


Отличная двухшнековая линия экструзии воздухопроницаемого пэт листа без сушки
Все часто говорят об экономии времени и ресурсов при производстве воздухопроницаемого пэт листа, особенно когда речь заходит о технологии без сушки. Но часто забывают о тонкостях, возникающих на практике. Часто видится как универсальное решение, но в реальности выбор оптимальной конфигурации и настройка параметров экструзии – задача нетривиальная. Хочу поделиться своим опытом, как успешным, так и не совсем, в применении подобного оборудования.
Почему важна линия экструзии без сушки?
Сразу скажу, что отказ от сушки – это серьезный шаг, предполагающий определенные требования к сырью и процессу. Во-первых, снижение энергозатрат – это очевидный плюс. Во-вторых, упрощение производственного цикла, сокращение времени на переработку. И, конечно, экономия, которая может быть ощутимой при больших объемах производства.
Но не стоит забывать, что успех двухшнековой линии экструзии без сушки напрямую зависит от качества подготовки расплава и стабильности процесса. Неправильные параметры могут привести к образованию дефектов, ухудшению механических свойств конечного продукта. Например, слишком высокая скорость экструзии может спровоцировать неравномерность толщины листа, а недостаточная температура – к снижению прочности.
В нашей практике, встречались случаи, когда на этапе внедрения технологии без сушки, недостаточно внимания уделялось предварительной стабилизации полимерного сырья, что приводило к нестабильности расплава и, как следствие, к браку.
Проблемы с вязкостью расплава
Одной из главных проблем, с которыми мы сталкивались, была вязкость расплава. При отсутствии сушки в полимерной массе может содержаться больше влаги, что приводит к увеличению вязкости и затрудняет экструзию. Это, в свою очередь, увеличивает энергопотребление и может привести к поломкам оборудования.
Для решения этой проблемы мы использовали системы предварительной сушки сырья, основанные на вакуумной дегазации. Это позволило нам значительно снизить содержание влаги в полимере и улучшить его экструзионные свойства. Иногда, достаточное время выдержки в теплой среде тоже помогает, но это менее надежный вариант.
Важный момент: нужно очень точно понимать характеристики используемого сырья. Разные марки ПЭТ требуют разных параметров экструзии, и то, что хорошо работает с одним материалом, может быть неприменимо к другому. В связи с этим, очень полезно сотрудничать с поставщиками сырья и проводить совместные испытания.
Конфигурация двухшнековой линии: оптимальный выбор
Выбор двухшнековой линии экструзии – это комплексная задача, зависящая от требуемой производительности, толщины листа и характеристик сырья. Например, для производства тонких листов более эффективны линии с высокоскоростным экструдером, а для толстых – с более мощным шнеком.
Важно обратить внимание на тип шнеков – одношнековые и двухшнековые. Двухшнековые линии предпочтительнее для ПЭТ, поскольку они обеспечивают более равномерное смешивание материала и улучшают качество расплава. Это особенно важно при использовании воздухопроницаемого пэт листа, требующего высокой однородности материала.
Мы также уделяем большое внимание конструкции экструдера и системе охлаждения. Эффективная система охлаждения необходима для поддержания стабильной температуры расплава и предотвращения его перегрева. Неправильная конструкция экструдера может приводить к неравномерности экструзии и образованию дефектов.
Пример из практики: оптимизация для высокоскоростной экструзии
Недавно нам поступил заказ на производство очень тонких листов воздухопроницаемого пэт листа с высокой производительностью. Изначально планировалось использовать стандартную двухшнековую линию, но результаты испытаний показали, что этот вариант не позволяет достичь требуемой производительности без ухудшения качества материала.
Мы внесли изменения в конструкцию экструдера, увеличив скорость вращения шнеков и оптимизировав систему охлаждения. В результате нам удалось увеличить производительность на 20% без ухудшения качества материала. Ключевым моментом стало правильное подбор параметров шнековых канавок и геометрии ребер охлаждения. Это позволило улучшить перемешивание расплава и обеспечить более эффективное охлаждение.
