


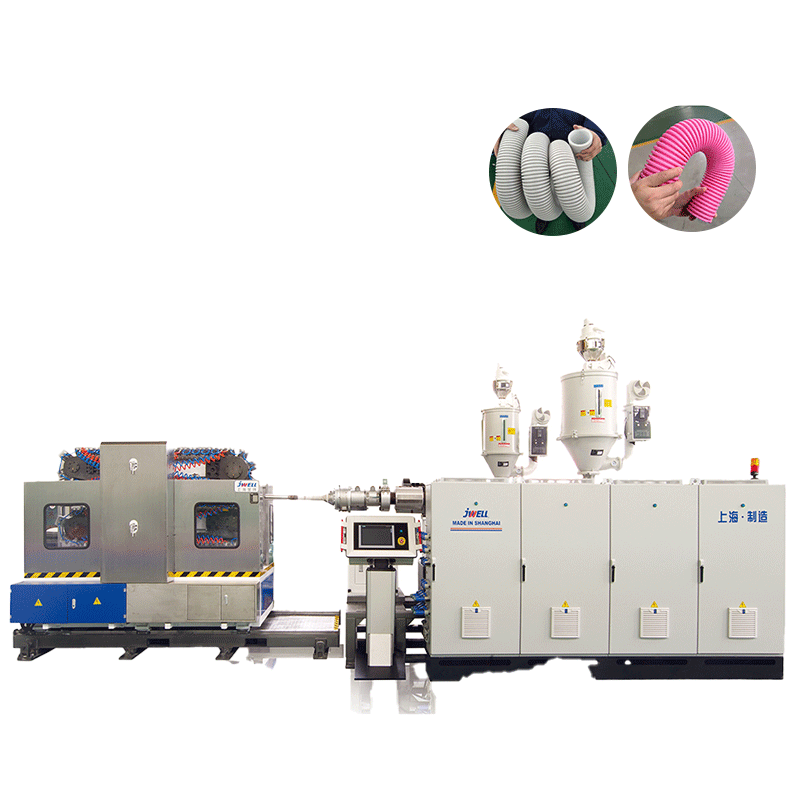
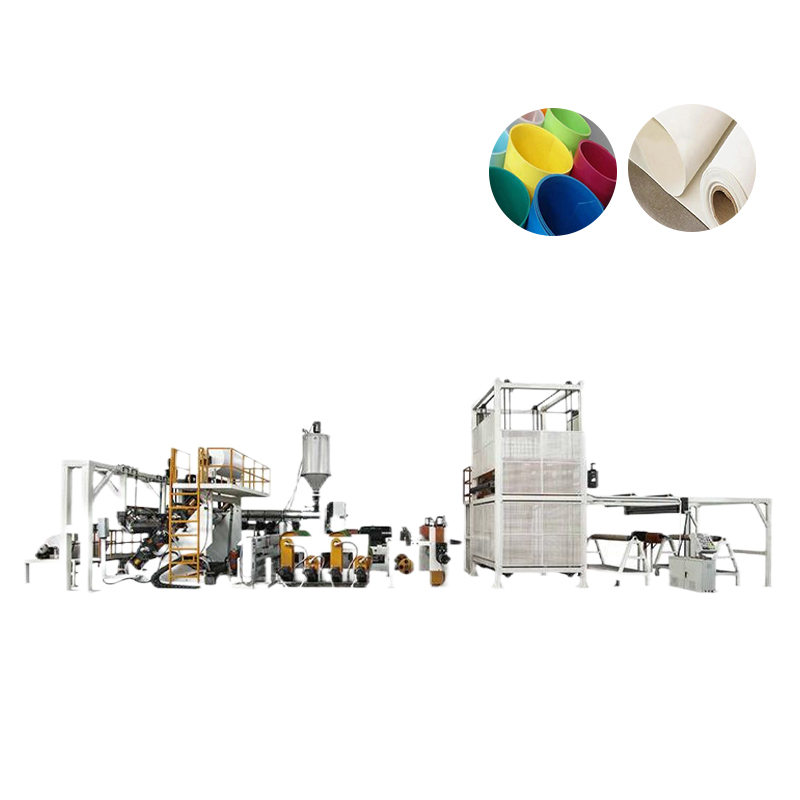
Высококачественная экструзионная линия для производства пустотелых строительных шаблонов из пп с одной матрицей и двумя выходами
Высококачественная экструзионная линия для производства пустотелых строительных шаблонов из пп с одной матрицей и двумя выходами – это звучит многообещающе, правда? Часто в рекламных буклетах все выглядит как идеальное решение, но на деле всё оказывается сложнее. Я уже много лет занимаюсь экструзией полимеров, и могу сказать, что здесь нет универсальных рецептов. Идеальная линия должна не только производить продукт нужной формы и качества, но и быть надежной, экономичной и, конечно, приносить прибыль. В этой статье я поделюсь своими наблюдениями и опытом, касающимися именно этой конкретной конфигурации экструдера.
