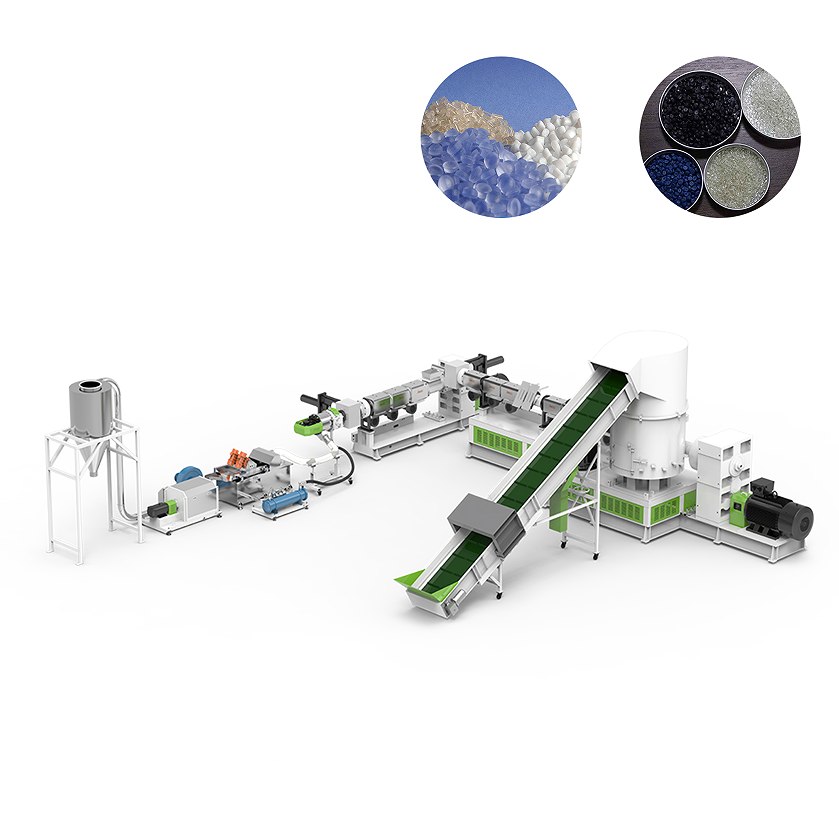 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine -
 Линия экструзии листов HDPE/PP T-Grip
Линия экструзии листов HDPE/PP T-Grip -
 Одноступенчатая грануляторная машина
Одноступенчатая грануляторная машина
Связанный поиск
Связанный поиск- Экструдер винтовые бочки производители в китае
- Ведущая машина для выдува бутылок и бочек объемом 12 литров с одной головкой для выдува
- Экструзионная линия для пенопластовых рамок из пс
- Высококачественный гранулятор для пленки
- Шнек и цилиндр экструдера
- Поставщики 30-литровых выдувных машин для выдува бочек с маслом
- Ведущая линия экструзии листов pla
- Пвх забор экструзионная линия в китае
- Китайский производитель машин jinwei
- Ведущая линия экструзии уплотнительного профиля пвх tpu tpe



