


Отличная линия экструзии полимерных композитных гидроизоляционных мембран
Что такое 'отличная линия экструзии полимерных композитных гидроизоляционных мембран'? Вопрос, который часто задают, но ответ, как правило, не такой простой, как кажется. Многие заводят свои проекты, ориентируясь на 'лучший производитель' или 'самое современное оборудование', забывая, что подбор комплексного решения – это всегда компромисс, и он зависит не только от технических характеристик, но и от специфики применения, климатических условий и, конечно, опыта команды. Мы в ООО Чанчжоу Даюнь Экологические Технологии (https://www.jwell-machine.ru/) сталкивались с этим неоднократно, и хочу поделиться некоторыми наблюдениями, выстраданными на практике. В этой статье мы разберем ключевые аспекты создания эффективной линии, акцентируя внимание на том, что не всегда очевидно из маркетинговых материалов.
Выбор экструдера: фундаментальный шаг
Самое очевидное – это выбор экструдера. Но тут легко допустить ошибку. Часто ориентируются на производительность, но не учитывают особенности компаундирования. Гидроизоляционные мембраны, особенно композитные, часто требуют специфического режима работы экструдера – например, с применением нестандартных шнеков или многоскоростных систем. При этом нужно учитывать не только производительность, но и энергоэффективность, а также простоту обслуживания. Мы, например, много работаем с экструдерами, адаптированными для работы с полиолефинами – это, пожалуй, наиболее распространенный класс полимеров в гидроизоляции. Важно понимать, что 'отличный экструдер' для ПВХ не обязательно 'отличный' для ТПО или других материалов. Нужно углубляться в детали, изучать технические характеристики и отзывы от пользователей, работающих с подобными материалами.
В нашей практике был случай, когда клиент выбрал экструдер, исходя из заявленной производительности, но столкнулся с проблемами при работе с добавками – модификаторами, красителями, антиоксидантами. Экструдер просто не справлялся с равномерным распределением этих компонентов, что приводило к неравномерному составу материала и, как следствие, к снижению качества конечного продукта. Выяснилось, что необходимо было рассмотреть варианты с более мощной системой смешивания и специализированным шнеком.
Шнековая схема и ее влияние на качество мембраны
Шнековая схема – это, пожалуй, один из самых важных факторов, влияющих на качество производимой мембраны. Различные конфигурации шнеков обеспечивают разную степень смешивания и дегазации материала. Например, использование шнека с несколькими зонами смешивания позволяет более эффективно диспергировать добавки и предотвращать образование дефектов в материале. Например, для мембран, требующих высокой прочности на разрыв, необходимо тщательно контролировать процесс смешивания, чтобы избежать образования слабых зон.
Многоскоростные шнеки, как правило, используются для материалов с высокой вязкостью, что позволяет снизить нагрузку на экструдер и улучшить качество материала. Но стоит помнить, что они требуют более сложного обслуживания и настройки. Нужно взвесить все 'за' и 'против' и выбрать оптимальный вариант, исходя из специфики материала и требований к качеству готовой продукции.
Система охлаждения и вытяжки: контроль над процессом
Не менее важную роль играет система охлаждения и вытяжки. Эффективное охлаждение необходимо для поддержания нужной температуры материала и предотвращения его деформации. Вытяжка нужна для удаления вредных паров и запахов, а также для поддержания чистоты производственного помещения. Недостаточная эффективность этих систем может привести к снижению качества материала, ухудшению условий труда и даже к нарушению экологических норм.
Часто недооценивают роль системы вытяжки. Пары, выделяемые при экструзии полимеров, могут быть токсичными и опасными для здоровья. Кроме того, они могут вызывать коррозию оборудования и ухудшать качество конечного продукта. Необходимо использовать качественные фильтры и регулярно проводить их обслуживание. Мы рекомендуем использовать системы вытяжки с несколькими ступенями фильтрации, чтобы обеспечить максимальную защиту.