В таких случаях, когда нужно добиться высокой производительности и при этом сохранить качество продукции, необходимо проводить тщательную оптимизацию всех параметров экструзии, а не просто полагаться на стандартные настройки.
Современные решения для воздухопроницаемого пэт листа
Помимо традиционных технологий экструзии, сейчас появляются новые решения, которые позволяют повысить эффективность производства воздухопроницаемого пэт листа. Например, системы предварительного нагрева расплава, использование инновационных материалов для шнеков и экструдеров, автоматизированные системы управления процессом.
Мы активно внедряем новые технологии в свою практику. Использование современных материалов для шнеков позволяет увеличить их износостойкость и снизить риск поломок. Автоматизированные системы управления процессом обеспечивают более точный контроль над параметрами экструзии и позволяют оптимизировать производственный цикл.
В долгосрочной перспективе, инвестиции в современные технологии экструзии окупаются за счет снижения энергозатрат, повышения производительности и улучшения качества продукции.
Перспективы развития
В будущем, мы видим перспективу дальнейшего развития линий экструзии без сушки. Это связано с растущим спросом на экологически чистые и энергоэффективные технологии производства. Развитие новых материалов для ПЭТ и совершенствование технологий экструзии позволит создавать продукцию с улучшенными характеристиками и сниженными затратами.
Мы уверены, что технологии экструзии без сушки будут играть все более важную роль в производстве воздухопроницаемого пэт листа. Компания ООО Чанчжоу Даюнь Экологические Технологии продолжает активно развиваться в этом направлении, разрабатывая и внедряя инновационные решения для своих клиентов.
