


Отличная линия экструзии сплошного/волнового листа пк
Вопрос о выборе оптимального оборудования для производства поликарбонатного листа – это всегда компромисс. Многие ориентируются на заявленные характеристики и цену, но часто упускают из виду критически важные детали, которые влияют на долговечность, стабильность производства и, как следствие, рентабельность. Говорят о “лучших линиях”, но что на самом деле значит “лучшая” для конкретного случая? Это не просто о мощностях, а о сочетании технологичности, надежности и, конечно, опыте поставщика. Мы в ООО Чанчжоу Даюнь Экологические Технологии, занимаемся производством оборудования для экструзии уже много лет, и вот что мы видим на практике.
Основные вызовы при производстве ПК листа
Первый, и самый очевидный вызов – это контроль качества материала. Поликарбонат – материал чувствительный к температуре, давлению и скорости экструзии. Даже небольшие отклонения могут привести к дефектам – царапинам, пузырькам, неравномерному распределению цвета. Нам часто пишут клиенты, недовольные браком, и проблема редко кроется в самом полимере, скорее, в несовершенстве оборудования или неполадках в настройке технологического процесса. Это прямые последствия недооценки роли линии экструзии сплошного/волнового листа пк в конечном продукте.
Другой распространенной проблемой является неравномерность толщины листа. Это происходит из-за недостаточной стабилизации температуры экструдера или проблем с системой охлаждения. Помните, что поликарбонат – термопласт, и его свойства существенно меняются при нагреве. Неконтролируемые перепады температуры приводят к деформации материала, что, опять же, сказывается на качестве готового изделия.
И, конечно, нельзя забывать о проблемах с подачей материала и его равномерным распределением по форме листа. Частые зажоры, срывы материала – это не только потеря сырья, но и значительное снижение производительности. Мы видели это неоднократно, и каждый случай требовал индивидуального подхода, часто включавшего в себя изменение конструкции головки экструдера или оптимизацию параметров подачи материала.
Важность равномерного нагрева и охлаждения
Я полагаю, что часто недооценивают роль правильной системы нагрева и охлаждения в линии экструзии сплошного/волнового листа пк. Это не просто необходимость, это основа качественного производства. Равномерный нагрев обеспечивает стабильную вязкость материала, а эффективное охлаждение – контролируемую кристаллизацию, что напрямую влияет на прочность и прозрачность поликарбоната.
Мы рекомендуем использовать системы нагрева с зональным контролем температуры, а также эффективные системы охлаждения, например, с использованием воды или воздуха. Важно, чтобы температура в экструдере была стабильной и равномерной, а температура охлаждения – достаточной для предотвращения деформации листа. Сейчас все больше склоняются к комбинированным системам, сочетающим водяное и воздушное охлаждение, что позволяет достичь оптимального баланса между скоростью охлаждения и предотвращением деформации.
В нашем опыте, замена старой системы охлаждения на более современную, с автоматическим контролем температуры, значительно увеличивает стабильность производства и снижает количество брака. И это не обязательно самая дорогая система – часто достаточно правильно подобрать параметры и оптимизировать работу существующей установки.
Особенности выбора экструдера для ПК
При выборе экструдера для производства поликарбонатного листа, необходимо учитывать несколько факторов. Во-первых, это производительность – необходимая мощность экструдера зависит от желаемой производительности и толщины листа. Во-вторых, это конструкция экструдера – для ПК обычно используют шнековые экструдеры с высоким передаточным числом и специальными лопастями, которые обеспечивают равномерное перемешивание и плавное расплавление материала.
Большое значение имеет материал изготовления экструдера – обычно используют нержавеющую сталь, которая устойчива к коррозии и не вступает в реакцию с полимером. Не менее важна точность изготовления деталей экструдера – даже небольшие отклонения могут привести к проблемам с подачей материала и дефектам листа. ООО Чанчжоу Даюнь Экологические Технологии использует высококачественные материалы и современное оборудование для производства экструдеров, что обеспечивает их надежность и долговечность.
Типы экструдеров и их применимость
Стоит отметить, что существуют различные типы шнековых экструдеров – одношнековые, двухшнековые и трехшнековые. Для производства ПК листа чаще всего используют двухшнековые экструдеры, которые обеспечивают более эффективное перемешивание материала и более равномерную подачу. Трехшнековые экструдеры обычно используются для производства материалов с высокой вязкостью или с добавлением наполнителей. Выбор типа экструдера зависит от конкретных требований к конечному продукту и типа используемого полимера.
Кроме того, важную роль играет конструкция головки экструдера. От ее конструкции зависит качество экструдированного листа, его поверхность и толщина. Мы предлагаем различные варианты конструкций головок экструдеров, которые позволяют достичь оптимальных результатов для различных типов ПК листа.
