


Высококачественные pom/pa/pvdf/abs линия для производства листов и прутков методом холодной штамповки
Холодная штамповка пластиков – тема, вызывающая много споров. Часто встречаю в запросах упоминания о линии для производства листов и прутков методом холодной штамповки как о 'волшебной таблетке', способной решить все проблемы. Но на самом деле, это сложный процесс, требующий тщательного подхода и понимания особенностей каждого материала. С моей точки зрения, ключевым является не только наличие современного оборудования, но и грамотная разработка технологического процесса, а также опыт работы с конкретным пластиком. Без этого даже самая дорогая линия для производства листов и прутков будет стоить слишком дорого.
Почему важно правильное проектирование процесса холодной штамповки?
Многие начинающие компании, увлеченные приобретением линии для производства листов и прутков, забывают о важности предварительного проектирования технологического процесса. Они думают, что можно просто взять готовый пресс-формы и начать штамповать. Это, как правило, приводит к непредсказуемым результатам: деформации материала, образованию трещин, браку. А за это, как вы понимаете, приходится расплачиваться.
Проектирование должно учитывать множество факторов: свойства материала (вязкость разрушения, модуль упругости, температура кристаллизации), геометрию детали, тип используемой пресс-формы, рабочие параметры пресса (давление, скорость). Необходимо тщательно рассчитывать усилие штамповки, чтобы избежать повреждения материала и пресс-формы. Иначе можно столкнуться с серьезными проблемами, которые потребуют дорогостоящего ремонта или даже замены оборудования.
Наш опыт показывает, что даже небольшие изменения в параметрах процесса могут существенно повлиять на качество готовой продукции. Например, изменение скорости штамповки или температуры материала может привести к образованию дефектов поверхности или изменению размеров детали. Это те моменты, которые часто упускают из виду, и которые могут привести к серьезным финансовым потерям.
Проблемы с зазорами и их влияние на качество.
Один из наиболее распространенных источников проблем при холодной штамповке - это неправильно подобранные зазоры в пресс-форме. Слишком большие зазоры приводят к образованию неровностей и снижению точности размеров. Слишком маленькие зазоры могут привести к невозможности деформации материала и, как следствие, к поломке пресс-формы или браку продукции. Это действительно критичный момент, который нужно тщательно прорабатывать.
На практике часто приходится проводить многократные эксперименты, чтобы найти оптимальные зазоры. Мы использовали метод конечных элементов (МКЭ) для моделирования процесса штамповки и определения оптимальных параметров. Это позволило нам значительно сократить время разработки пресс-форм и повысить качество готовой продукции. Особенно полезно это при работе с материалами, которые имеют сложную геометрию или нестандартные свойства.
Важно понимать, что зазоры не должны быть фиксированными. Они могут меняться в зависимости от типа материала, толщины листа и геометрии детали. Необходимо учитывать эти изменения при проектировании технологического процесса и использовать специальные системы управления зазорами на прессе. Это особенно актуально при производстве деталей сложной формы или при работе с материалами, которые имеют высокую упругость.
Особенности работы с различными материалами
Линия для производства листов и прутков, предназначенная для работы с полипропиленом (pom), полиамидом (pa), поливинилиденфторидом (pvdf) и полиэтилентерефталатом (abs), требует адаптации. Каждый материал имеет свои особенности, которые необходимо учитывать при проектировании технологического процесса и выборе оборудования.
Например, полипропилен обладает низкой вязкостью и высокой упругостью. Это требует использования прессов с высокой мощностью и специальных пресс-форм, которые позволяют контролировать деформацию материала. Полиамид, наоборот, имеет высокую прочность и термостойкость, но при этом плохо поддается штамповке. Для работы с полиамидом часто используют специальные добавки и технологические режимы, которые позволяют снизить трение и улучшить текучесть материала.
Поливинилиденфторид (pvdf) характеризуется высокой химической стойкостью и низкой диэлектрической проницаемостью. Он часто используется в химической и электронной промышленности. При штамповке pvdf необходимо использовать специальные смазки и технологии, которые позволяют избежать образования трещин и деформации материала. Полиэтилентерефталат (abs) обладает высокой ударопрочностью и термостойкостью. Его штамповка требует использования прессов с контролируемой температурой и скоростью штамповки.
Пример работы с POM.