Если у вас есть конкретные вопросы по двухшнековой линии экструзии воздухопроницаемого пэт листа без сушки, будем рады помочь. Свяжитесь с нами, и мы подберем оптимальное решение для вашего бизнеса.
Соответствующая продукция
Соответствующая продукция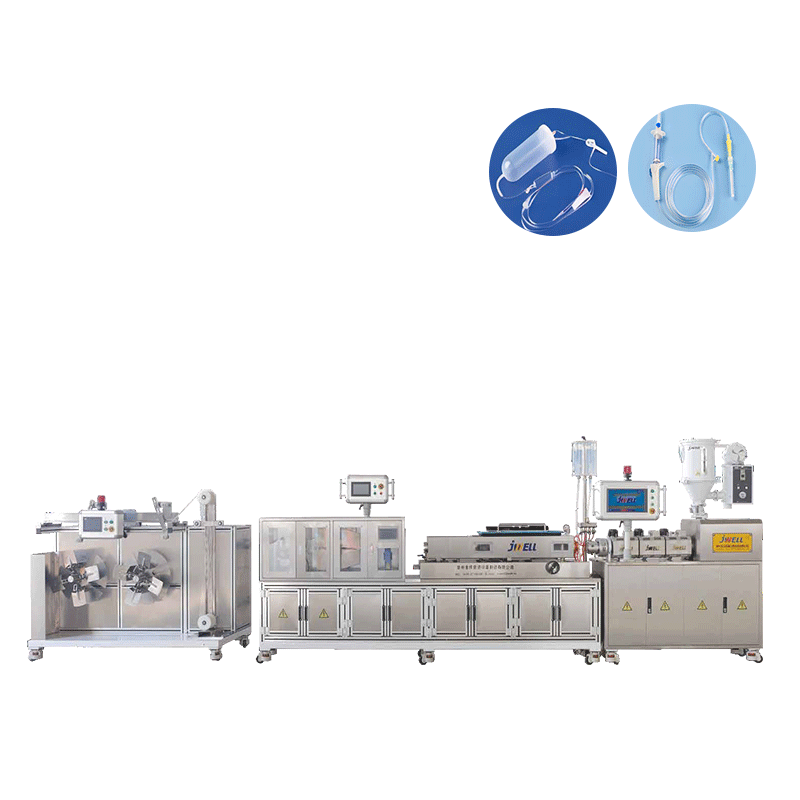



Самые продаваемые продукты
Самые продаваемые продукты-
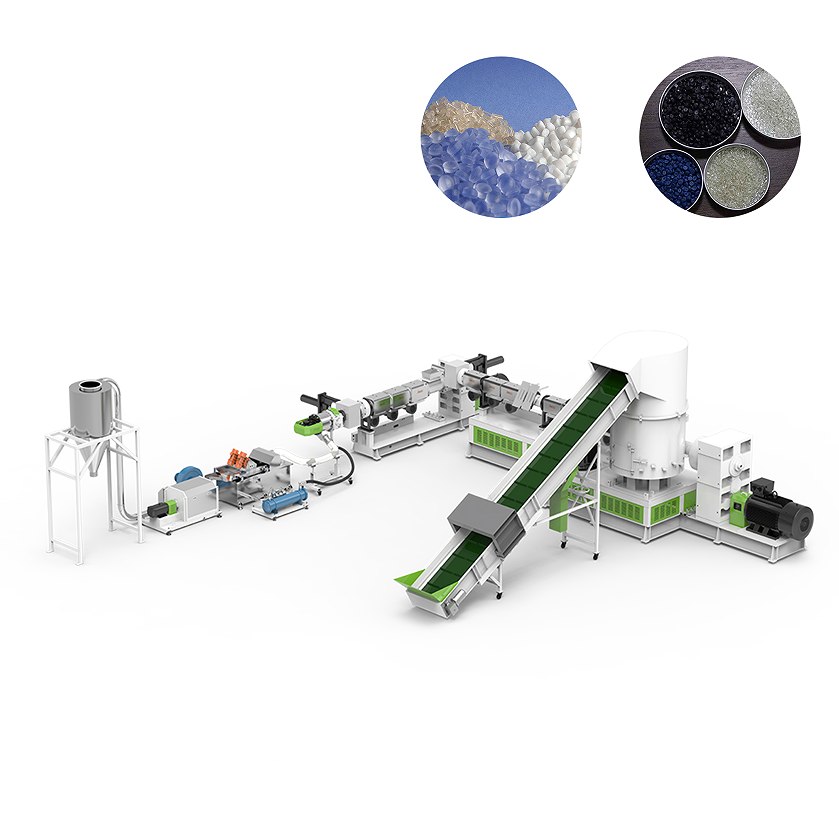 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine -
 Линия экструзии листов PLA
Линия экструзии листов PLA -
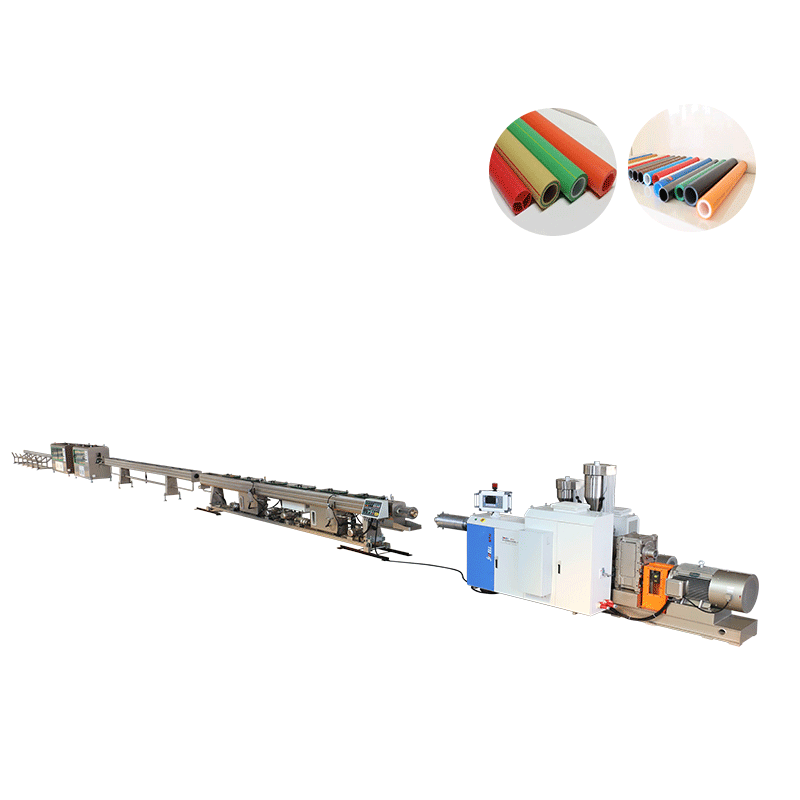
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
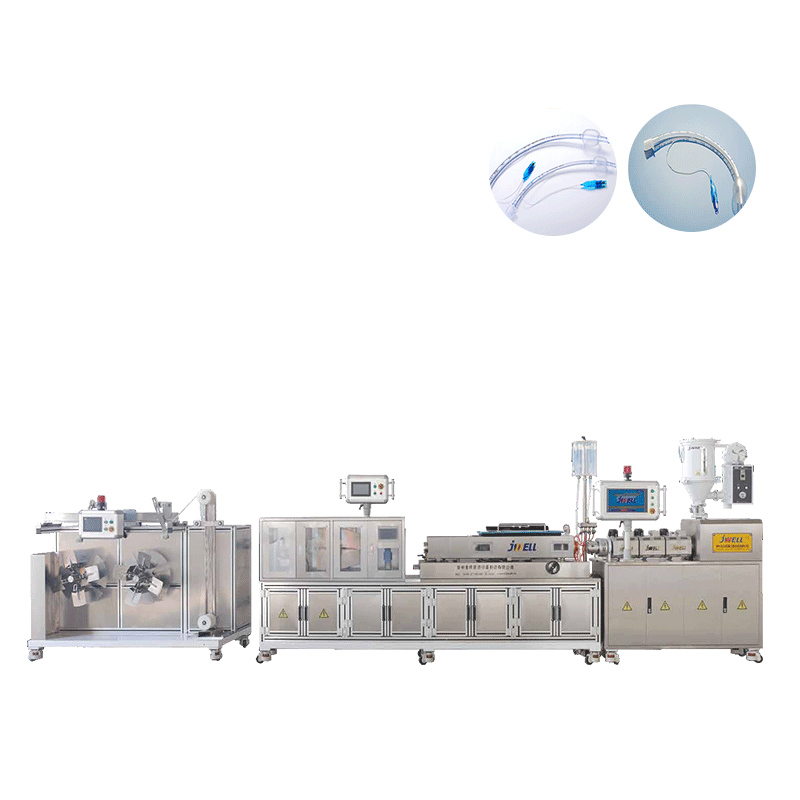 Медицинская экструзионная линия трахеи каннула
Медицинская экструзионная линия трахеи каннула -