Особенности конструкции и потенциальные преимущества
Прежде чем углубиться в детали, важно понять, в чем суть конструкции с одной матрицей и двумя выходами. По сути, это компромисс между производительностью и стоимостью. Одна матрица снижает износ и упрощает обслуживание, а два выхода теоретически позволяют увеличить выпуск готовых изделий. Но тут есть свои подводные камни, о которых я расскажу позже. Основное преимущество, конечно, – это оптимизация производственного процесса и снижение затрат на оборудование по сравнению с использованием нескольких матриц.
Привлекательность таких линий для производства строительных шаблонов из ПП (полипропилена) очевидна. ПП – достаточно дешёвый и универсальный материал, который широко используется в строительстве. Шаблоны из ПП – это отличная альтернатива более дорогим материалам, позволяющая снизить себестоимость строительства.
Проблемы с равномерностью наполнения и дефекты изделия
Самая распространённая проблема, с которой сталкиваются при работе с экструдерами с одной матрицей и двумя выходами – это неравномерное наполнение матрицы. Это происходит из-за сложной геометрии пустот и колебаний температуры расплава. Неравномерное наполнение приводит к дефектам изделия: пористости, трещинам, изменениям в толщине стенки. И это уже серьезные потери!
В одном из проектов, над которым мы работали несколько лет назад, мы столкнулись с именно такой проблемой. Мы производили шаблоны для заливки бетонных стяжек. В итоге, выход годного продукта был лишь 60%, а остальные 40% приходилось отбраковывать. Пришлось проводить длительную настройку параметров экструзии, оптимизировать систему охлаждения и даже изменять форму матрицы. В итоге, проблему удалось решить, но потребовалось немало времени и усилий. Изначально казалось, что это просто 'маленькая недоработка', но это, на самом деле, системная проблема, требующая комплексного подхода.
Выбор экструдера и его ключевые параметры
Выбор подходящего экструдера – это, пожалуй, самый важный этап. Не стоит экономить на оборудовании, ведь это напрямую влияет на качество продукции и долговечность линии. Важно учитывать несколько ключевых параметров: мощность двигателя, диаметр шнека, систему охлаждения и систему контроля температуры. Для производства ПП шаблонов обычно достаточно экструдера средней мощности, но всё зависит от желаемой производительности и размеров изделия.
Некоторые производители предлагают экструдеры с системой автоматической регулировки температуры расплава. Это может быть полезно для поддержания равномерного наполнения матрицы и снижения количества дефектных изделий. Но стоит помнить, что автоматика не всегда решает все проблемы, и ручная настройка все равно может потребоваться.
Система охлаждения и контроль температуры: Ключ к качеству
Система охлаждения играет критически важную роль в процессе экструзии. Недостаточно эффективная система охлаждения приводит к перегреву расплава, снижению его вязкости и, как следствие, к дефектам изделия. Важно, чтобы система охлаждения была способна эффективно отводить тепло от матрицы и экструдера.
Мы использовали различные системы охлаждения, включая водяное охлаждение и воздушное охлаждение. Водяное охлаждение обычно более эффективно, но требует дополнительного оборудования и обслуживания. Воздушное охлаждение проще в установке и эксплуатации, но менее эффективно. В зависимости от бюджета и требуемого уровня производительности, можно выбрать подходящую систему.