Работа с POM (полиоксиметилен) – часто встречающаяся задача. Я помню, как в одном проекте нам нужно было производить детали сложной формы из POM для медицинского оборудования. Проблема заключалась в высокой упругости этого материала, что приводило к образованию трещин и деформации пресс-форм. Мы внедрили систему контроля зазоров в пресс-форме и разработали специальный технологический процесс, который включал в себя предварительный нагрев материала и использование смазки. Это позволило нам значительно повысить качество готовой продукции и снизить количество брака.
Важно отметить, что при работе с POM необходимо учитывать его склонность к образованию микротрещин. Это можно предотвратить, используя специальные добавки, которые улучшают его деформационные свойства. Также необходимо тщательно контролировать температуру и скорость штамповки, чтобы избежать перегрева и деформации материала.
Зачастую, для достижения оптимального результата, требуется комбинация различных методов штамповки, например, комбинирование обычного штамповки с глубокой вытяжкой или формовкой под давлением. Это позволяет получить детали сложной формы с высокой точностью и качеством поверхности.
Оборудование и автоматизация линии
Современная линия для производства листов и прутков включает в себя не только пресс, но и систему подачи материала, систему охлаждения, систему контроля качества и систему автоматизации. Автоматизация позволяет повысить производительность, снизить затраты на рабочую силу и повысить качество продукции.
В частности, автоматизированная система подачи материала позволяет обеспечить равномерную подачу материала в пресс, что снижает риск образования дефектов и повышает качество готовой продукции. Система охлаждения позволяет контролировать температуру материала и пресс-формы, что необходимо для предотвращения деформации и образования трещин. Система контроля качества позволяет автоматически проверять размеры и качество готовой продукции и выявлять дефекты на ранних стадиях.
Некоторые производители предлагают интегрированные решения, которые включают в себя все необходимые компоненты для производства деталей из пластика. Эти решения позволяют оптимизировать процесс производства и снизить затраты. Важно выбирать оборудование, которое соответствует вашим потребностям и требованиям.
Опыт ООО Чанчжоу Даюнь Экологические Технологии
Компания ООО Чанчжоу Даюнь Экологические Технологии занимается разработкой и производством комплексного оборудования для экструзии полимерных материалов и, конечно, линий для производства листов и прутков. Мы постоянно совершенствуем наши технологии и предлагаем нашим клиентам инновационные решения. Компания Jwell, основанная в 1997 году, является нашим надежным партнером и поставщиком оборудования.
Наше оборудование отличается высокой надежностью, производительностью и точностью. Мы используем только высококачественные материалы и комплектующие. Кроме того, мы предлагаем нашим клиентам полный спектр услуг: от проектирования технологического процесса до монтажа и пусконаладки оборудования. Мы всегда готовы оказать техническую поддержку и помочь нашим клиентам в решении любых проблем.
Мы придерживаемся принципа индивидуального подхода к каждому клиенту и разрабатываем решения, которые максимально соответствуют его потребностям и требованиям. Наш опыт работы с различными материалами и технологиями позволяет нам предлагать оптимальные решения для производства деталей из пластика различной сложности.
Если вы рассматриваете возможность приобретения линии для производства листов и прутков, обращайтесь к нам. Мы поможем вам выбрать оптимальное решение и обеспечить высокое качество продукции.
