


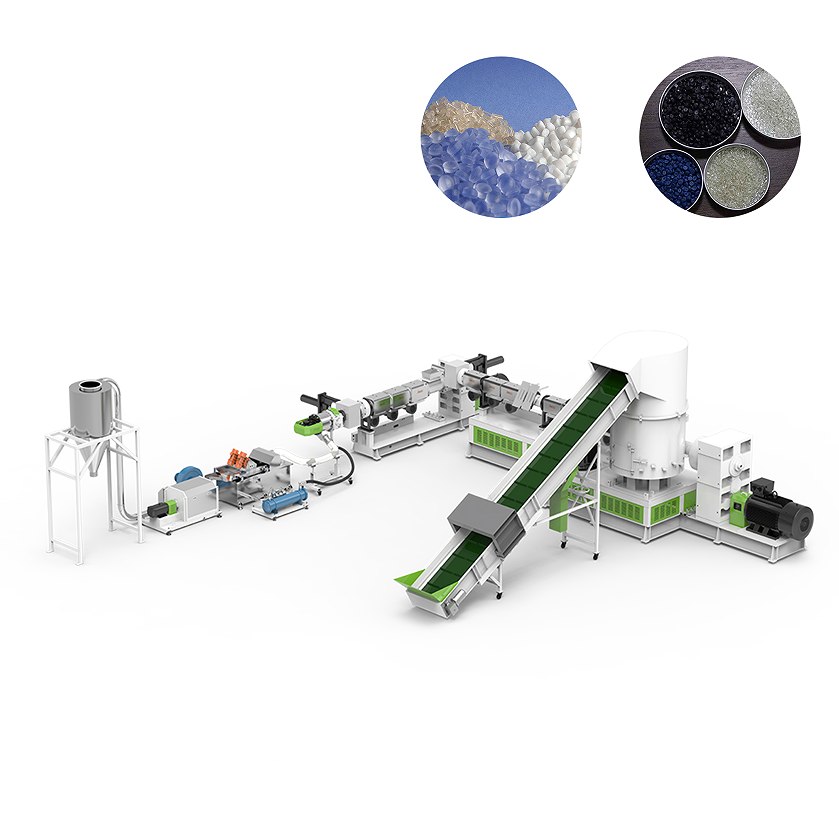
Отличная линия гранулирования отходов волокна
Многие наши клиенты приходят к нам с запросами на линии гранулирования отходов волокна, представляя себе что-то простое, готовое решение. Вроде бы, задача понятная: взять пух, обрезки, старые волокна и получить гранулы для повторного использования. Но реальность часто оказывается гораздо сложнее. Просто взять готовую машину и сразу получить качественный продукт – это редкость. Иногда, пытаются купить самое дешевое, надеясь потом доработать, но это чревато огромными затратами и потерей времени. Мы накопили определенный опыт в этой сфере, и сегодня попытаемся поделиться некоторыми моментами, которые, на наш взгляд, критически важны.
