


Отличная линия экструзии прозрачного мягкого и жесткого листа пвх
Прозрачный ПВХ – это всегда вызов. Многие считают, что его экструзия – это просто варьирование параметров обычного производства, но на деле тут тонкости, которые легко упустить. Начнем с главного: стабильное качество прозрачности, отсутствие дефектов, и, конечно, оптимальная производительность – вот главные вопросы, с которыми сталкиваются производители. И как показывает практика, 'отличная линия' – это не просто набор оборудования, а комплексный подход, охватывающий от выбора сырья до контроля готовой продукции.
Проблемы с прозрачностью: откуда берется мутность?
Самое распространенное недоразумение – прозрачность ПВХ достигается только добавлением определенных добавок. Это, конечно, верно частично, но не исчерпывающе. Существует целый ряд факторов, влияющих на конечный результат. Например, неправильная температура экструзии, недостаточная дегазация, или даже небольшое количество влаги в сырье могут привести к появлению мутности и помутнения. Мы, кстати, в своей работе часто сталкиваемся с подобными проблемами, и всегда начинаем с детального анализа процесса. Нужно понимать, что даже самые современные фильтры не всегда способны убрать все примеси, если проблема кроется в самом сырье или в неправильных параметрах экструзии.
А еще, конечно, стоит говорить о типе используемого сырья. Не все марки ПВХ одинаково подходят для прозрачной экструзии. Некоторые марки содержат примеси, которые со временем начинают влиять на прозрачность. Например, высокопроходимые пигменты, используемые для окрашивания, могут искажать прозрачность даже при небольшом проценте добавления. Мы всегда тщательно проверяем качество сырья, которое поступает на нашу линию, и стараемся работать с надежными поставщиками.
Оптимизация параметров экструзии для прозрачного ПВХ
Далее, самый важный момент – параметры экструзии. Здесь нет универсальной формулы, и каждый материал требует индивидуального подхода. Но есть несколько общих рекомендаций, которые мы всегда учитываем. Первое – точное поддержание температуры экструзии. Слишком высокая температура может привести к деградации полимера и потере прозрачности, а слишком низкая – к образованию неоднородностей и дефектов. Второе – обеспечение эффективного перемешивания материала в экструдере. Это необходимо для равномерного распределения добавок и предотвращения образования горячих точек. И третье – правильный выбор скорости экструзии. Слишком высокая скорость может привести к образованию пузырьков воздуха, а слишком низкая – к увеличению времени цикла и снижению производительности.
В частности, для производства прозрачного ПВХ листа, мы рекомендуем использовать экструдеры с переменным числом зон нагрева и охлаждения. Это позволяет точно контролировать температуру материала на разных этапах экструзии и оптимизировать процесс для достижения наилучшей прозрачности. Еще один важный фактор - использование высококачественных фильтров и систем дегазации. Они помогают удалить из материала влагу и другие примеси, которые могут негативно повлиять на прозрачность. Мы в своей практике часто используем систему вакуумной дегазации, которая позволяет удалить даже самые мелкие пузырьки воздуха и обеспечить максимально прозрачный результат.
Контроль качества готовой продукции: невидимые дефекты
Нельзя забывать и о контроле качества готовой продукции. Даже небольшие дефекты, такие как царапины или потертости, могут значительно снизить прозрачность листа. Поэтому, мы уделяем особое внимание этапу контроля качества. Мы используем различные методы контроля, включая визуальный осмотр, измерение толщины листа, и проверку на наличие дефектов поверхности. Особенно важен контроль на предмет микротрещин – они часто незаметны невооруженным глазом, но могут сильно ухудшить прозрачность и прочность материала.
Для контроля прозрачности мы используем специальные приборы, которые позволяют измерять светопропускание листа. Это позволяет нам точно определить степень прозрачности и выявить возможные дефекты. Кроме того, мы проводим тесты на устойчивость к царапинам и воздействию ультрафиолетового излучения, чтобы убедиться в долговечности и надежности готовой продукции. Мы также очень внимательно относимся к упаковке, так как повреждения во время транспортировки могут привести к появлению новых дефектов.