Анализ реальных кейсов
Мы работали с несколькими компаниями, занимающимися производством поликарбонатного листа, и каждый случай имел свои особенности. В одном случае клиенту потребовалось решить проблему с деформацией листа при охлаждении. Мы пересмотрели параметры охлаждения, оптимизировали конструкцию системы охлаждения и в результате удалось значительно снизить количество дефектных изделий.
В другом случае проблема заключалась в неравномерной подаче материала. Мы установили новую головку экструдера с улучшенной конструкцией лопастей и оптимизировали параметры подачи материала. Это позволило обеспечить равномерное распределение материала по форме листа и снизить количество зажоров.
Иногда проблема была связана с некачественным сырьем. Мы провели анализ состава полимера и рекомендовали клиенту использовать сырье более высокого качества. Это позволило значительно повысить качество готового продукта и снизить количество брака. В таких ситуациях, конечно, решение не в линии экструзии, а в подборе правильного материала. Нам как производителю оборудования важно указывать на такие нестыковки, чтобы избежать дальнейших проблем.
Ключевые факторы успешного производства
Подводя итог, хочу сказать, что успешное производство поликарбонатного листа – это комплексный процесс, требующий внимания ко всем деталям. Важно правильно выбрать оборудование, настроить технологический процесс, контролировать качество сырья и постоянно оптимизировать производство. Линия экструзии сплошного/волнового листа пк