Оптимизация процесса экструзии и снижение затрат
После запуска линии необходимо постоянно оптимизировать процесс экструзии. Это включает в себя настройку параметров экструзии, системы охлаждения, системы контроля температуры и системы автоматизации. Регулярный анализ дефектов изделия и внесение корректировок в процесс экструзии позволяет снизить количество отбракованных изделий и повысить общую эффективность производства.
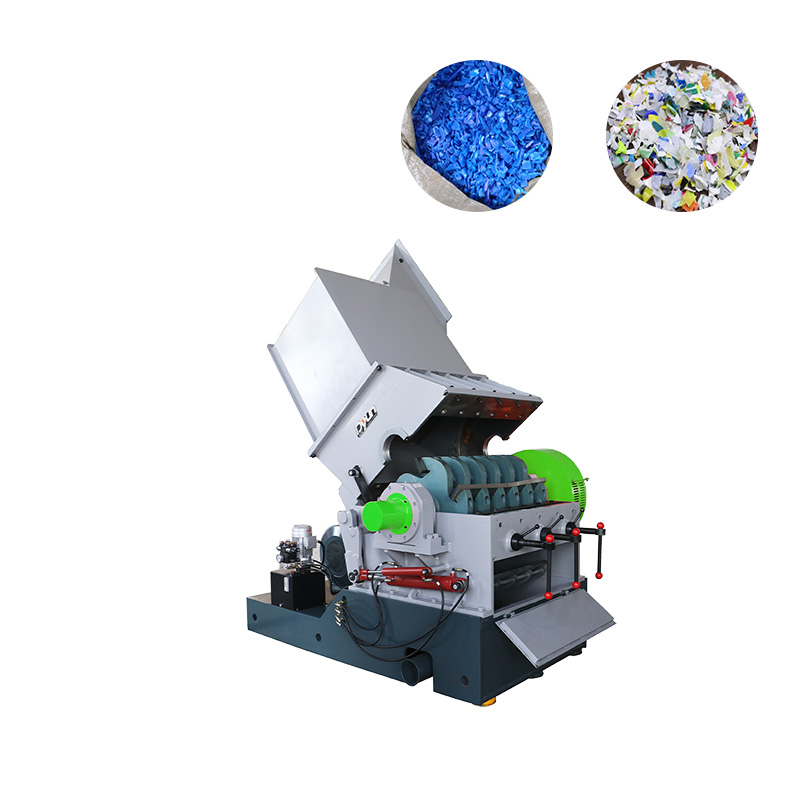
Один из способов снизить затраты – это использование переработанного ПП. При правильной настройке процесса экструзии, переработанный ПП может использоваться для производства высококачественных изделий. Но важно тщательно контролировать качество переработанного материала, чтобы избежать появления дефектов.
Опыт ООО Чанчжоу Даюнь Экологические Технологии
Компания ООО Чанчжоу Даюнь Экологические Технологии имеет большой опыт в производстве экструзионного оборудования. Они предлагают широкий спектр экструдеров, включая модели с одной матрицей и двумя выходами. Их оборудование отличается надежностью, эффективностью и простотой в эксплуатации.
По моему мнению, выбор оборудования от таких компаний, как ООО Чанчжоу Даюнь Экологические Технологии, – это разумный шаг. Они понимают специфику производства полимерных изделий и предлагают решения, которые соответствуют потребностям клиентов. На их сайте [https://www.jwell-machine.ru](https://www.jwell-machine.ru) можно найти подробную информацию об их продукции.
Заключение
Высококачественная экструзионная линия для производства пустотелых строительных шаблонов из пп с одной матрицей и двумя выходами – это перспективное решение, но требует тщательного подхода к выбору оборудования, настройке процесса экструзии и контролю качества продукции. Не стоит ожидать, что всё получится идеально с первого раза. Намного важнее готовность к постоянной оптимизации и совершенствованию производственного процесса. И, конечно, не стоит забывать о важности надежного поставщика оборудования и квалифицированного персонала.