Проблема с входным сырьем: Не всегда 'отходы' – это просто
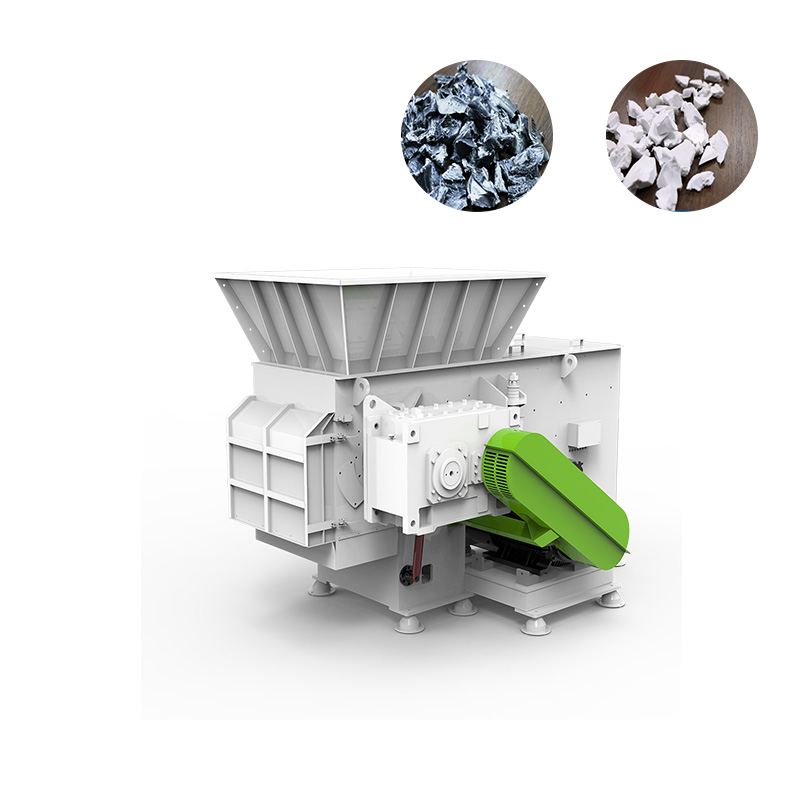
Первая, и зачастую недооцененная проблема – это входное сырье. Часто заказчики думают, что 'отходы волокна' – это однородная масса. Это, как правило, не так. Степень загрязнения, тип волокна (хлопок, полиэстер, шерсть и т.д.), влажность – все это сильно влияет на процесс гранулирования. Если сырье содержит большое количество посторонних примесей, это может привести к поломкам оборудования, снижению качества гранул и увеличению затрат на очистку. Мы нередко сталкиваемся с ситуациями, когда клиенты не предоставили полную информацию о составе отходов, что привело к необходимости доработки проекта и увеличению сроков поставки.
Иногда клиенты ошибочно полагают, что достаточно просто 'засунуть' сырье в шнек и получить результат. Однако, входной контроль и, при необходимости, предварительная обработка (измельчение, сушка, сортировка) зачастую абсолютно необходимы. И, конечно же, нужно учитывать не только состав, но и физико-механические свойства материала. Влажность, например, критически важна. Слишком высокая влажность затрудняет экструзию, а слишком низкая приводит к образованию трещин в гранулах. Оптимальная влажность должна быть строго контролируемой.
Выбор типа линии: Важность технологического решения
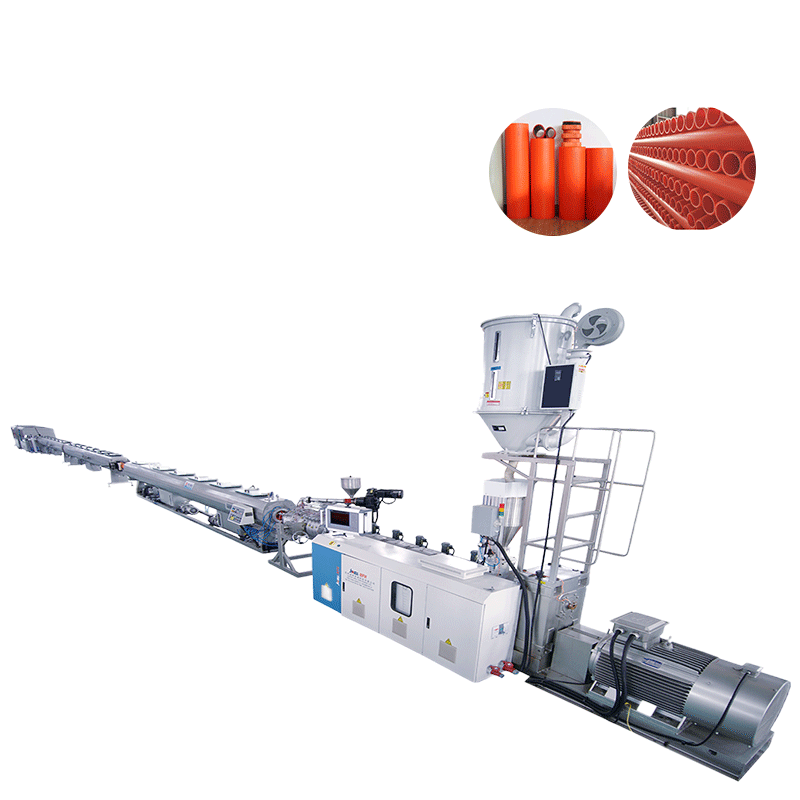
Существует несколько типов линий гранулирования отходов волокна: с одношнековым экструдером, с двухшнековым экструдером, с вакуумной системой охлаждения, с системой подачи воздуха. Выбор зависит от многих факторов: типа сырья, требуемого размера гранул, необходимой производительности и бюджета. Одношнековые линии обычно используются для менее требовательных к качеству гранул, а двухшнековые – для более сложных задач. Двухшнековые линии обеспечивают более равномерную экструзию и лучший контроль температуры, что, в свою очередь, влияет на качество конечного продукта. ООО Чанчжоу Даюнь Экологические Технологии специализируется на проектировании и производстве линий гранулирования отходов волокна различных конфигураций.
