


Высококачественная экструзионная линия пвх tpu tpe уплотнительного профиля
Сейчас на рынке много разговоров о уплотнительных профилях, особенно о тех, что изготавливаются на современных экструзионных линиях. Часто встречается реклама 'бескомпромиссного качества', но хотелось бы поделиться не столько общими фразами, сколько реальным опытом, который мы накопили за годы работы. Я бы даже сказал, что многие производители, особенно новички, переоценивают возможности 'универсальных' решений. Идеальной линии под все типы полимеров не существует, и выбор оборудования должен быть тщательно обоснован, исходя из конкретных задач и планируемого ассортимента.
Проблемы с многомарочными экструзионными линиями
Часто клиенты приходят к нам с запросом о линии для экструзии ПВХ, ТПУ и ТРЕ. На первый взгляд, это кажется логичным – одна линия, разные материалы. Но на практике это сопряжено с рядом сложностей. Например, разные полимеры имеют разные температуры экструзии, разные требования к скорости и давлению. Попытка 'натянуть' одну линию на все эти параметры почти всегда приводит к снижению качества продукции и увеличению простоев. Мы видели случаи, когда из-за неоптимальных настроек приходилось полностью переделывать партии.
Кроме того, необходимо учитывать совместимость материалов с оборудованием. Например, при экструзии ТПУ важно правильно подобрать материал для футеровки экструдера, чтобы избежать его разрушения или загрязнения. Игнорирование этого момента может стать очень дорогостоящей ошибкой. Мы неоднократно сталкивались с проблемами, когда клиенты использовали неподходящие материалы для экструзии, и это приводило к поломкам оборудования и браку продукции.
Детали, которые часто упускают из виду
Люди часто концентрируются на мощности экструдера и количестве каредок, но забывают о других важных деталях. Возьмем, к примеру, систему охлаждения. При экструзии ТПУ, особенно больших серий, необходимо эффективно отводить тепло, иначе материал начнет деформироваться и терять свои свойства. Неправильно спроектированная система охлаждения может стать 'бутылочным горлышком' всей линии. Еще один момент – система подачи материала. Она должна обеспечивать стабильную и равномерную подачу полимера в экструдер, чтобы избежать образования дефектов в профиле. Мы рекомендуем использовать пневматические или механические подающие устройства, которые позволяют точно контролировать скорость и объем подачи материала. При этом, стоит учитывать характеристики используемых полимеров – их вязкость, температуру плавления и т.д.
Иногда, клиенты недооценивают важность правильного подбора смесителя. Смеситель должен эффективно смешивать полимер с добавками (например, красителями, стабилизаторами), чтобы обеспечить однородность и стабильность свойств профиля. Неправильно подобранный смеситель может привести к неравномерному распределению добавок и снижению качества продукции. Мы часто предлагаем клиентам протестировать различные типы смесителей, чтобы найти оптимальный вариант для конкретного материала.
Пример реального проекта: Экструзия ТПУ для автомобильной промышленности
Недавно мы работали над проектом по поставке экструзионной линии для производства профилей из ТПУ для автомобильной промышленности. Клиент планировал производить различные элементы салона, такие как дверные карты, центральные консоли и декоративные панели. Они изначально рассматривали вариант с универсальной линией, способной экструдировать все три полимера. Однако, после детального анализа их потребностей, мы предложили им разделить линию на две отдельные секции – одну для ПВХ и ТРЕ, а другую – специально для ТПУ. Это позволило нам оптимизировать настройки для каждого материала и добиться значительно более высокого качества продукции.
В рамках проекта мы также уделили особое внимание системе охлаждения и смесителя. Мы использовали систему водяного охлаждения с высокой теплоотдачей, а также смеситель с оптимизированной геометрией лопастей, что позволило нам эффективно отводить тепло и обеспечить однородность смеси. В результате, клиент смог значительно повысить производительность и снизить количество брака.