Несколько случаев из практики: успехи и неудачи
Однажды, мы столкнулись с проблемой помутнения прозрачного ПВХ листа. Мы проверили сырье, параметры экструзии, и систему контроля качества – но причина так и не была найдена. После нескольких дней анализа, мы выяснили, что проблема заключалась в неправильном выборе системы охлаждения. Охлаждение было слишком быстрым, что приводило к образованию внутренних напряжений и помутнению материала. После оптимизации системы охлаждения, проблема была решена.
В другом случае, мы пытались экструдировать прозрачный ПВХ лист с добавлением красителя. Но, в результате, получили лист с неравномерной прозрачностью и помутнениями. Пришлось отказаться от использования этого красителя и попробовать другой вариант. Это еще раз показало нам, насколько важен правильный выбор сырья и комплексный подход к решению проблем.
Оборудование ООО Чанчжоу Даюнь Экологические Технологии: надежность и эффективность
ООО Чанчжоу Даюнь Экологические Технологии специализируется на производстве комплектов экструзионного оборудования. Мы понимаем все тонкости производства прозрачного ПВХ и предлагаем современные решения, которые позволяют достичь наилучшего качества и производительности. Наши линии оснащены передовыми экструдерами, системами контроля температуры и давления, и автоматизированными системами управления. Мы предлагаем индивидуальный подход к каждому