Важно понимать, что не существует универсального решения. Попытки адаптировать линию, предназначенную для одного типа сырья, к другому, как правило, заканчиваются неудачей. Например, мы однажды пытались установить одношнековый экструдер для полиэстеровых отходов, которые содержали значительное количество полипропилена. Результат был плачевным: экструдер быстро износился, а качество гранул было крайне низким. Лучше сразу подходить к решению задачи комплексно и выбирать оборудование, которое максимально соответствует требованиям.
Охлаждение и формование: Ключевые этапы получения качественных гранул
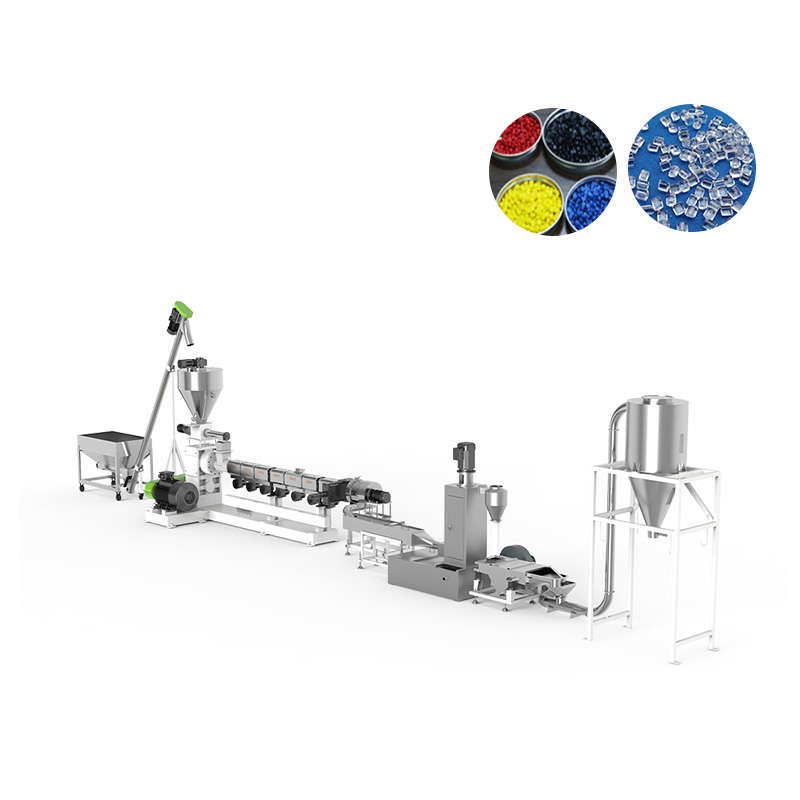
После экструзии гранулы нуждаются в охлаждении и формовании. Вакуумное охлаждение – наиболее распространенный способ, обеспечивающий быстрое охлаждение и затвердевание гранул. Однако, не всегда оно подходит для всех типов сырья. Для некоторых материалов может потребоваться использование дополнительных технологий, например, охлаждение водой или воздухом. Важно правильно подобрать систему охлаждения и обеспечить ее эффективную работу, чтобы избежать деформации гранул и ухудшения их механических свойств.