Что может пойти не так: Опыт неудачных проектов
К сожалению, не все проекты заканчиваются успешно. Мы сталкивались с ситуациями, когда клиенты, пытаясь сэкономить на оборудовании, выбирали слишком дешевые или некачественные компоненты. Это приводило к частым поломкам и дорогостоящему ремонту. Также, неудачными оказывались проекты, в которых не был уделен достаточный внимание обучению персонала. Работа с экструзионным оборудованием требует определенных навыков и знаний, и без квалифицированного персонала даже самая современная линия может работать некорректно. Мы рекомендуем нашим клиентам проводить обучение персонала на месте, а также предоставлять техническую поддержку после ввода линии в эксплуатацию. Это позволяет быстро решать возникающие проблемы и избежать простоев.
Еще одна распространенная ошибка – игнорирование необходимости регулярного технического обслуживания. Экструзионное оборудование требует регулярного обслуживания, включая смазку, замену изношенных деталей и очистку компонентов. Регулярное техническое обслуживание позволяет продлить срок службы оборудования и избежать дорогостоящих поломок. Компания ООО Чанчжоу Даюнь Экологические Технологии предлагает комплексные услуги по техническому обслуживанию и ремонту экструзионных линий.
Вывод: Качество – это не только цена
В заключение хочу сказать, что выбор экструзионной линии – это серьезный шаг, который требует тщательного планирования и анализа. Не стоит экономить на качестве оборудования и уделять недостаточно внимания деталям. Идеальной универсальной экструзионной линии не существует, и часто лучше разделить линию на отдельные секции для разных материалов. Мы в ООО Чанчжоу Даюнь Экологические Технологии готовы помочь вам выбрать оптимальное оборудование и обеспечить его бесперебойную работу.
Для получения консультации и расчета стоимости экструзионной линии ПВХ, ТПУ, ТРЕ, пожалуйста, свяжитесь с нами: https://www.jwell-machine.ru. Компания Jwell была основана в 1997 году. Она является вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения и профессиональным производителем комплектного оборудования для экструзии полимерных материалов. Мы имеем обширный опыт в поставке и монтаже экструзионного оборудования для различных отраслей промышленности.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Одноступенчатая грануляционная машина
Одноступенчатая грануляционная машина -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Высокоскоростная экструзионная линия для профилей PVC-окон JWELL
Высокоскоростная экструзионная линия для профилей PVC-окон JWELL -
 2000-литровая выдувная машина для производства двухсторонних паллет
2000-литровая выдувная машина для производства двухсторонних паллет -
 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
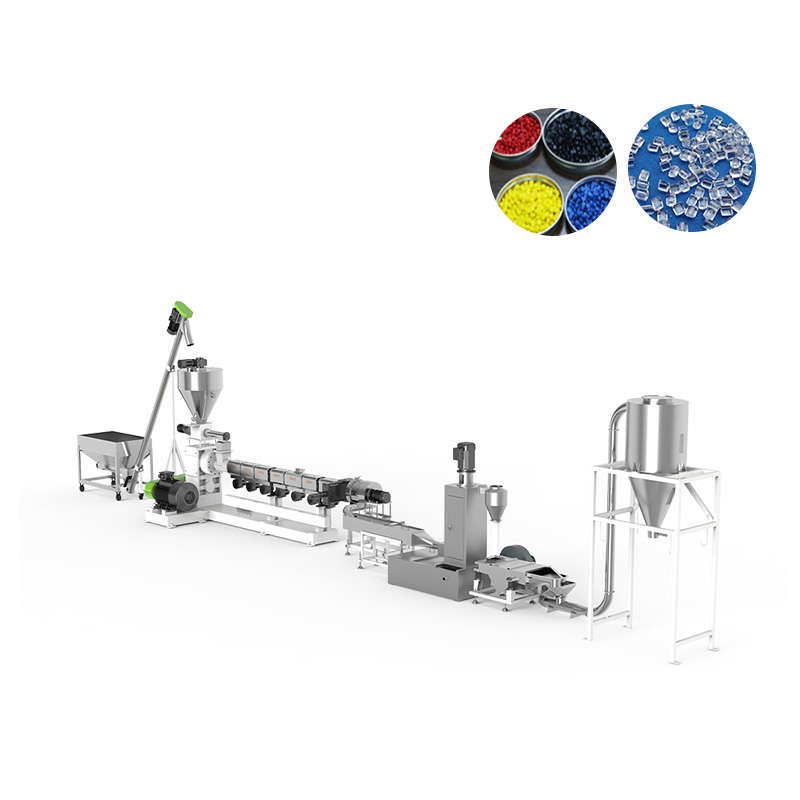
