


Отличная линия экструзии оптического листа pc pmma
На рынке пластиковой промышленности часто можно встретить обещания 'идеальных' решений для производства оптического листа из ПК и ПММА. Экструзия оптического листа – процесс деликатный, требующий высокой точности и контроля. Вроде бы, всё просто: смешать полимер, подогреть, выдавить через фильеру и получить ровный, прозрачный лист. Но на практике... на практике часто возникают проблемы, которые не отражены в рекламных буклетах. Хочу поделиться своим опытом, в основном, основанным на работе с различными линиями, и обсудить, на что стоит обращать внимание при выборе и эксплуатации.
Что такое 'отличная' линия экструзии и в чем её отличие от остального?
Первое, что приходит в голову при упоминании 'отличной' линии – это, конечно же, точность. А именно, точность контроля температуры, скорости экструзии, давления и подачи материала. Это не просто набор датчиков и регуляторов. Речь идет о грамотно спроектированной системе управления, способной быстро реагировать на изменения в процессе и поддерживать стабильные параметры. В идеале, система должна предусматривать возможность автоматической корректировки параметров в зависимости от типа используемого полимера, его марки и даже времени года. Зачастую, компании просто делают упор на 'мощность' машины, а не на её интеллект – это, конечно, влияет на производительность, но не гарантирует качество готового продукта.
Я работал с несколькими производителями, и разница в подходах была колоссальной. Например, одна из самых распространенных проблем – это неравномерный нагрев экструдера. Это приводит к локальным перегревам, деформации материала и, как следствие, к снижению оптических свойств листа. 'Отличная' линия должна иметь эффективную систему терморегуляции, способную поддерживать равномерную температуру по всему объему экструдера. Тут часто применяют различные конструкции рубашек охлаждения, керамические нагреватели и даже системы с переменным сопротивлением. Ну, и конечно, необходимо предусмотреть возможность контроля температуры на разных участках экструдера – это критично.
Иногда, производители пренебрегают качеством фильеры. Это, на мой взгляд, одна из самых больших ошибок. Фильеру нужно выбирать с учетом требований к размеру и форме листа, а также с учетом свойств используемого полимера. Плохая фильера может привести к неровностям на поверхности листа, деформации и даже к образованию трещин. Более того, фильеры быстро изнашиваются, особенно при экструзии ПК, поэтому необходимо предусмотреть систему их регулярной замены или ремонта. Иначе, удовольствие от 'отличной' линии быстро превратится в головную боль.
Проблемы с расплавом и его стабильностью
Стабильность расплава – ключевой фактор при производстве оптического листа. Нестабильный расплав приводит к колебаниям толщины листа, неоднородности материала и, в конечном итоге, к снижению его оптических характеристик. Это может быть вызвано различными факторами: некачественным сырьем, неправильной температурой экструдера, недостаточной перемешиванием расплава. Поэтому важно контролировать не только температуру, но и скорость перемешивания, а также давление на экструдере. И, конечно, качество сырья – это вопрос номер один. Использование некачественного ПК или ПММА сразу же обрекает на проблемы.
Я помню один случай, когда мы столкнулись с проблемой 'засасывания' воздуха в расплав. Это приводило к образованию пузырей и дефектов на поверхности листа. Оказалось, что в системе нет достаточной вакуумной откачки, а также недостаточно эффективной системы дегазации материала. Решение заключалось в установке дополнительного вакуумного насоса и введении дегазирующего агента в расплав. Да, это увеличило стоимость оборудования, но зато позволило значительно улучшить качество продукции.
Еще один момент, который часто упускают из виду – это правильный выбор шнека. Шнек должен соответствовать свойствам используемого полимера и обеспечивать равномерное перемешивание и плавное перемещение расплава. Неправильно подобранный шнек может привести к образованию зон перегрева или переохлаждения, что негативно сказывается на качестве листа.
Охлаждение и контроль геометрии листа
Охлаждение – это тоже критически важный этап. Слишком быстрое охлаждение может привести к образованию внутренних напряжений и трещин, а слишком медленное – к деформации листа. В идеале, необходимо использовать систему охлаждения с регулируемой скоростью и температурой. Охлаждение может осуществляться с помощью воды, воздуха или специальных охлаждающих пластин. Выбор системы охлаждения зависит от толщины листа, свойств полимера и требований к производительности.