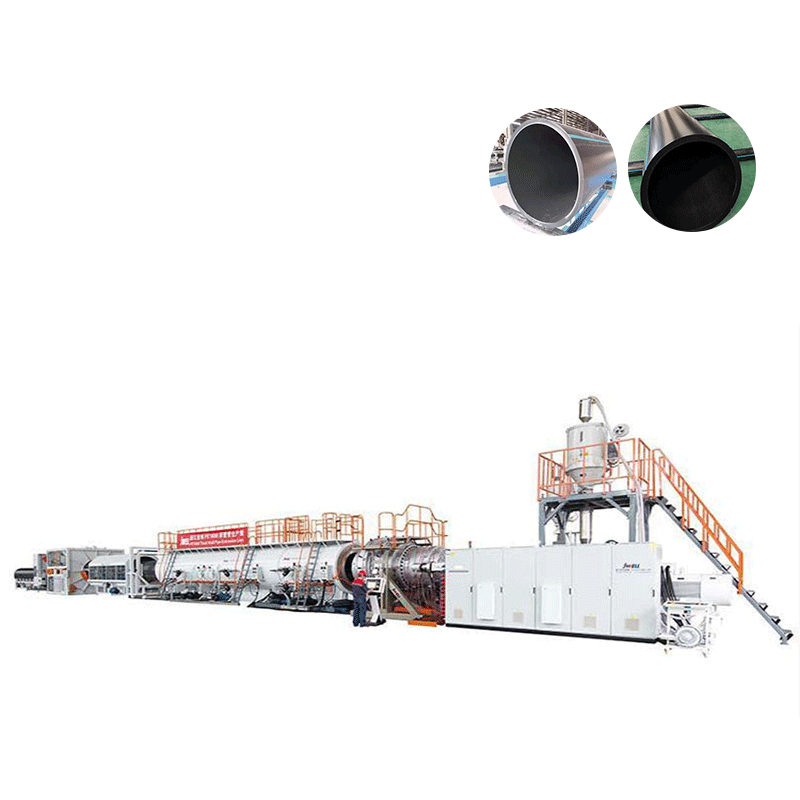
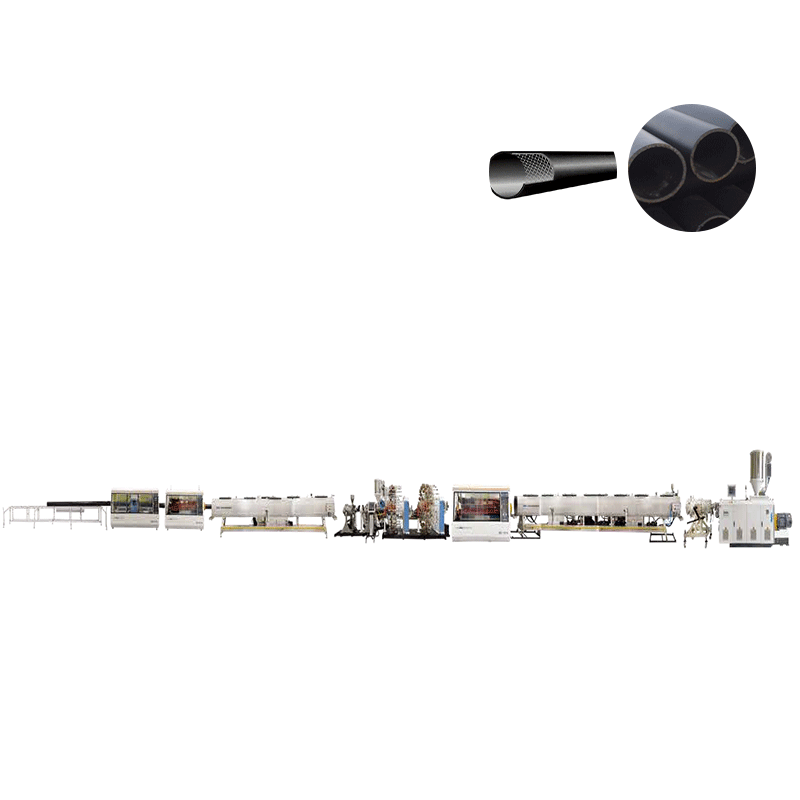 Кривая экструзионная линия трубы высокого давления RTP
Кривая экструзионная линия трубы высокого давления RTP -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
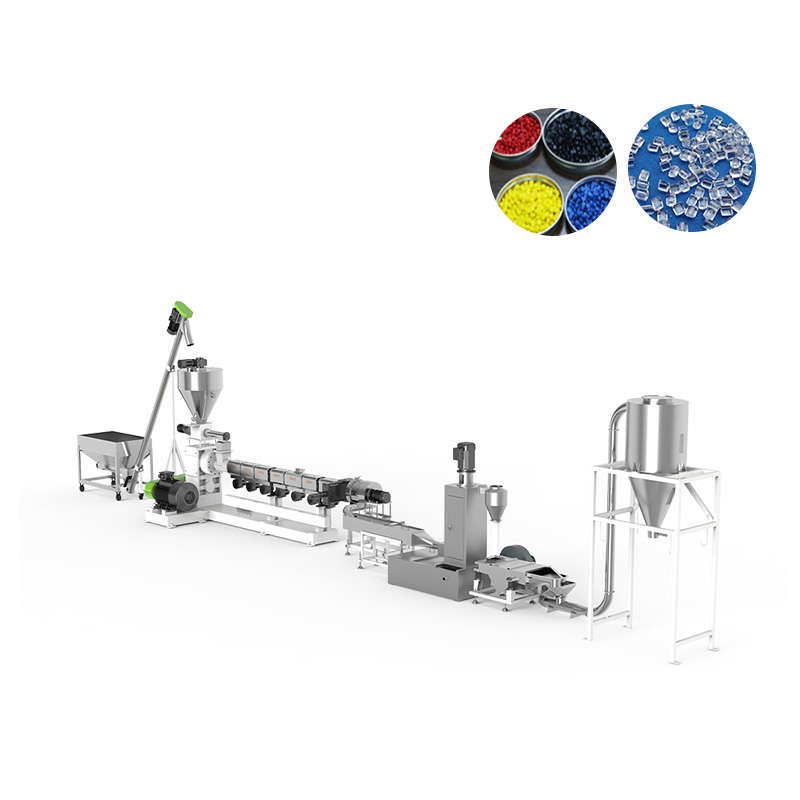
 Высоконаполнительная грануляционная линия JWELL серии высокой производительности
Высоконаполнительная грануляционная линия JWELL серии высокой производительности -
 Тяжелый одновальный измельчитель отходов Jwell
Тяжелый одновальный измельчитель отходов Jwell -
 Экструзионная линия для гранулирования ПВХ
Экструзионная линия для гранулирования ПВХ -
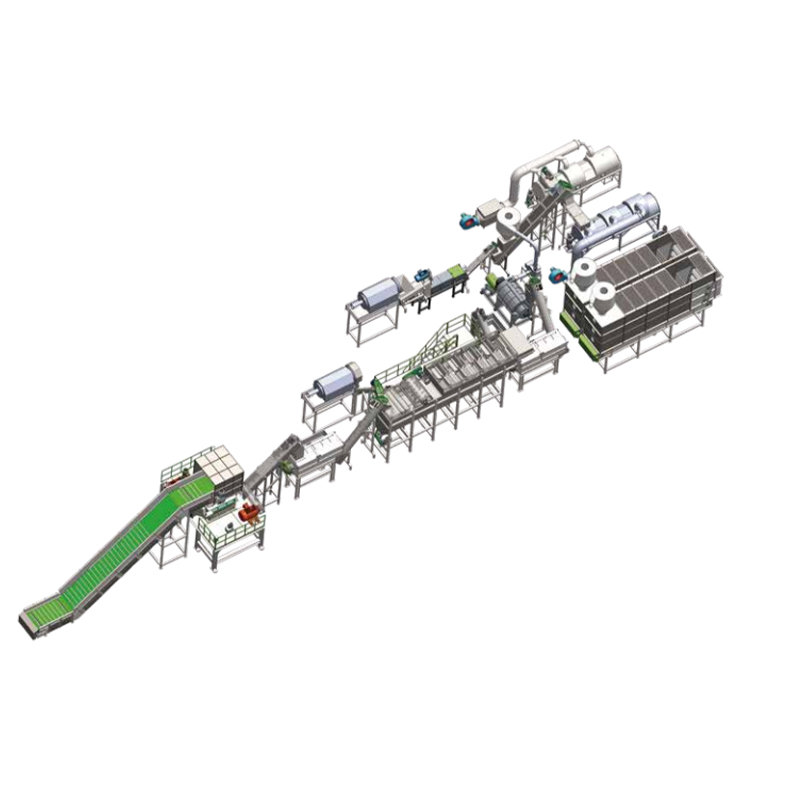
 Переработанный PP PE Deck Board экструзионная линия
Переработанный PP PE Deck Board экструзионная линия -
 5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок
5-литровая выдувная машина с одной головкой формы и двумя постами для производства бутылок -
 Линия экструзии труб центральной вены
Линия экструзии труб центральной вены
Связанный поиск
Связанный поиск- Поставщики пвх дверной панели машины из китая
- Завод по производству экструзионных линий для полых листов
- Отличная линия экструзии листов pp ps evoh
- Производитель линии экструзии толстого листа pp pe abs pvc
- Пвх экструзионная линия гранулирования с противоточными параллельными двухшнеками
- Высококачественный трехмашинный интегрированный гранулятор jwp
- Pp сотовый лист экструзионная линия завод
- Линия экструзии террасных досок из переработанного пп/пэ
- Производители алюминиевых пластиковых композитных листов экструзионные линии
- Поставщики tpo пвх eva pe водонепроницаемый лист экструзионной линии из китая