Автоматизация процесса и контроль параметров
Современные линии экструзии полимерных композитных гидроизоляционных мембран часто оснащаются автоматизированными системами управления, которые позволяют контролировать и регулировать различные параметры процесса – температуру, давление, скорость экструзии и т.д. Это позволяет обеспечить стабильное качество продукции и снизить вероятность возникновения брака.
Однако, автоматизация – это не панацея. Важно правильно настроить систему управления и регулярно проводить ее калибровку. Кроме того, необходимо обучить персонал работе с автоматизированным оборудованием. Без этого даже самая современная система не сможет обеспечить оптимальный результат.
Контроль качества и тестирование материала
Наконец, не стоит забывать о контроле качества и тестировании материала. Необходимо проводить регулярные испытания образцов материала на прочность, эластичность, водонепроницаемость и другие параметры. Это позволяет выявить дефекты на ранней стадии и предотвратить выпуск бракованной продукции.
В нашей компании мы используем различные методы контроля качества, включая визуальный осмотр, ультразвуковой контроль, испытания на растяжение и сжатие. Мы также проводим лабораторные исследования для определения химического состава материала и выявления возможных загрязнений.
Ошибки, которые стоит избегать
Мы в ООО Чанчжоу Даюнь Экологические Технологии часто встречаем следующие ошибки при создании линий для производства полимерных гидроизоляционных мембран: недооценка важности правильного выбора экструдера и шнека, некачественная система охлаждения и вытяжки, недостаточный контроль качества материала. Эти ошибки могут привести к серьезным проблемам с производством и снижению рентабельности проекта.
Главный совет – не спешите с выбором оборудования. Тщательно изучите все характеристики, проконсультируйтесь с экспертами и проведите тестовые испытания. И помните, что инвестиции в качественное оборудование и обучение персонала всегда окупаются в долгосрочной перспективе.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Система переработки труб большого диаметра JWELL
Система переработки труб большого диаметра JWELL -
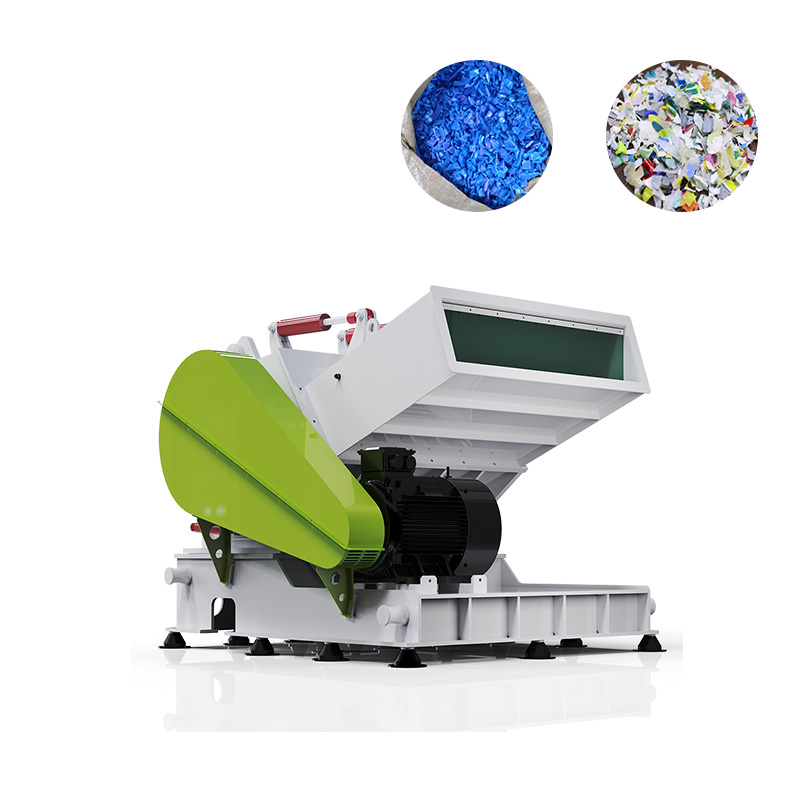
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
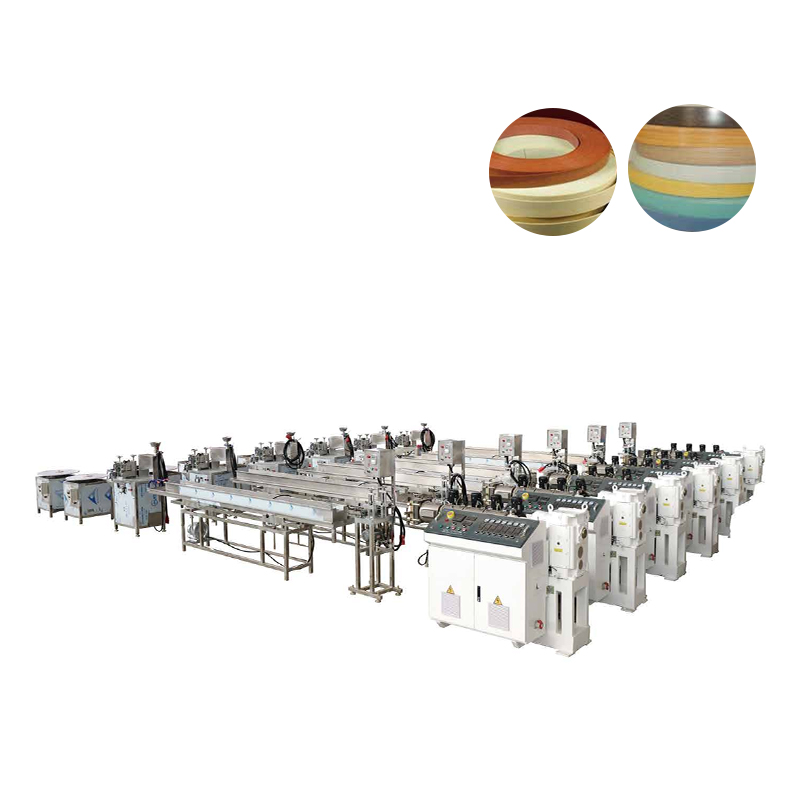 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
 Линия экструзии труб центральной вены
Линия экструзии труб центральной вены -
 Дробилка для поддонов серии DYPS-T
Дробилка для поддонов серии DYPS-T -
 Линия экструзии композитных полов SPC
Линия экструзии композитных полов SPC -