Контроль геометрии листа – это тоже не просто формальность. Необходимо следить за тем, чтобы лист имел ровные края, отсутствие деформаций и равномерную толщину по всей площади. Для этого используют различные системы автоматического контроля, которые позволяют в режиме реального времени отслеживать параметры процесса и корректировать их при необходимости. В простейшем случае это может быть просто ручной контроль толщины листа, в более сложных системах – использование лазерных сканеров и датчиков давления.
Одним из распространенных способов контроля геометрии является использование специальных профилей и шаблонов. Лист проходит между этими профилями, и если обнаруживается отклонение от нормы, система автоматически корректирует параметры процесса. Это требует дополнительной настройки и калибровки, но позволяет добиться высокой точности.
Последующая обработка и контроль качества
Нельзя забывать и о последующей обработке листа. После экструзии лист может нуждаться в обрезке, шлифовке, полировке или ламинировании. Каждая из этих операций должна выполняться с учетом свойств полимера и требований к конечному продукту. Особенно важно обеспечить чистоту листа после экструзии, чтобы избежать загрязнений и дефектов. Это включает в себя удаление остатков расплава, пыли и других загрязнений.
Контроль качества должен осуществляться на всех этапах производства. После экструзии лист проверяется на соответствие требованиям к толщине, ширине, ровности поверхности, оптическим свойствам и другим параметрам. Для контроля оптических свойств используют различные приборы, такие как рефрактометры, спектрофотометры и лазерные измерители. Особенно важно контролировать показатель преломления и коэффициент пропускания света.
Иногда возникают проблемы с появлением царапин на поверхности листа. Это может быть вызвано использованием абразивных материалов при обработке или некачественной фильерой. Для предотвращения появления царапин необходимо использовать мягкие абразивы и фильеры из высококачественной стали. Также, важно соблюдать чистоту оборудования и избегать контакта листа с острыми предметами.
ООО Чанчжоу Даюнь Экологические Технологии и их решения
Компания ООО Чанчжоу Даюнь Экологические Технологии (https://www.jwell-machine.ru) – это производитель комплексного оборудования для экструзии полимерных материалов, и у них, как и у многих, есть свои особенности. Они предлагают как стандартные линии, так и индивидуальные решения, адаптированные под конкретные требования заказчика. Я знаком с несколькими проектами, где они успешно внедрили линии экструзии оптического листа, используя современные технологии управления и контроля. Однако, даже в их оборудовании иногда встречаются 'подводные камни', которые требуют внимательного подхода к настройке и эксплуатации.
Что касается линии экструзии оптического листа pc pmma, то здесь особенно важно обращать внимание на систему охлаждения и контроля геометрии листа. Эти два параметра напрямую влияют на оптические свойства конечного продукта. И, конечно же, не стоит забывать о качестве фильеры и стабильности расплава. Рекомендую перед покупкой оборудования провести тщательное тестирование и убедиться в его соответствии вашим требованиям. Также, полезно пообщаться с другими пользователями и узнать их опыт эксплуатации.
В заключение хочу сказать, что производство оптического листа – это сложный и ответственный процесс, требующий высокой квалификации и опыта. Выбор правильного оборудования, контроль качества на всех этапах производства и своевременное обслуживание оборудования – это залог успешного бизнеса.