Секреты долговечности вашей штамповочной линии
Завершая, хочу подчеркнуть важность регулярного обслуживания и технического осмотра линии для производства листов и прутков. Это не просто формальность, а залог
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб -
 Мост из высокомолекулярного пластика (HMW) с армированной сталью
Мост из высокомолекулярного пластика (HMW) с армированной сталью -
 Одноступенчатая грануляционная машина
Одноступенчатая грануляционная машина -
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Экструзионная линия для стержней, плит и труб из PEEK, PPSU
Экструзионная линия для стержней, плит и труб из PEEK, PPSU -
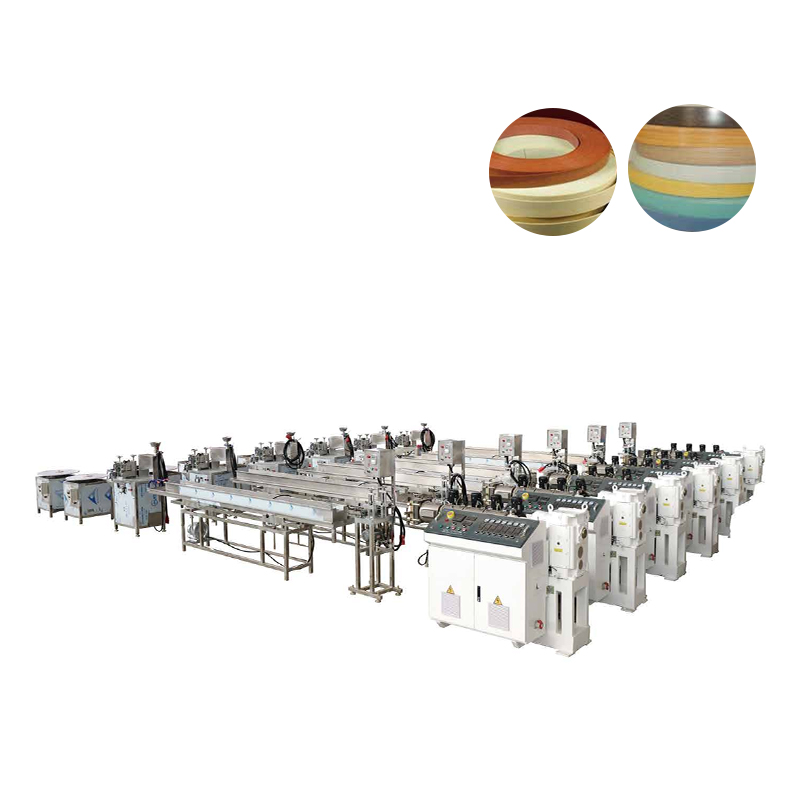 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
 Экологичная серия грануляторов для прививки и удлинения цепей
Экологичная серия грануляторов для прививки и удлинения цепей -
 5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок
5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок -
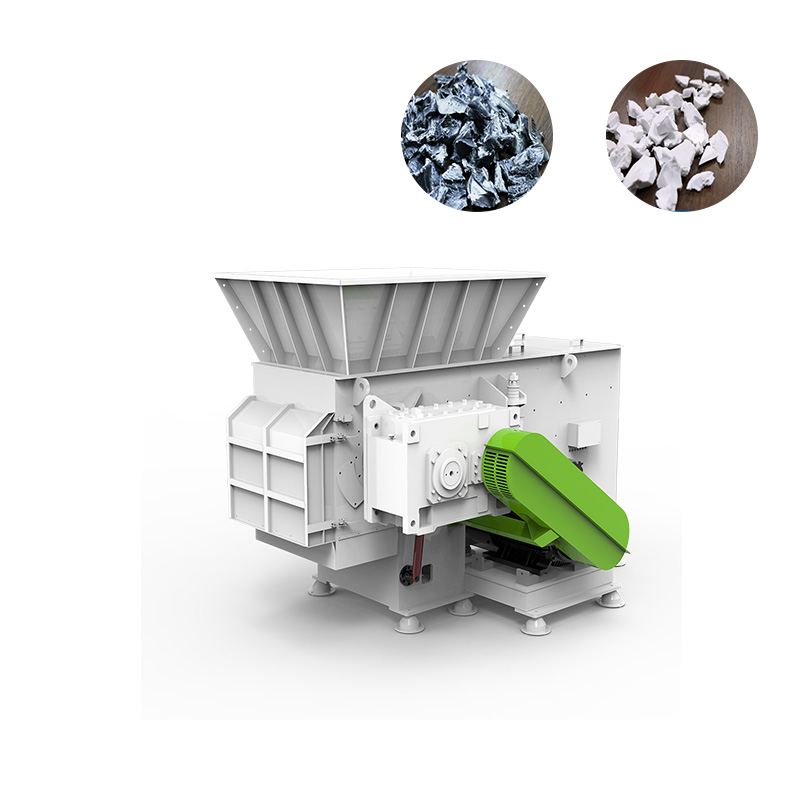 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
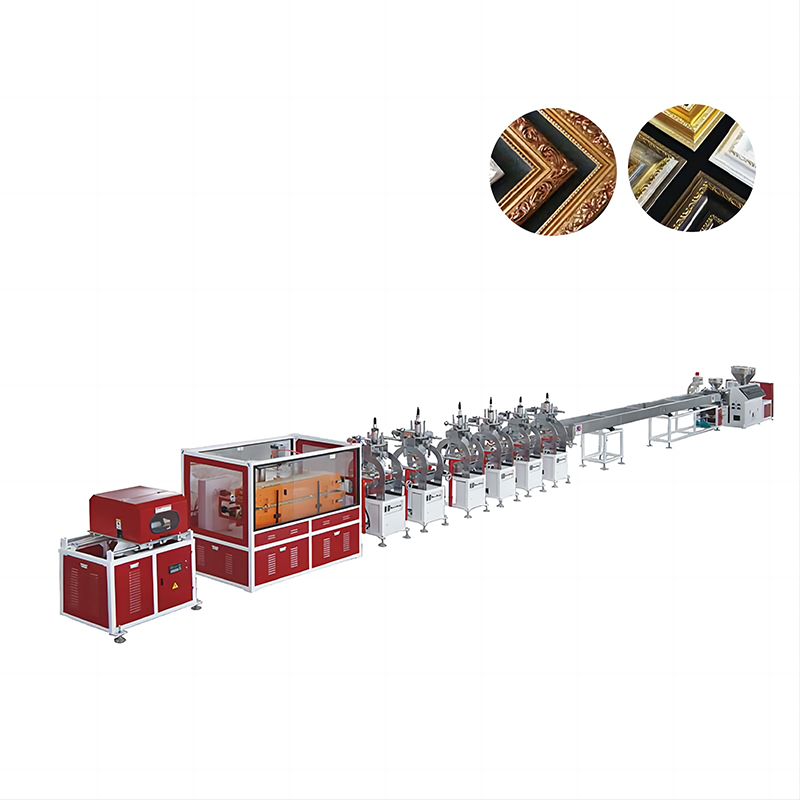 Линия по экструзии пластиковых пенопластовых рамок для фотографий
Линия по экструзии пластиковых пенопластовых рамок для фотографий -
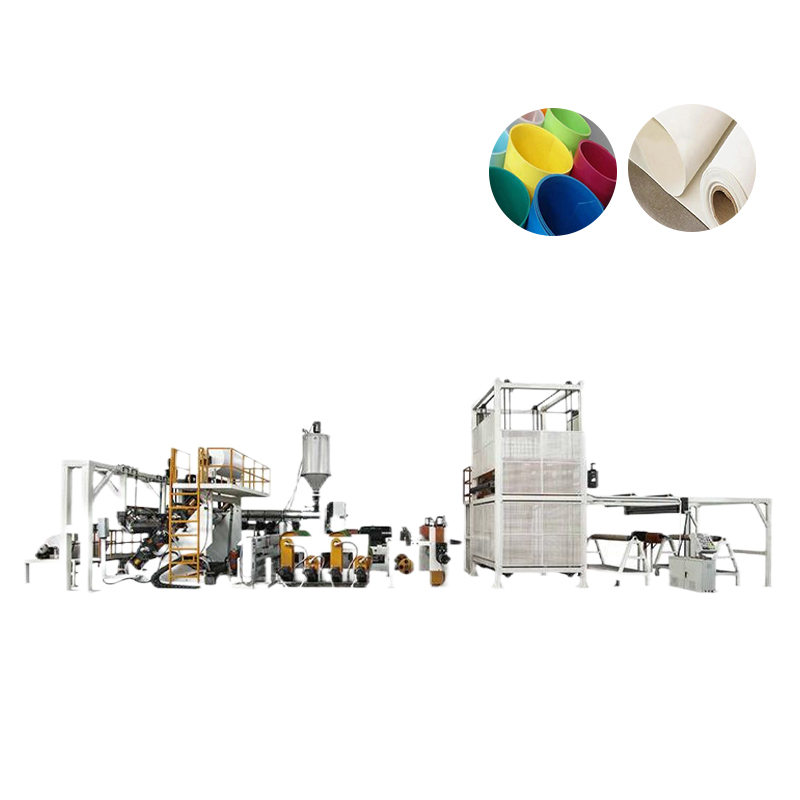 TPO+PP Линия экструзии вспененных композитных листов
TPO+PP Линия экструзии вспененных композитных листов
Связанный поиск
Связанный поиск- Экструдер для производства глянцевых декоративных листов
- Поставщики mpp защиты кабеля трубы экструзионной линии из китая
- Отличная линия экструзии полых листов
- Линия экструзии пп полых строительных шаблонов с одним штампом и двумя выходами
- Отличная линия гранулирования отходов волокна
- Производители экструдеров для производства труб из пвх pp ppr pe
- Линия для производства листов из пнд
- Поставщики gpps диффузионный лист экструдер
- Тяжелая дробилка серии dyps-z
- Производители экструдеров для абс пластика