клиенту и гарантируем надежную и эффективную работу оборудования. Вы можете найти более подробную информацию на нашем сайте: https://www.jwell-machine.ru. Мы также располагаем опытной командой специалистов, которые готовы оказать консультационную поддержку на всех этапах производства.
И напоследок: производство прозрачного ПВХ – это не просто экструзия материала. Это искусство, требующее опыта, знаний, и постоянного совершенствования. Именно поэтому, мы всегда стараемся быть в курсе последних тенденций и технологий, и предлагать нашим клиентам лучшие решения для производства высококачественной прозрачной продукции. Мы понимаем, что прозрачный ПВХ – это не только эстетика, но и функциональность, и наша задача – обеспечить и то, и другое.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 Линия экструзии водонепроницаемых листов из ПЭ-геомембраны
Линия экструзии водонепроницаемых листов из ПЭ-геомембраны -
 Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии
Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии -
 Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Линия экструзии пенопласта с ПВХ-покрытием (WPC) -
 Линия по экструзии композитных напольных покрытий LVT
Линия по экструзии композитных напольных покрытий LVT -
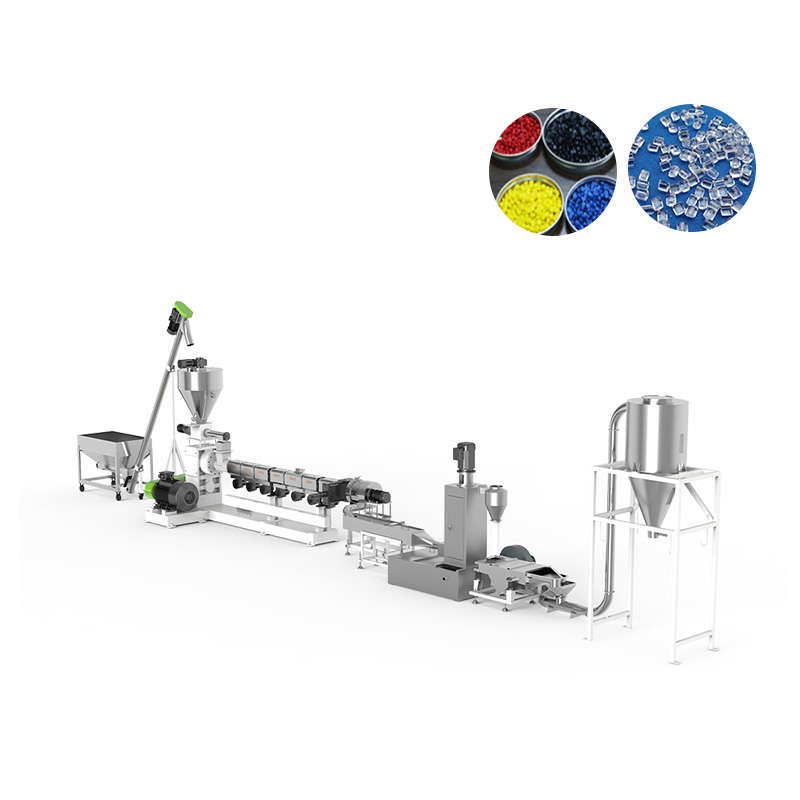 Одноступенчатая грануляционная машина
Одноступенчатая грануляционная машина -
 Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем
Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем -
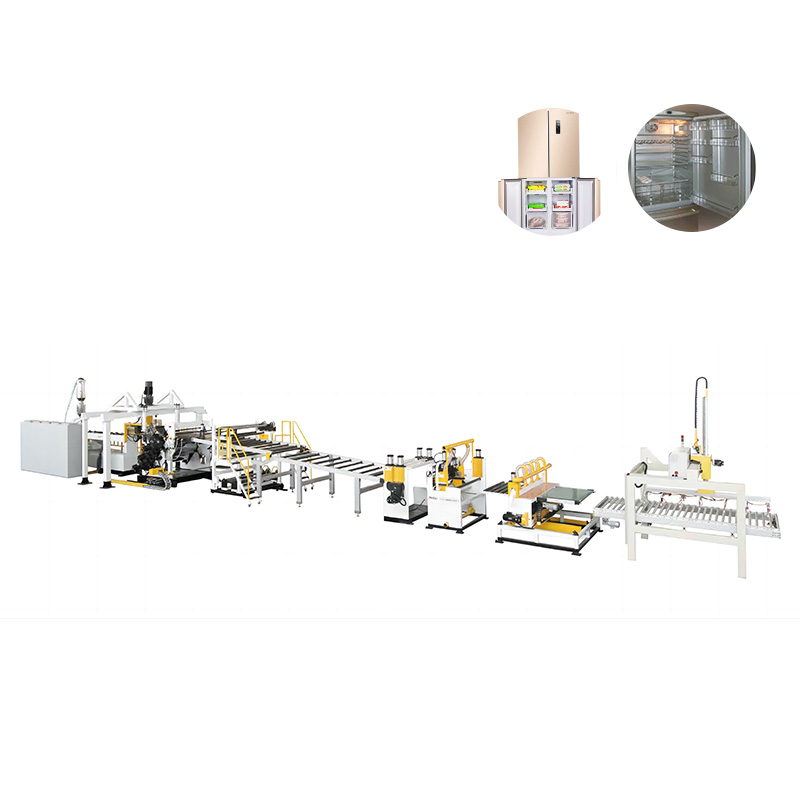 Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий
Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий -
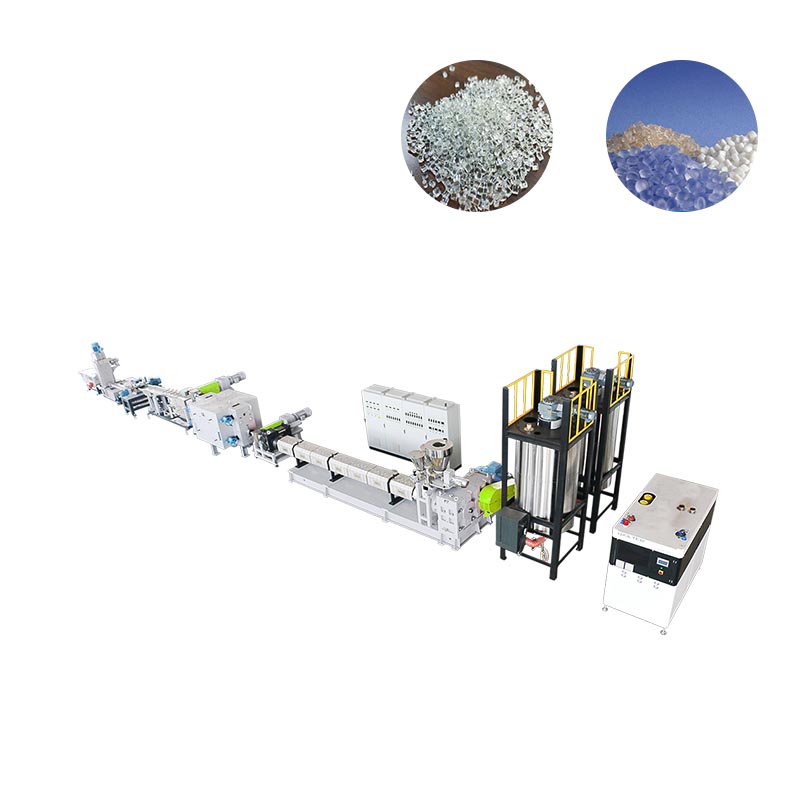
 Название продукта (Имя) Серия термопластичных эластомеров
Название продукта (Имя) Серия термопластичных эластомеров -
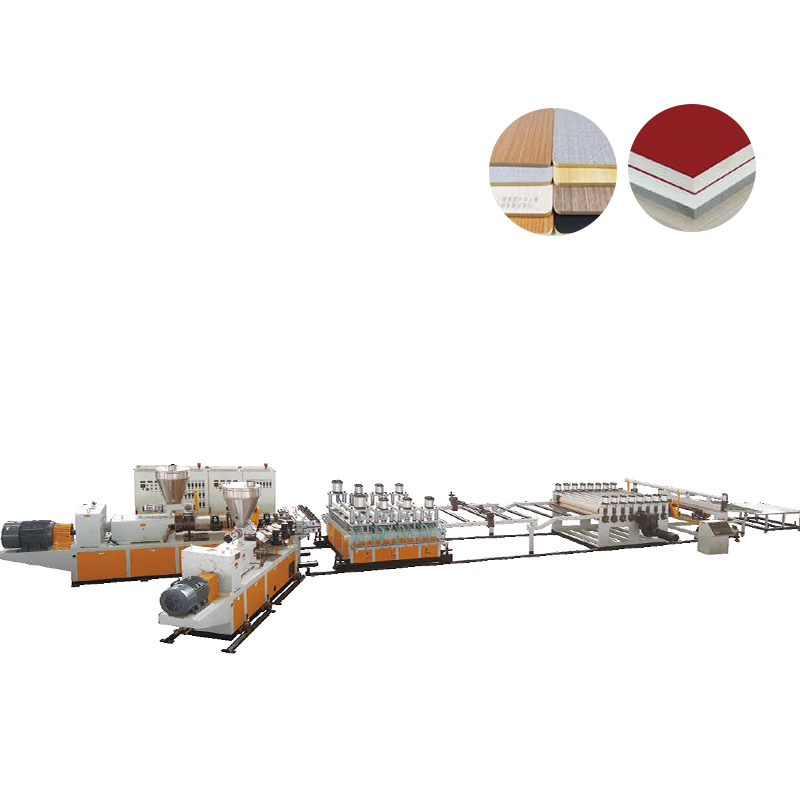
 Экструзионная линия для декоративных и мраморных листов из PVC
Экструзионная линия для декоративных и мраморных листов из PVC -
 Одношнековый гранулятор JWL
Одношнековый гранулятор JWL -
 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Связанный поиск
Связанный поиск- Производители алюминиевых пластиковых композитных панелей экструзионные линии в китае
- Линия экструзии древесно-пластиковых дверных панелей из пвх
- Ведущий абс пластик экструдер
- Установки для экструзии полипропиленовых труб
- Производитель двухвальных измельчителей для вторичной переработки
- Сверхмощный одновальный измельчитель для переработки отходов в китае
- Ведущая линия экструзии спиральных труб армированных стальной проволокой
- Ведущая линия экструзии полимерных композитных гидроизоляционных мембран
- Установки для экструзии листового полиэтилена pp pe
- Отличный abs hips pmma холодильник пластины сантехника пластины экструзионная линия