Соответствующая продукция
Соответствующая продукция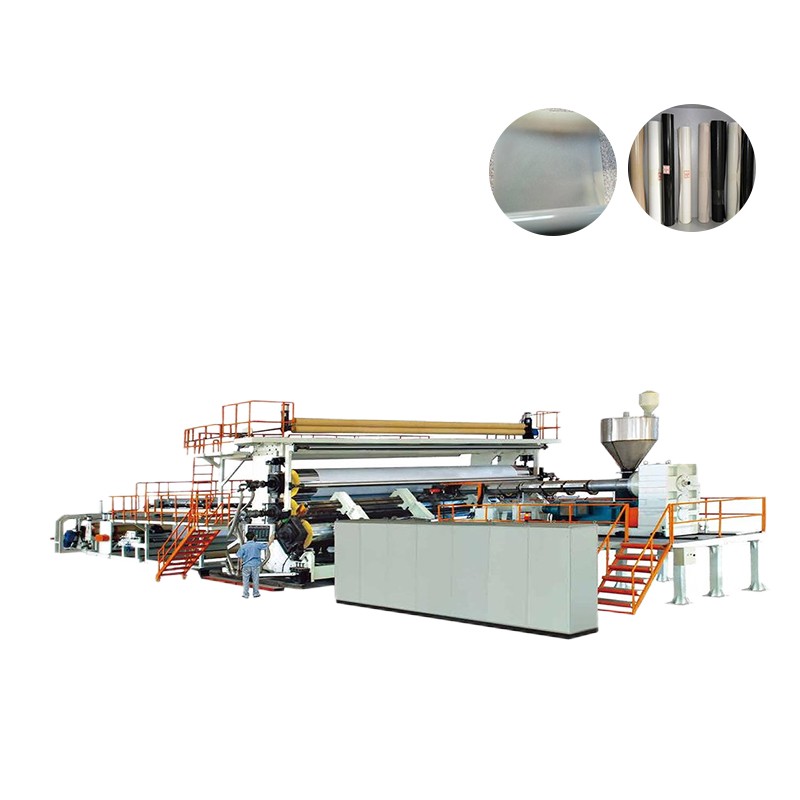




Самые продаваемые продукты
Самые продаваемые продукты-
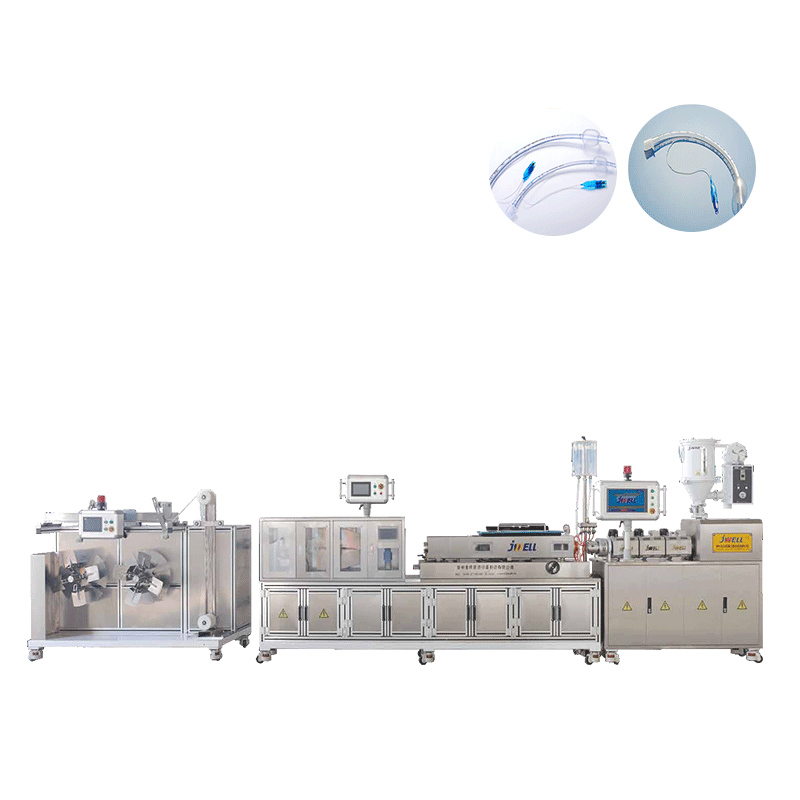
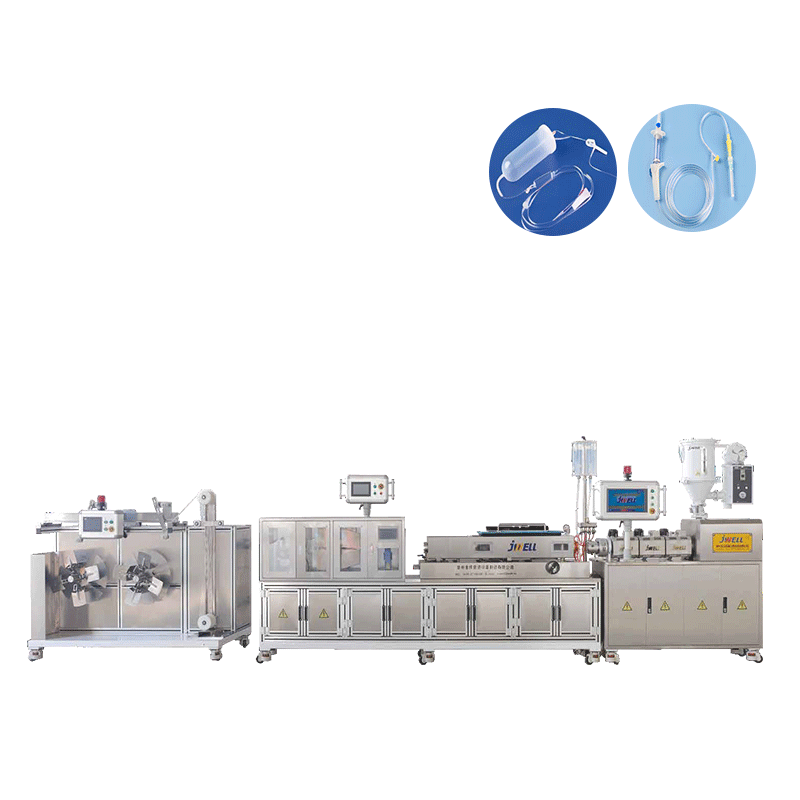 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
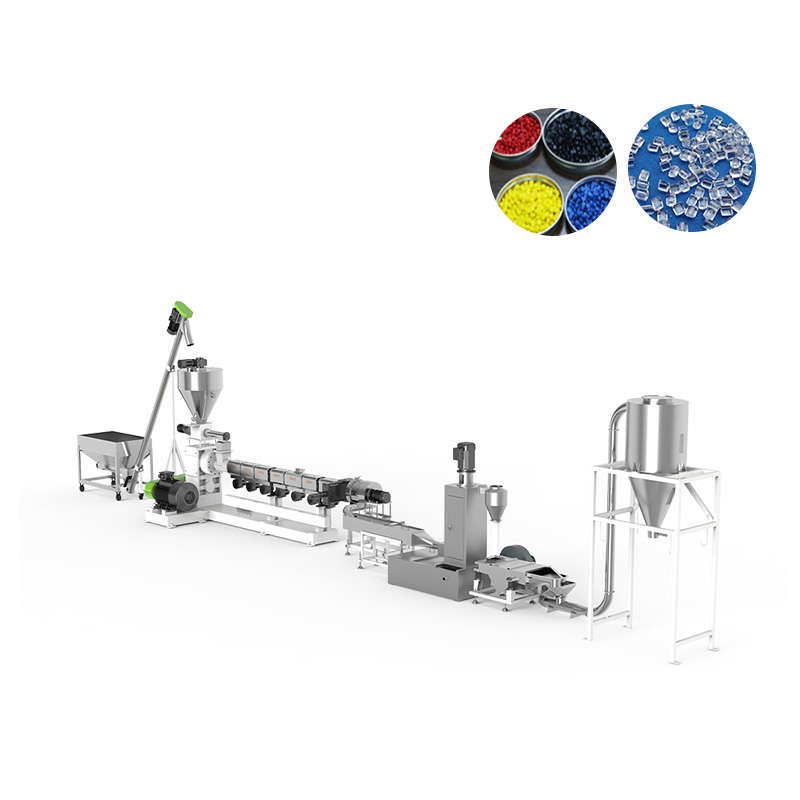
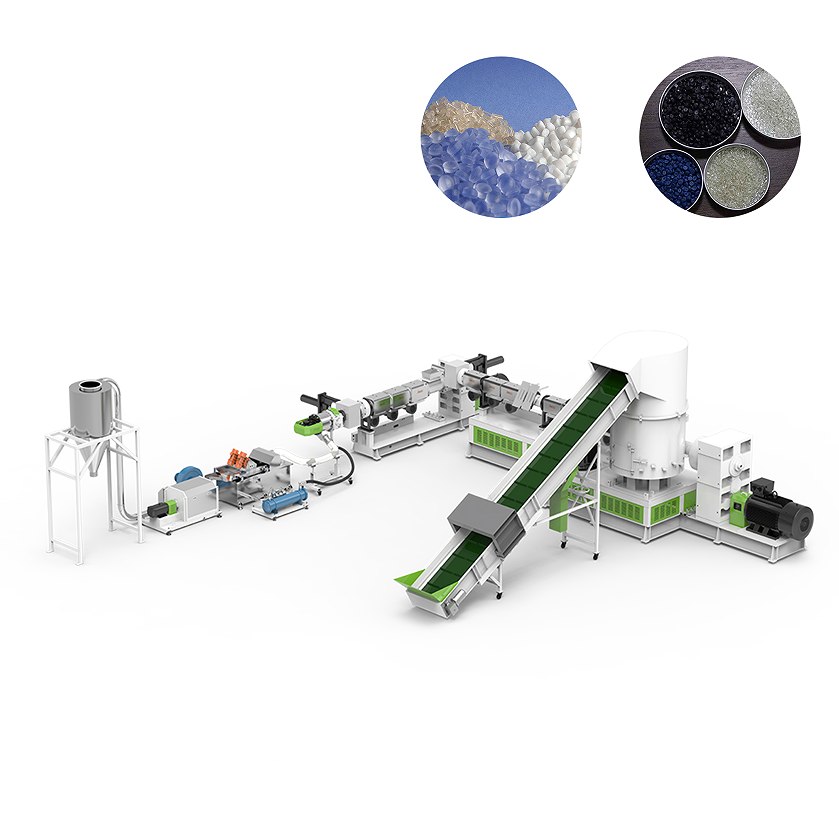 Интегрированная машина для переработки гранулирования Jwell Three Machine
Интегрированная машина для переработки гранулирования Jwell Three Machine -