Формование гранул – это также важный этап. Размер и форма гранул должны соответствовать требованиям заказчика. Существуют различные типы форм для гранулирования: с открытой формой, с закрытой формой, с системой подачи воздуха. Выбор формы зависит от размера и формы требуемых гранул. Оптимальное формование обеспечивает равномерный размер и форму гранул, а также предотвращает их слипание.
Ошибки, которых стоит избегать
В процессе работы с линиями гранулирования отходов волокна часто допускаются определенные ошибки, которые могут привести к серьезным проблемам. Одна из самых распространенных – это недостаточный контроль параметров экструзии: температуры, давления, скорости вращения шнека. Неправильная настройка этих параметров может привести к образованию трещин, разрывов и других дефектов гранул. Не менее важно регулярно проводить техническое обслуживание оборудования и своевременно заменять изношенные детали.
Кроме того, не стоит недооценивать важность обучения персонала. Операторы должны хорошо понимать принципы работы оборудования и уметь оперативно реагировать на возникающие проблемы. Регулярные тренинги и инструктажи помогут предотвратить ошибки и обеспечить бесперебойную работу линии. Компания Jwell предлагает комплексные решения, включающие не только поставку оборудования, но и обучение персонала.
Перспективы развития: Умные решения и автоматизация
В последние годы наблюдается тенденция к автоматизации линий гранулирования отходов волокна. Это позволяет снизить трудозатраты, повысить производительность и улучшить качество продукции. Также активно разрабатываются 'умные' решения, которые позволяют в режиме реального времени контролировать параметры экструзии и автоматически корректировать их для достижения оптимальных результатов. Мы видим большие перспективы в развитии этих направлений и уверены, что автоматизация и 'умные' решения станут неотъемлемой частью современных линий гранулирования отходов волокна.
Наше будущее – это не просто производство гранул, а создание замкнутого цикла. Внедрение систем сбора и сортировки отходов, использование биоразлагаемых материалов и разработка новых технологий переработки – вот те направления, которые будут определять развитие отрасли в ближайшие годы. И, конечно, ключевую роль будет играть надежное и эффективное оборудование – линии гранулирования отходов волокна, которые способны работать стабильно и обеспечивать высокое качество продукции. Мы в ООО Чанчжоу Даюнь Экологические Технологии стремимся быть в авангарде этих изменений.
Соответствующая продукция
Соответствующая продукция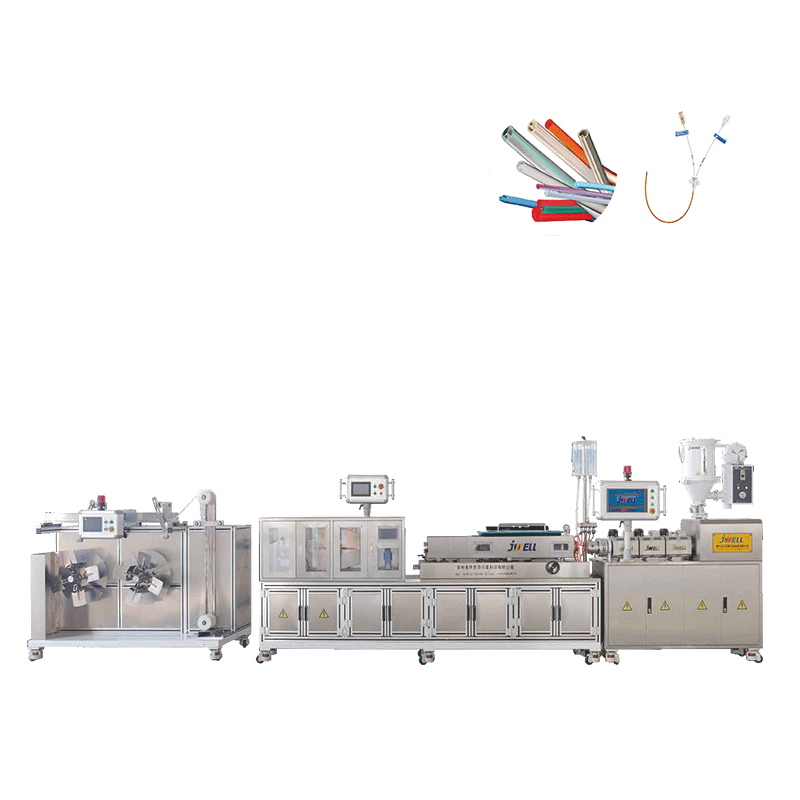


Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионная линия для быстросборных древесно-полимерных плит из PVC JWELL
Экструзионная линия для быстросборных древесно-полимерных плит из PVC JWELL -
 名称
名称 -
 Серия экструзионного формования
Серия экструзионного формования -
 Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury
Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury -
 Экологичная серия грануляторов для прививки и удлинения цепей
Экологичная серия грануляторов для прививки и удлинения цепей -
 JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия -
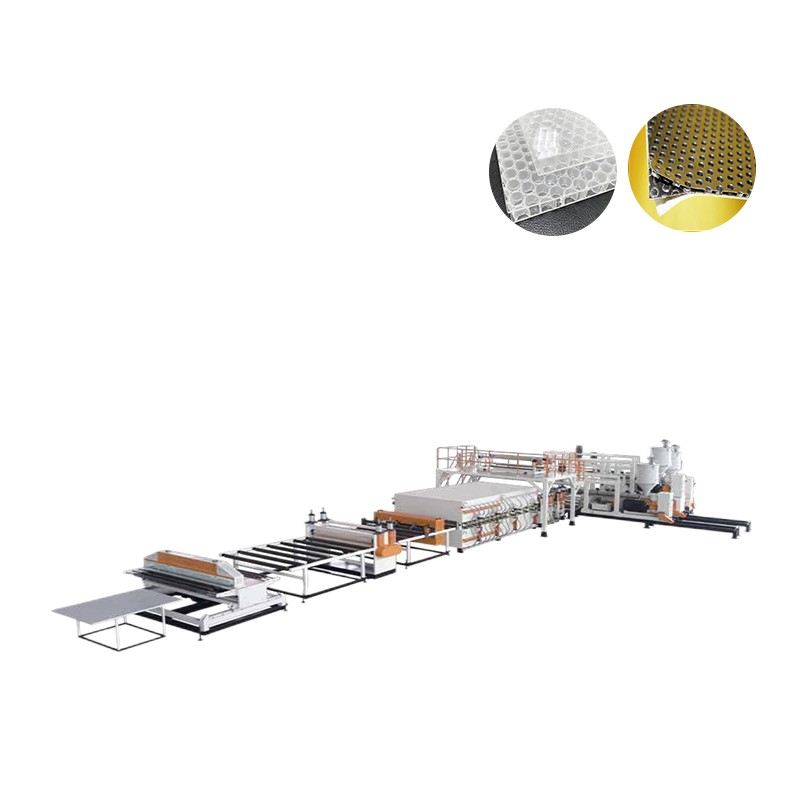
 Линия экструзии листов HDPE/PP T-Grip
Линия экструзии листов HDPE/PP T-Grip -
 После полимеризационной обработки
После полимеризационной обработки -
 Централизованная система подачи PVC JWELL
Централизованная система подачи PVC JWELL -
 Одноступенчатая грануляционная машина
Одноступенчатая грануляционная машина -
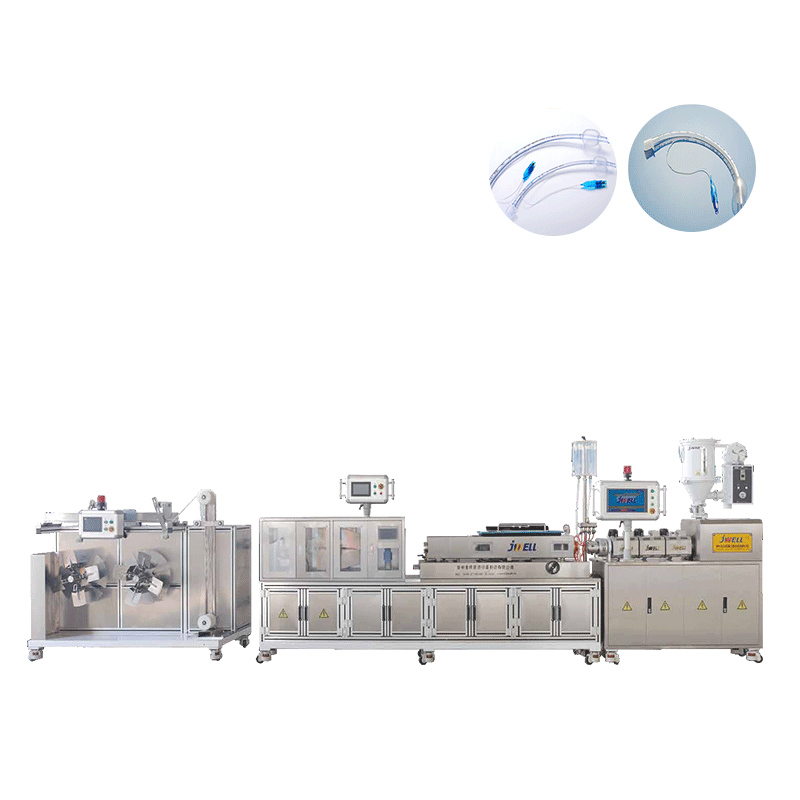
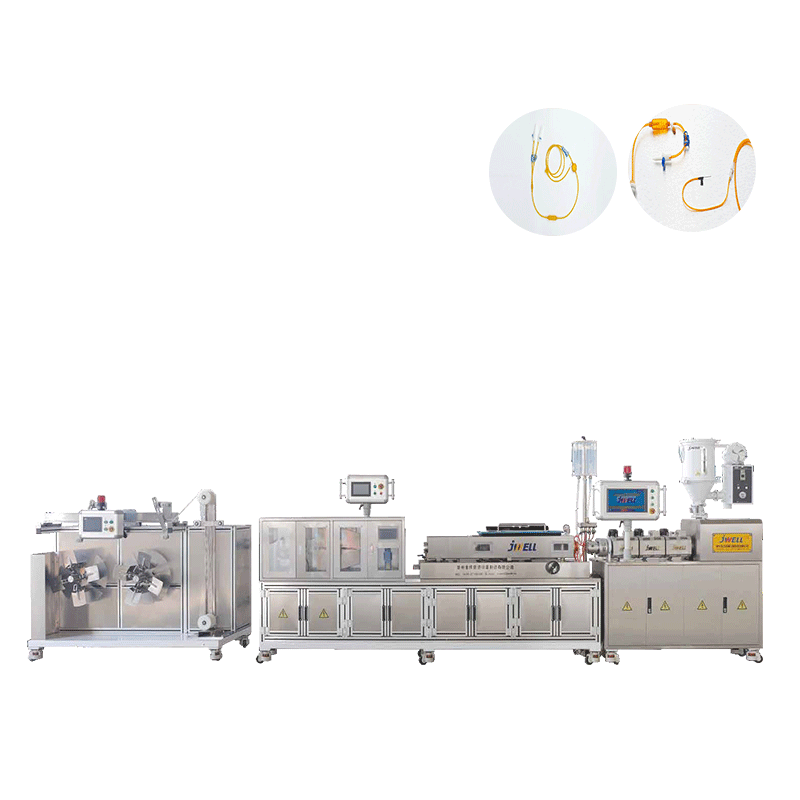 Три слоя (два слоя) медицинской линии экструзии инфузионных труб
Три слоя (два слоя) медицинской линии экструзии инфузионных труб -
 Линия экструзии тонких трубок для 3D-печати проводов в автомобильной промышленности
Линия экструзии тонких трубок для 3D-печати проводов в автомобильной промышленности
Связанный поиск
Связанный поиск- Двухшнековый измельчитель - китай
- Высококачественная линия экструзии сэндвич-листов hdpe/pp tape
- Отличный гранулятор серии винт
- Китай 160 литров открытый верхний ведро выдувной формовочной машины ведро
- Выдувная машина для выдува бутылок и бочек объемом 12 литров с одной головкой
- Высококачественная изотропная параллельная двухшнековая экструзионная линия гранулирования пвх
- Поставщики линии экструзии полых листов
- Одновальный шредер dyssj
- Двустенная гофрированная трубка машина в китае
- Линия экструзии пп полых строительных шаблонов с одним штампом и двумя выходами