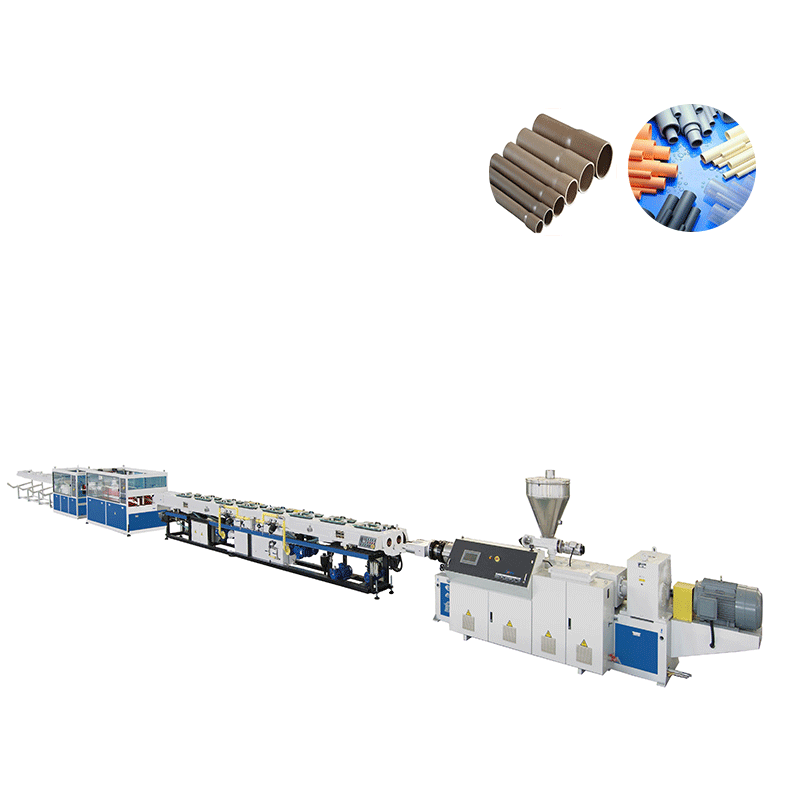 Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии
Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии -
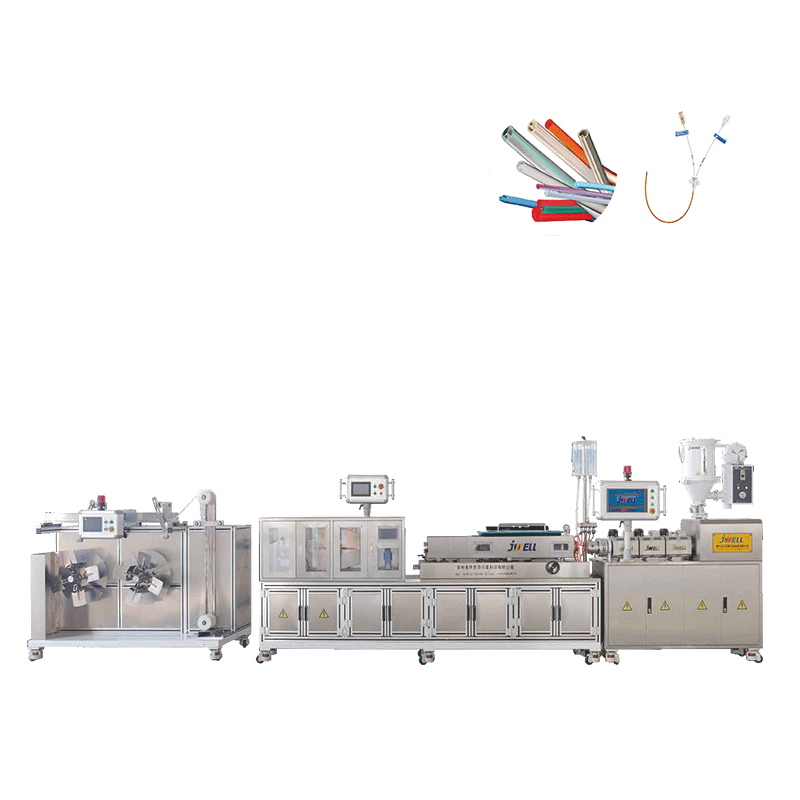
 Линия экструзии тонких трубок для 3D-печати проводов в автомобильной промышленности
Линия экструзии тонких трубок для 3D-печати проводов в автомобильной промышленности -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба
Одна винтовая экструзионная линия эндотршеальная труба и инфузионная труба -
 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
 Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Связанный поиск
Связанный поиск- Производитель шнеков серии выдувного формования в китае
- Производитель грануляторов для вторичной переработки 3 в 1 в китае
- Высокоскоростная энергосберегающая линия многослойной коэкструзии силиконовых труб из пнд
- Высококачественная линия экструзии пвх древесно-пластиковых быстроразъемных панелей
- Китайский производитель высоконаполненных и высокопроизводительных линий гранулирования
- Производитель экструзионных линий для одновинтовых катетеров и инфузионных трубок
- Одношнековый гранулятор для переработки жесткого пластика
- Ведущая линия очистки
- Высокое качество компаундирования машина
- Отличная компаундирующая машина