должна быть адаптирована под конкретные требования производства. Не стоит экономить на качестве оборудования, так как это окупится в долгосрочной перспективе. ООО Чанчжоу Даюнь Экологические Технологии всегда готова помочь вам в выборе оптимального решения для вашего бизнеса.
Заключение
Надеюсь, этот небольшой обзор поможет вам лучше понять особенности производства поликарбонатного листа. Мы всегда рады ответить на ваши вопросы и предложить вам оптимальное решение, основанное на нашем многолетнем опыте и глубоких знаниях отрасли. Мы не просто производим оборудование, мы помогаем нашим клиентам достигать высоких результатов.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Магистраль из ПВХ JWELL
Магистраль из ПВХ JWELL -
 Экструзионная линия для полых пластиковых профилей из PC, PP, PE
Экструзионная линия для полых пластиковых профилей из PC, PP, PE -
 YSSQ Series Light Single Shaft Shredder Легкий одновальный измельчитель серии DYSSQ
YSSQ Series Light Single Shaft Shredder Легкий одновальный измельчитель серии DYSSQ -
 JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия
JWELL ПВХ PP PE PC ABS небольшой профиль экструзионная линия -
 Линия экструзии композитных полов SPC
Линия экструзии композитных полов SPC -
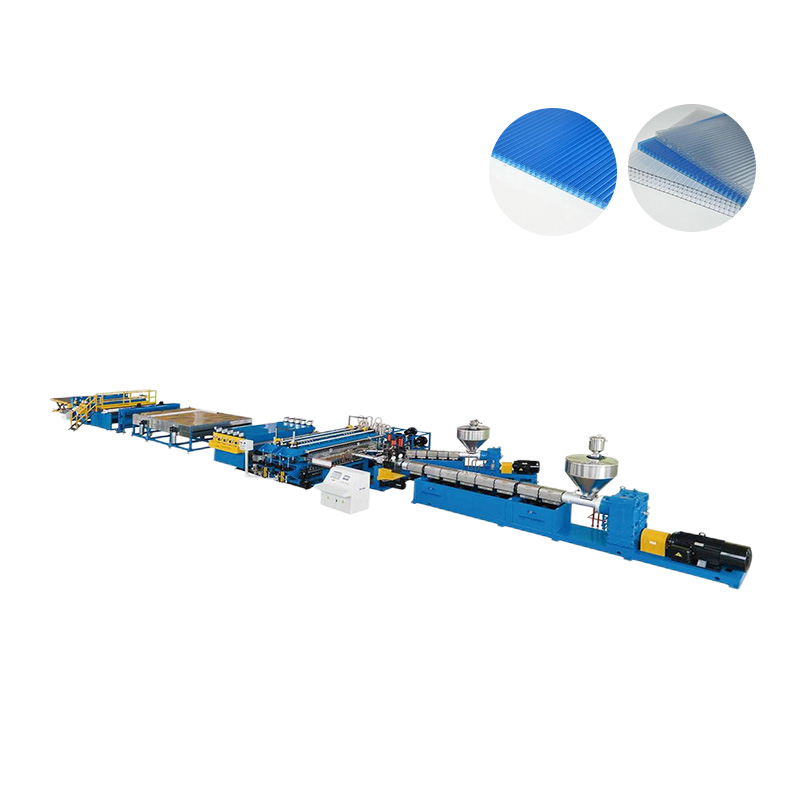
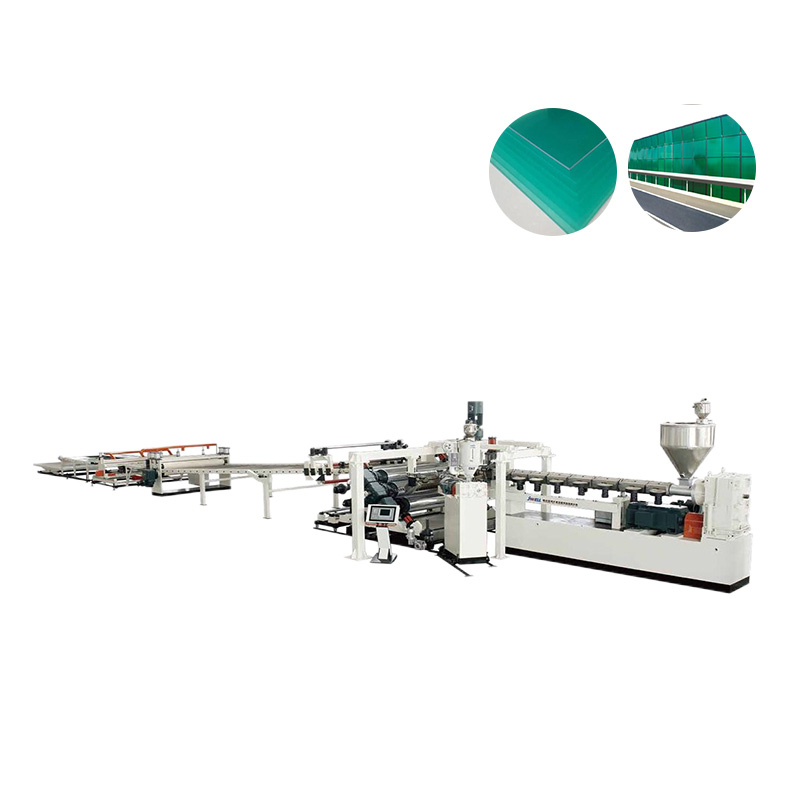 Экструзионная линия для сплошных и гофрированных листов из PC
Экструзионная линия для сплошных и гофрированных листов из PC -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 Одношнековый гранулятор для переработки жёсткого пластика Jwell