Соответствующая продукция
Соответствующая продукция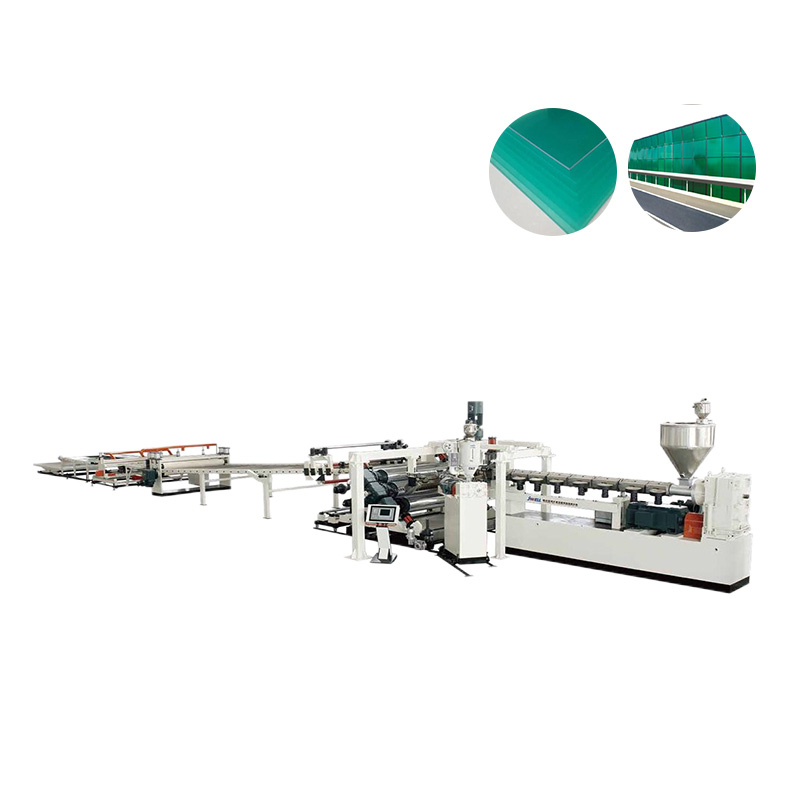


Самые продаваемые продукты
Самые продаваемые продукты-
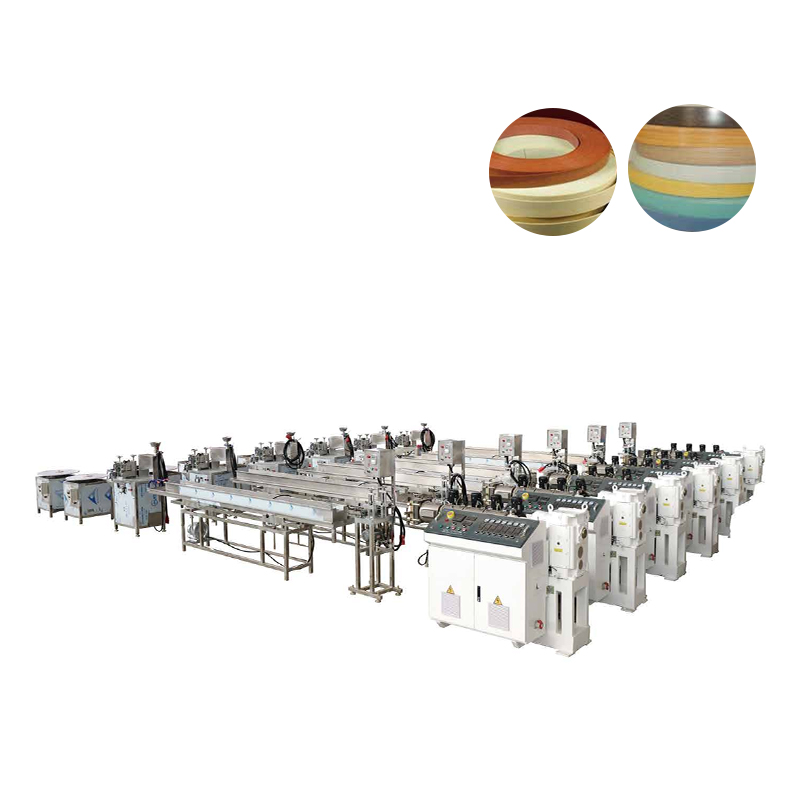 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
 Линия экструзии композитных полов SPC
Линия экструзии композитных полов SPC -
 Гранулирование и модификация нефтехимических порошков
Гранулирование и модификация нефтехимических порошков -
 2000-литровая выдувная машина для производства двухсторонних паллет