 PEЛиния экструзии композита из меди и пластика с техническим углеродом
PEЛиния экструзии композита из меди и пластика с техническим углеродом -
 После полимеризационной обработки
После полимеризационной обработки -
 Одношнековая линия экструзии WPC-HDPE (вспенивание)
Одношнековая линия экструзии WPC-HDPE (вспенивание) -
 Одновальный шредер DYSSJ от JWELL
Одновальный шредер DYSSJ от JWELL -
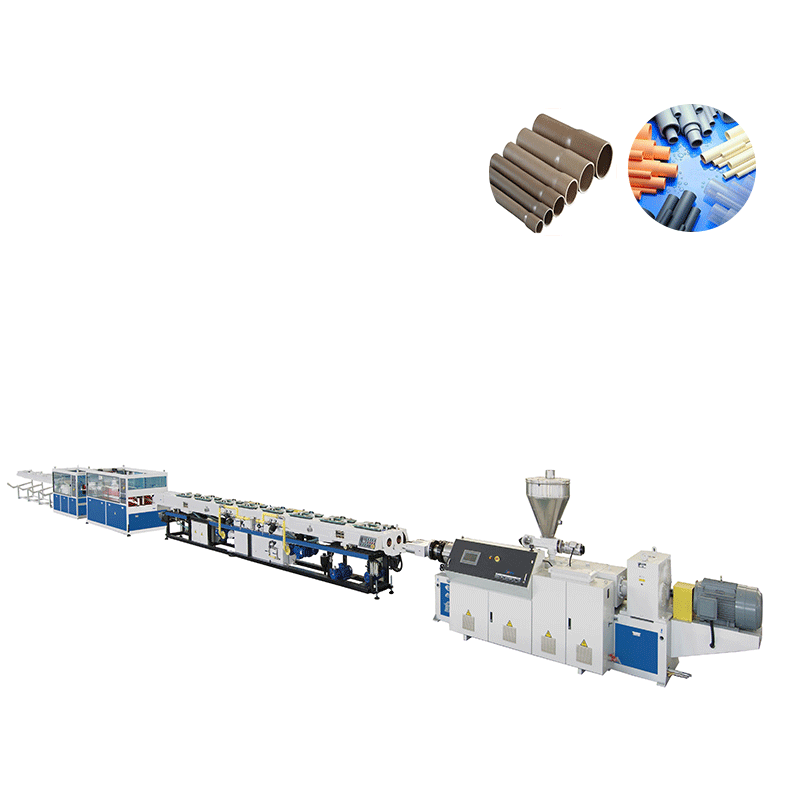 Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии
Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Энергосберегающая высокоскоростная экструзионная линия для производства водопроводных и газовых труб из HDPE
