


Отличная линия экструзии уплотнительного профиля из пвх tpu tpe
Эструзия уплотнительных профилей – кажется простым делом. Проектишь, заказал линию, и все готово. Но, как показывает практика, мелочей тут не бывает. Особенно когда речь идет о материалах с разными физико-химическими свойствами – ПВХ, ТПУ, ТРЕ. Часто встречаются недооценки в отношении именно линии экструзии, забывают про ее адаптацию под специфику конкретного полимера. Хочу поделиться опытом, как мы сталкивались с этой проблемой и как ее решали, работая с различными полимерными материалами.
Проблема адаптации экструзионной линии под различные полимеры
С самого начала, вООО Чанчжоу Даюнь Экологические Технологии, мы сталкиваемся с вопросом – как обеспечить оптимальную экструзию для каждого конкретного материала. И здесь, пожалуй, самая распространенная ошибка – пытаться использовать универсальную линию для всего. ПВХ и ТРЕ, хоть и относятся к термопластам, требуют разной температуры экструзии, разной скорости перемешивания и, соответственно, разной конструкции экструдера и фильер. Простое изменение температуры не всегда решает проблему, часто нужно менять геометрию шнека, оптимизировать систему охлаждения и даже корректировать скорость подачи материала.
Например, работая с ТПУ, мы неоднократно сталкивались с проблемой 'бугристая поверхность'. Это связано с его высокой вязкостью и чувствительностью к температуре. Недостаточное перемешивание в экструдере, неправильный температурный режим и неподходящий дизайн фильеры – вот основные виновники. Для решения этой проблемы, мы использовали несколько подходов: оптимизацию скорости вращения шнека, добавление дополнительных этапов перемешивания и применение фильер с оптимизированной геометрией для равномерного распределения материала. В некоторых случаях, добавляли специальное смазывающее вещество, чтобы уменьшить вязкость и улучшить текучесть полимера.
Специфика экструзии ПВХ
ПВХ – самый распространенный материал, но и с ним есть свои нюансы. Важно правильно подобрать систему охлаждения – она должна быть достаточно мощной, чтобы избежать деформации профиля. Также, необходимо тщательно контролировать процесс стабилизации – перегрев ПВХ приводит к деградации полимера и ухудшению физико-механических свойств профиля. В случае работы с ПВХ, часто приходится прибегать к использованию специальных добавок, таких как антипирены и светостабилизаторы.
Иногда, даже незначительные изменения в составе ПВХ (добавление каких-то модификаторов) могут потребовать корректировки параметров экструзии. Например, добавление наполнителей может изменить вязкость материала и потребовать увеличения мощности экструдера. Поэтому, перед началом производства необходимо провести тщательное тестирование и оптимизацию параметров экструзии для конкретного состава ПВХ.
Роль фильеры в качестве готового изделия
Фильера – это, пожалуй, самый важный элемент экструзионной линии, который непосредственно влияет на внешний вид и качество готового профиля. Правильная геометрия фильеры обеспечивает равномерное распределение материала и отсутствие дефектов. Неправильно спроектированная фильера может привести к появлению бугров, полос или других дефектов на поверхности профиля.
Мы часто сталкиваемся с запросами на изготовление фильер нестандартной геометрии. Это необходимо для создания профилей с уникальным дизайном и сложной формой. Для этого мы используем современные технологии 3D-моделирования и производства, что позволяет нам создавать фильеры с высокой точностью и минимальным количеством ошибок.
При проектировании фильер для ТПУ, мы уделяем особое внимание системе охлаждения. ТПУ очень чувствителен к температуре, поэтому важно обеспечить равномерное охлаждение материала в фильере. Мы используем различные конструкции каналов охлаждения и применяем специальные материалы с высокой теплопроводностью.
Примеры неудачных попыток
Помню один случай, когда нам заказали экструзию профиля из ТПУ с очень сложной геометрией. Первая партия была брак – профиль имел множество дефектов и неравномерную поверхность. При дальнейшем анализе выяснилось, что проблема была в неправильной геометрии фильеры. Мы внесли изменения в проект фильеры и после перепроверки произвели повторную экструзию. Вторая партия оказалась значительно лучше.
Современные тенденции в экструзионном оборудовании
В последние годы наблюдается тенденция к автоматизации экструзионных линий. Это позволяет снизить влияние человеческого фактора и повысить качество готовой продукции. Современные линии оснащаются системами автоматического контроля температуры, давления и скорости экструзии. Также, увеличивается использование компьютерного моделирования для оптимизации параметров экструзии.
Мы постоянно следим за новыми технологиями и стремимся внедрять их в нашу работу. В частности, мы активно изучаем возможности использования роботизированных систем для автоматической загрузки материала и выгрузки готовой продукции. Это позволяет нам повысить производительность и снизить затраты на рабочую силу.