2000-литровая выдувная машина для производства двухсторонних паллет -
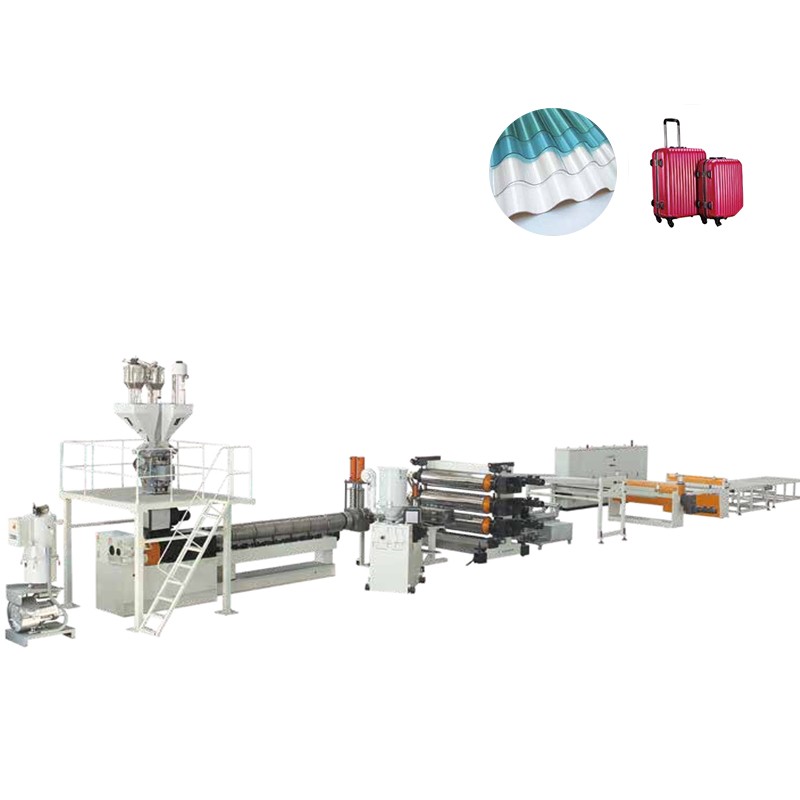 Линия экструзии листов и пластин из ПК, ПММА и ГППС
Линия экструзии листов и пластин из ПК, ПММА и ГППС -
 Продукция для экологически чистой уличной мебели из PP+кальциевого порошка
Продукция для экологически чистой уличной мебели из PP+кальциевого порошка -
 Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL
Название продукта (Имя) Серия гранулирования инженерных пластиков JWELL -
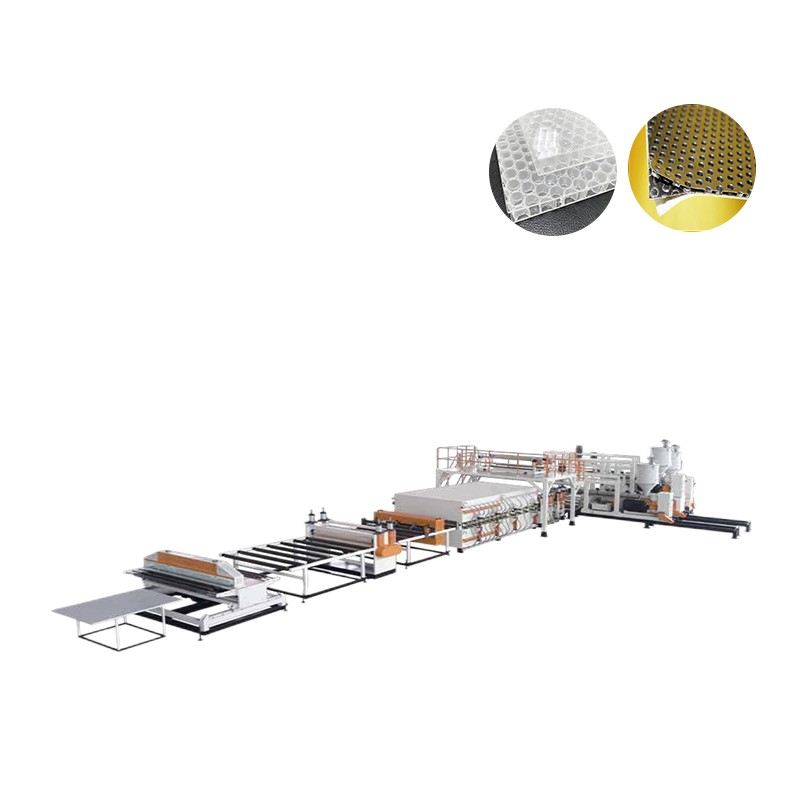