Энергосберегающая высокоскоростная экструзионная линия для производства водопроводных и газовых труб из HDPE -
 JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия -
 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
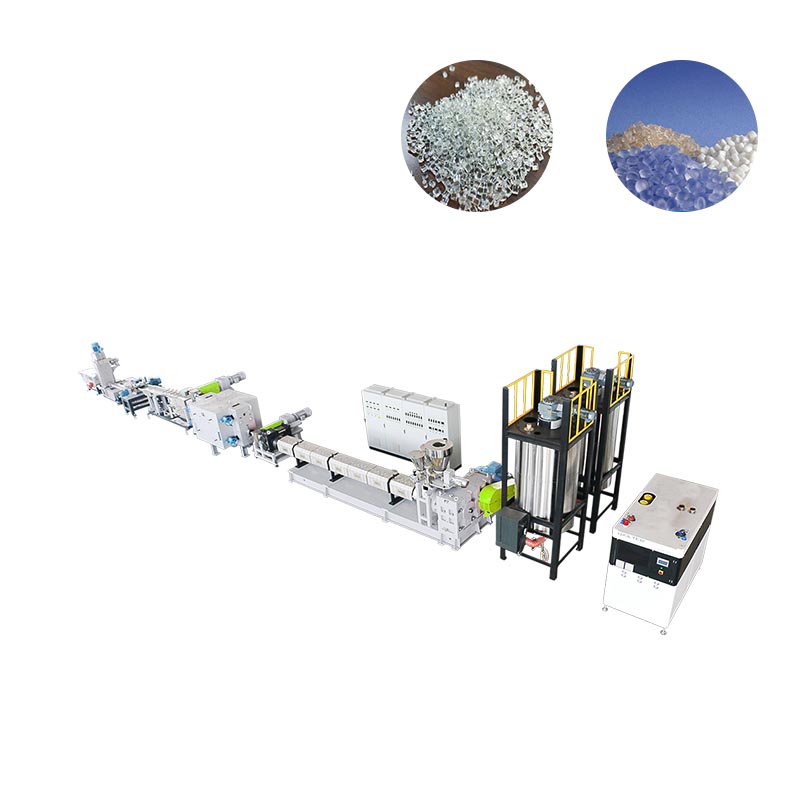
 Линия экструзии труб центральной вены
Линия экструзии труб центральной вены
Связанный поиск
Связанный поиск- Производитель одношнековой экструзионной линии для производства древесно-полимерного пенопласта