 Название продукта (Имя) Виды цветных мастербатчей
Название продукта (Имя) Виды цветных мастербатчей -
 Продукция для экологически чистой уличной мебели из PP+кальциевого порошка
Продукция для экологически чистой уличной мебели из PP+кальциевого порошка -
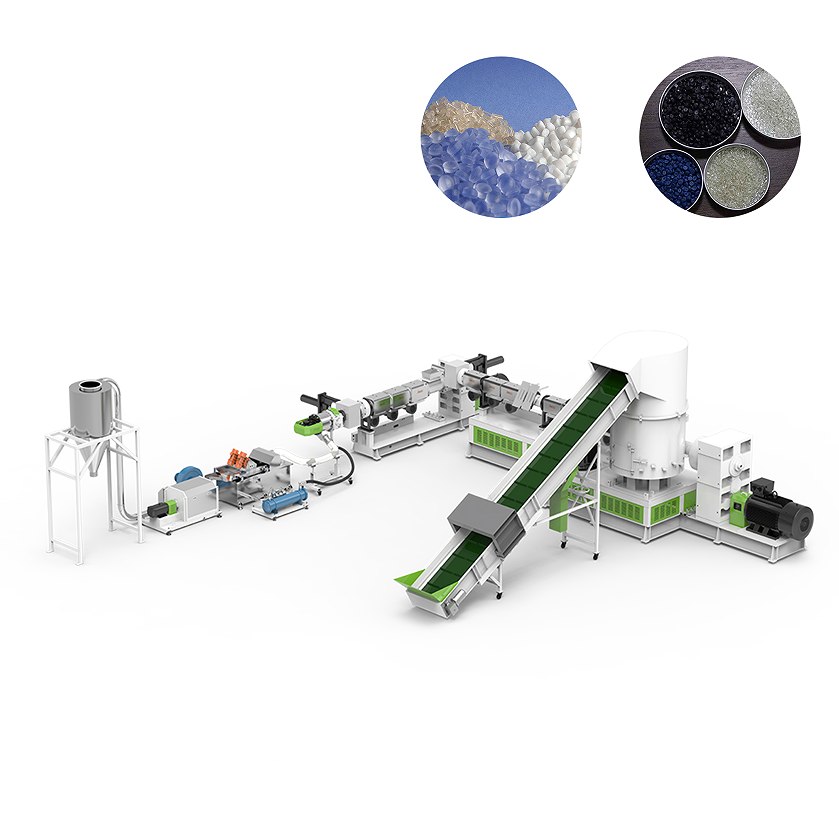
 Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем
Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем -
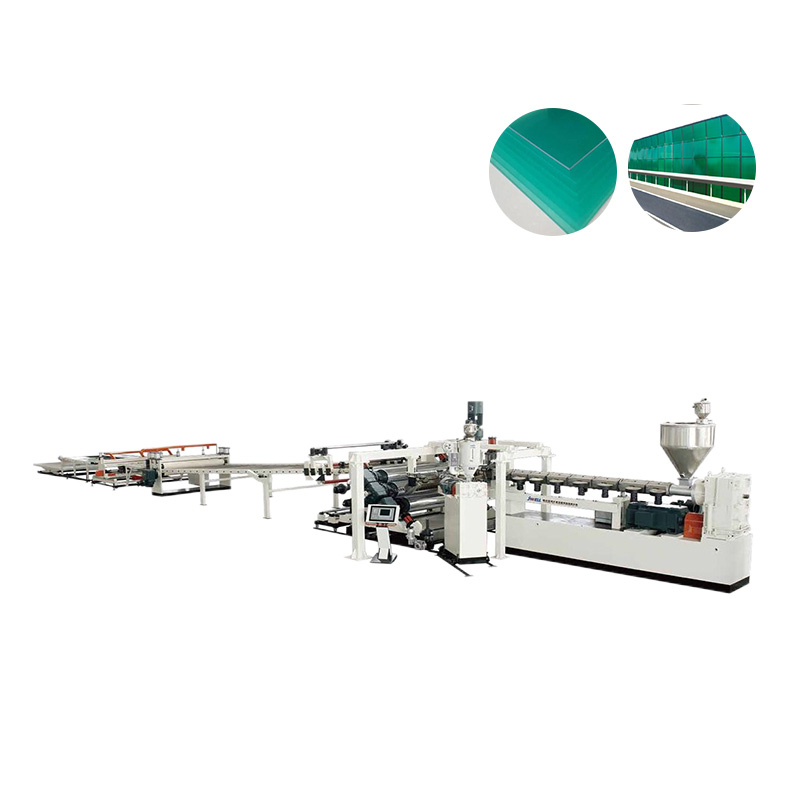
 Линия экструзии листов HDPE/PP T-Grip
Линия экструзии листов HDPE/PP T-Grip -
 Централизованная система подачи PVC JWELL
Централизованная система подачи PVC JWELL -
 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
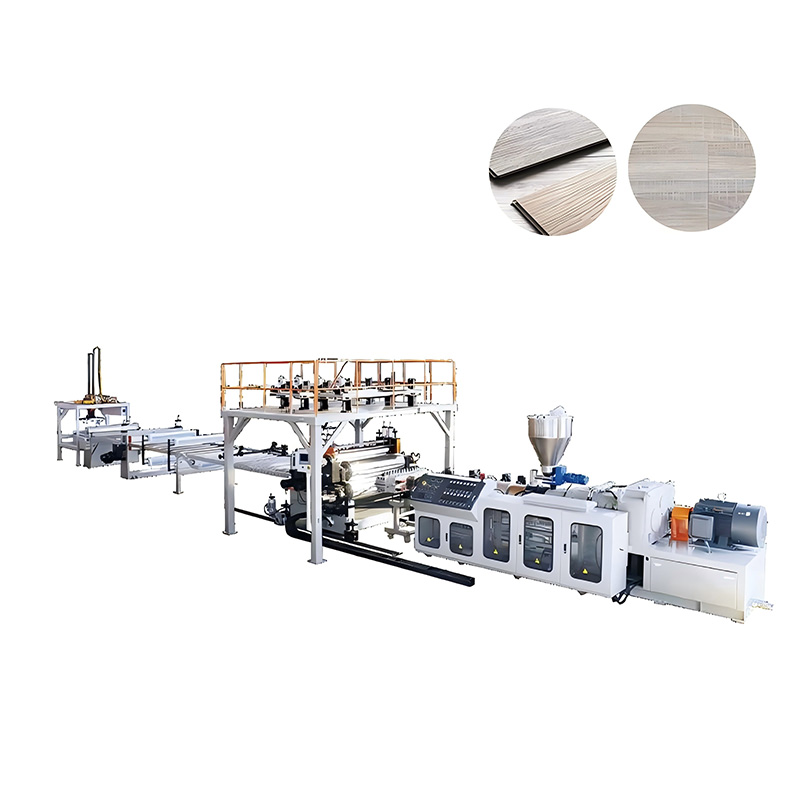
 TPO+PP Линия экструзии вспененных композитных листов
TPO+PP Линия экструзии вспененных композитных листов
Связанный поиск
Связанный поиск- Одношнековая гранулирующая машина jwl из китая
- Высококачественная профильная экструзионная машина
- Линии экструзии кромочной ленты в китае
- Оборудование для дробления пластика
- Ведущая линия экструзии полых строительных шаблонов из пп с двойным выходом в одной форме
- Линия экструзии труб с кремниевым сердечником в китае
- Машина для экструзии пленки тпу
- Экструзионная линия высоконапорных армированных rtp труб
- Высококачественная линия экструзии композитных труб из ppr и стекловолокна
- Поставщики линии очистки отходов тканых мешков/пластиковой пленки в китае