Одношнековый гранулятор для переработки жёсткого пластика Jwell -
 30-литровая двухпостовая выдувная машина для производства канистр
30-литровая двухпостовая выдувная машина для производства канистр -
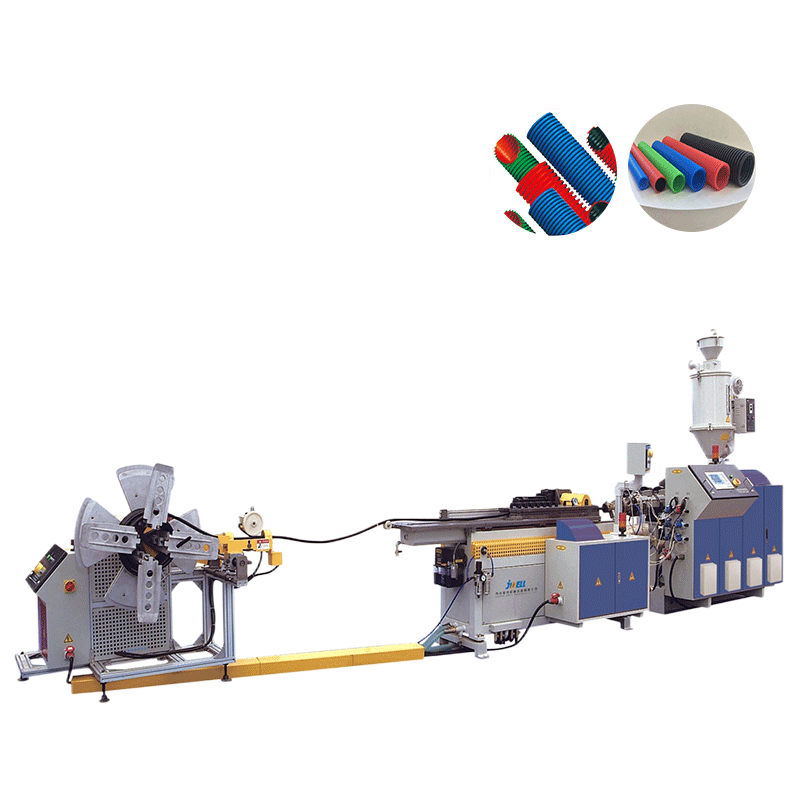 PA, PE, PP, PVC одностенная, двухстенная гофрированная трубная экструзионная линия
PA, PE, PP, PVC одностенная, двухстенная гофрированная трубная экструзионная линия -
 Высоконаполнительная грануляционная линия JWELL серии высокой производительности
Высоконаполнительная грануляционная линия JWELL серии высокой производительности -
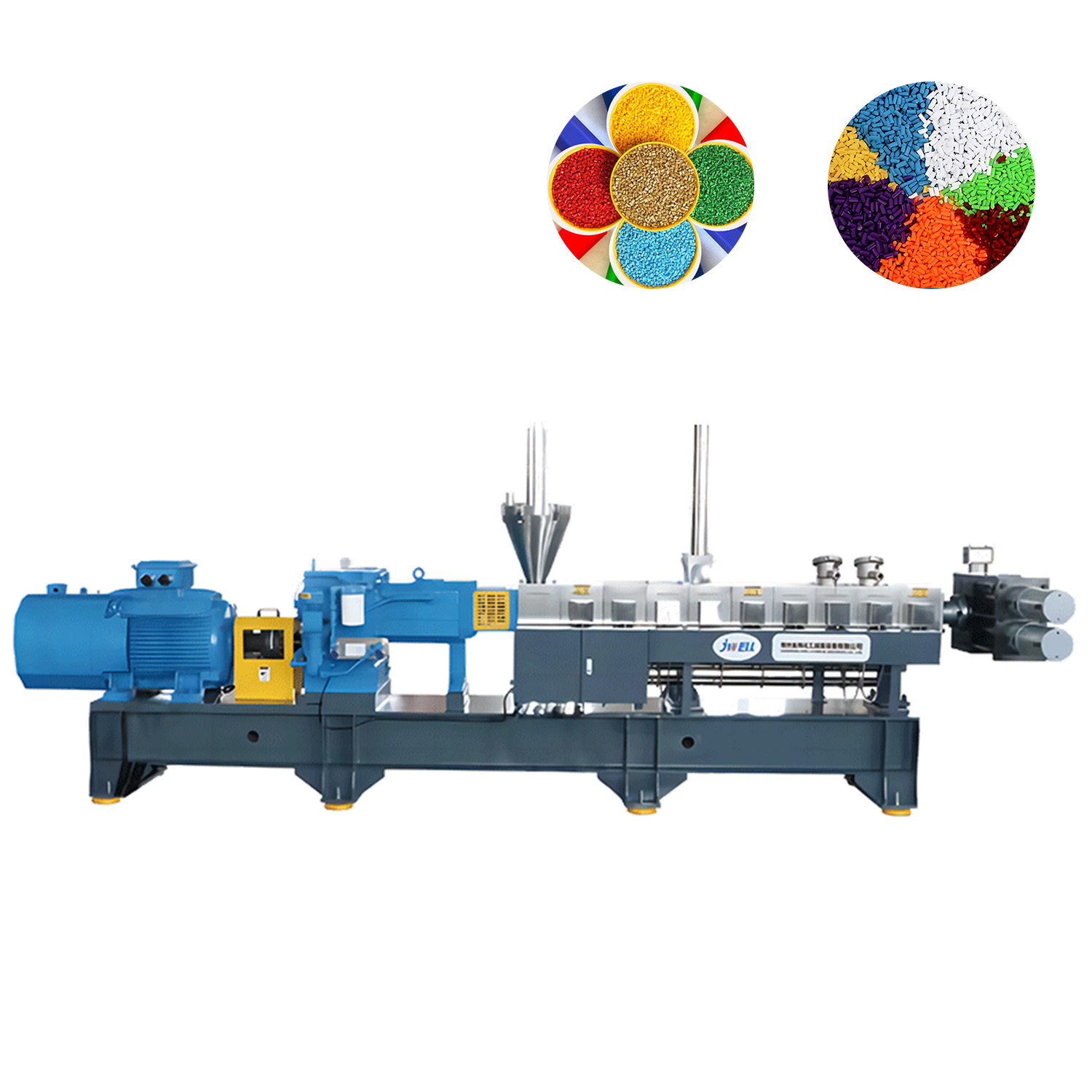 Название продукта (Имя) Виды цветных мастербатчей
Название продукта (Имя) Виды цветных мастербатчей
Связанный поиск
Связанный поиск- Отличная линия экструзии пвх пп пэ пк абс малого профиля
- Высококачественная мощная дробильная и перерабатывающая машина серии dyps-g
- Фабрика 230 литров двойного l-кольца барабана выдувной формовочной машины
- Dyssz тяжелый одновалковый измельчитель производитель в китае
- Dyssz тяжелый одновалковый шредерный завод
- Производитель линии экструзии листового пенополистирола xpe ixpe в китае
- Высококачественная трехслойная и двухслойная экструзионная линия для медицинских светонепроницаемых инфузионных трубок
- Экструзионная линия вентиляционных труб из пэ
- Отличная машина для экструзии труб из полипропилена
- Высококачественная линия совместной экструзии pp eva evoh ps и pe многослойных листов