- Ведущая линия гранулирования отходов переработки волокна
- Завод по производству экструзионной линии листов pc pmma gpps
- Отличное оборудование для солнечной энергии
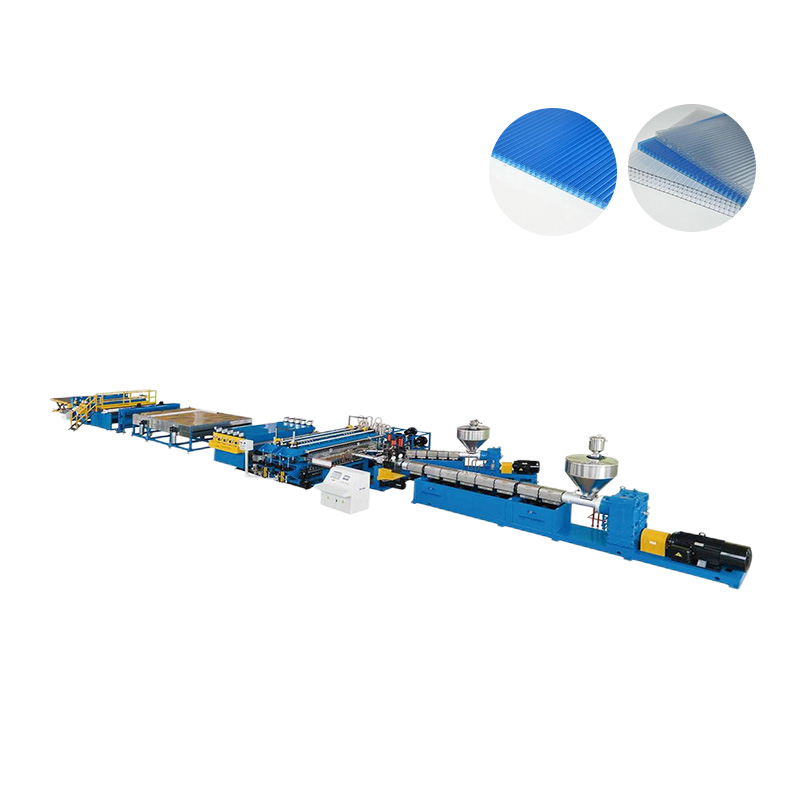
- Экструзионная линия для полых профилей из пк пп пэ
- Высокое качество пластиковые дробилки
- Высококачественная дробилка для поддонов
- Полимерная композитная гидроизоляционная мембрана экструзионная линия в китае
- Превосходная машина для производства хлопьев для пэт-бутылок
- Китайский производитель абс пластик экструзионная машина