 TPO+PP Линия экструзии вспененных композитных листов
TPO+PP Линия экструзии вспененных композитных листов -
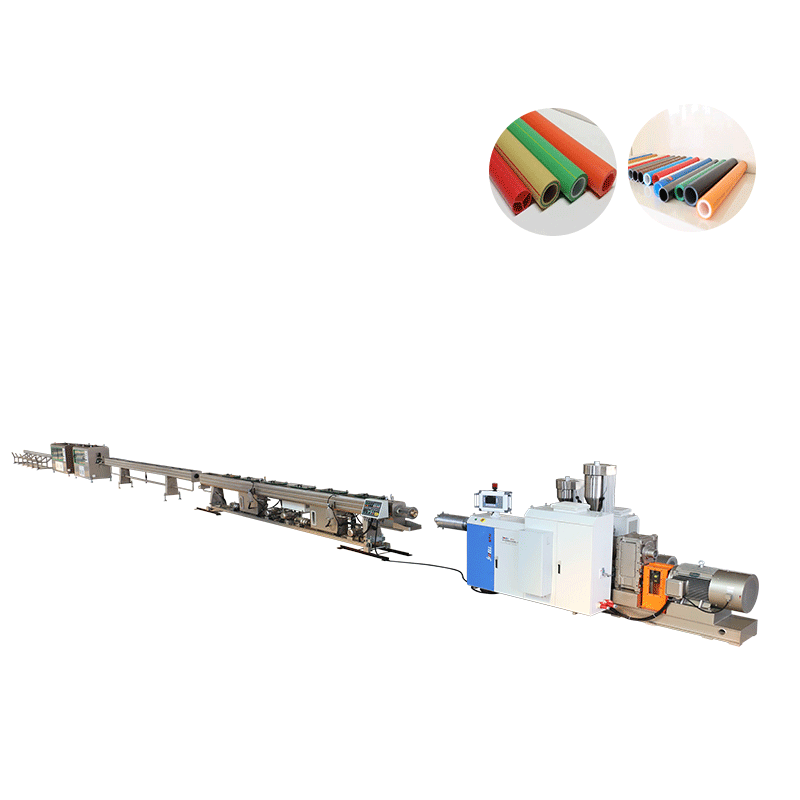
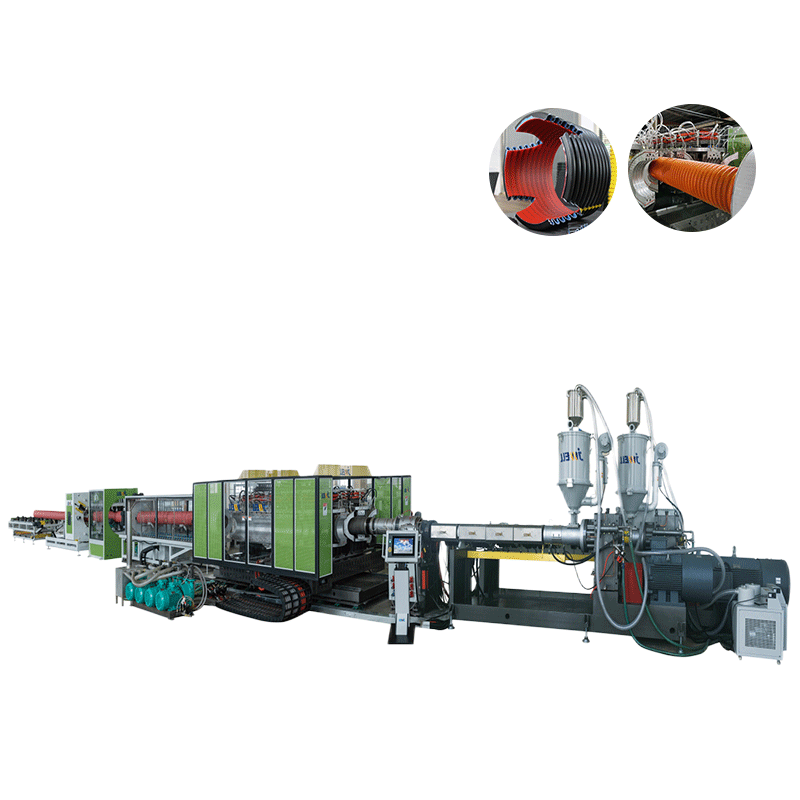 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
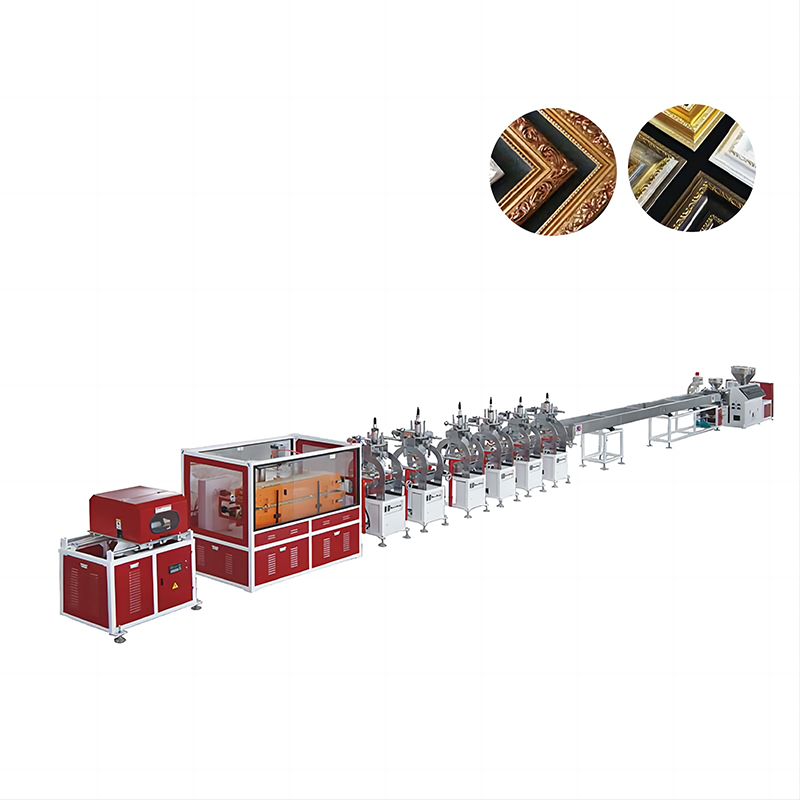
 Серия экструзионного формования
Серия экструзионного формования -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
Связанный поиск
Связанный поиск- Высококачественная 5-литровая машина для выдува бутылок с одной головкой двойной станции
- Производители двустенных гофрированных труб в китае
- Китайский трехмашинный интегрированный гранулятор для вторичной переработки
- Переработанный pp/pe настил экструзионная линия в китае
- Производитель систем переработки труб большого диаметра
- Производитель экструдеров для производства материалов для 3d-печати из pla
- Ведущий экструдер пвх jinwei
- Ведущий jwl одношнековый гранулятор
- Ппр трубы экструзионные машины производители в китае
- Двухшнековая экструзионная линия для пэт-листов без сушки с дегазацией