Важность контроля качества
Наконец, не стоит забывать о важности контроля качества на всех этапах производственного процесса. Это включает в себя контроль качества сырья, контроль параметров экструзии и контроль качества готовой продукции. Мы используем современные методы контроля качества, такие как спектральный анализ и ультразвуковой контроль, для выявления дефектов и обеспечения соответствия продукции требованиям заказчика.
ВООО Чанчжоу Даюнь Экологические Технологии стремится предоставлять своим клиентам не просто экструзионную линию, а комплексное решение, включающее в себя проектирование, изготовление, монтаж и пусконаладку оборудования, а также обучение персонала. Мы уверены, что наш опыт и знания помогут вам добиться успеха в производстве уплотнительных профилей из ПВХ, ТПУ и ТРЕ.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
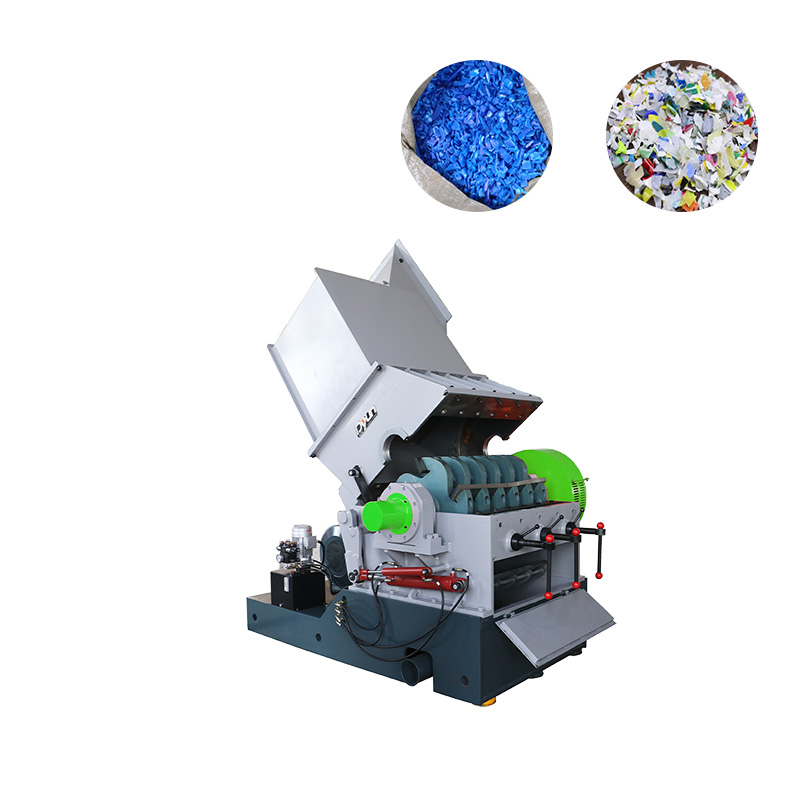 Мощная дробилка серии Jwell DYPS-G
Мощная дробилка серии Jwell DYPS-G -
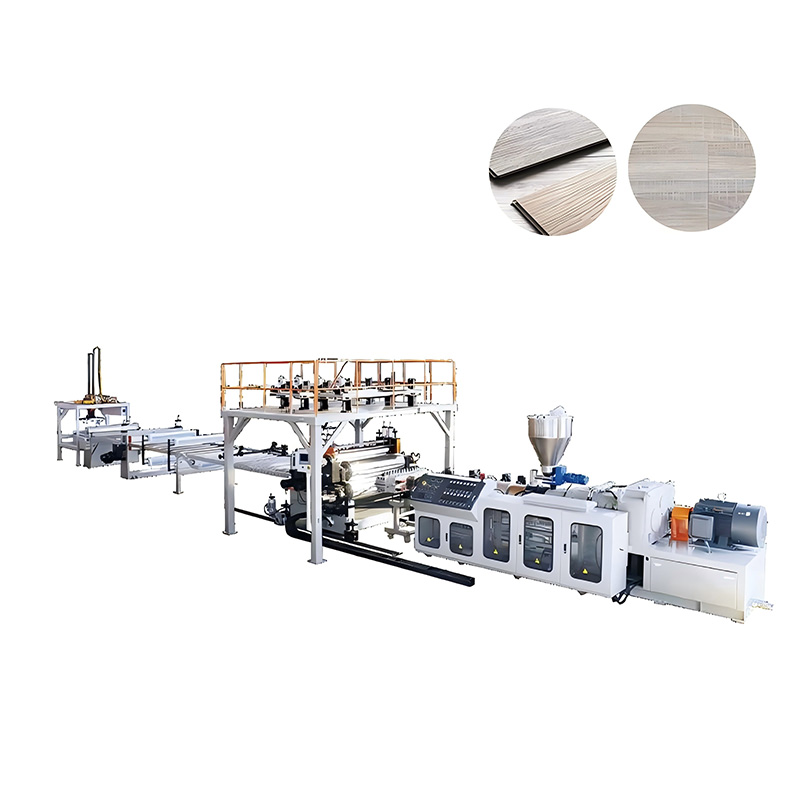
 Линия по экструзии композитных напольных покрытий LVT
Линия по экструзии композитных напольных покрытий LVT -
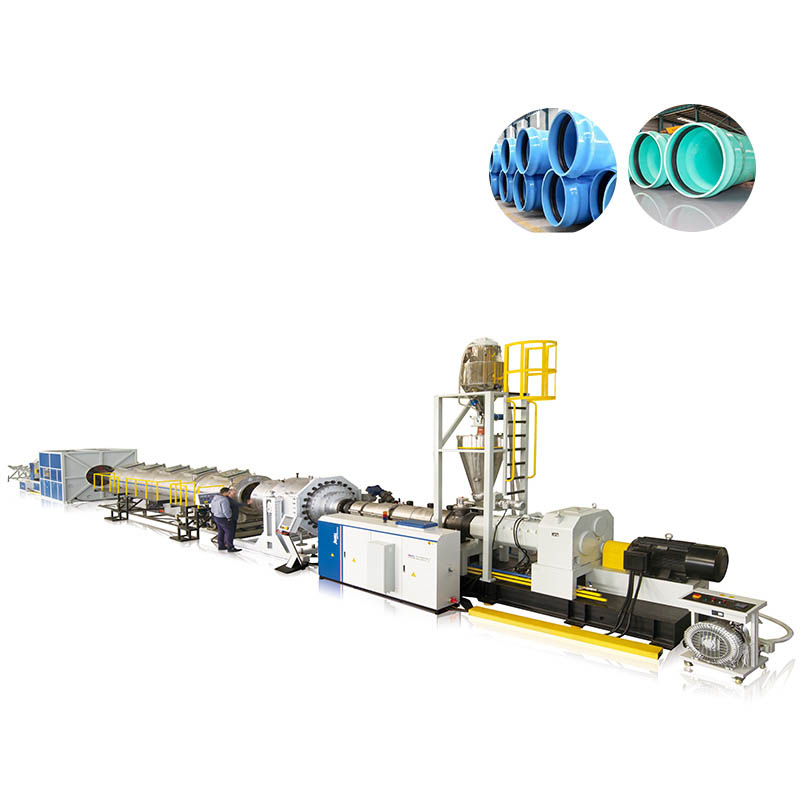 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай
Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай -
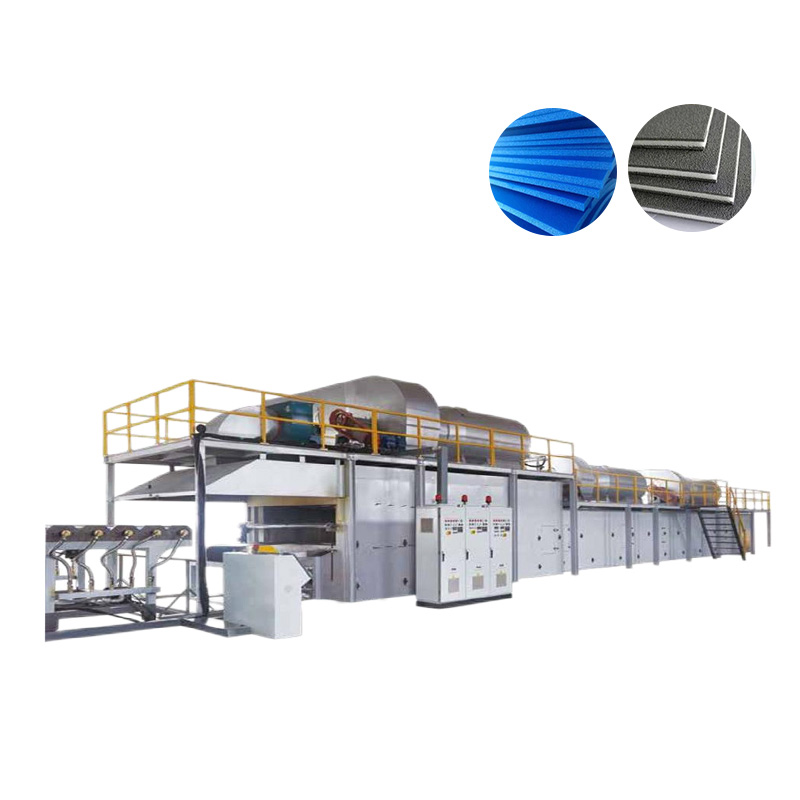 Экструзионная линия для вспененных листов XPE, IXPE
Экструзионная линия для вспененных листов XPE, IXPE -
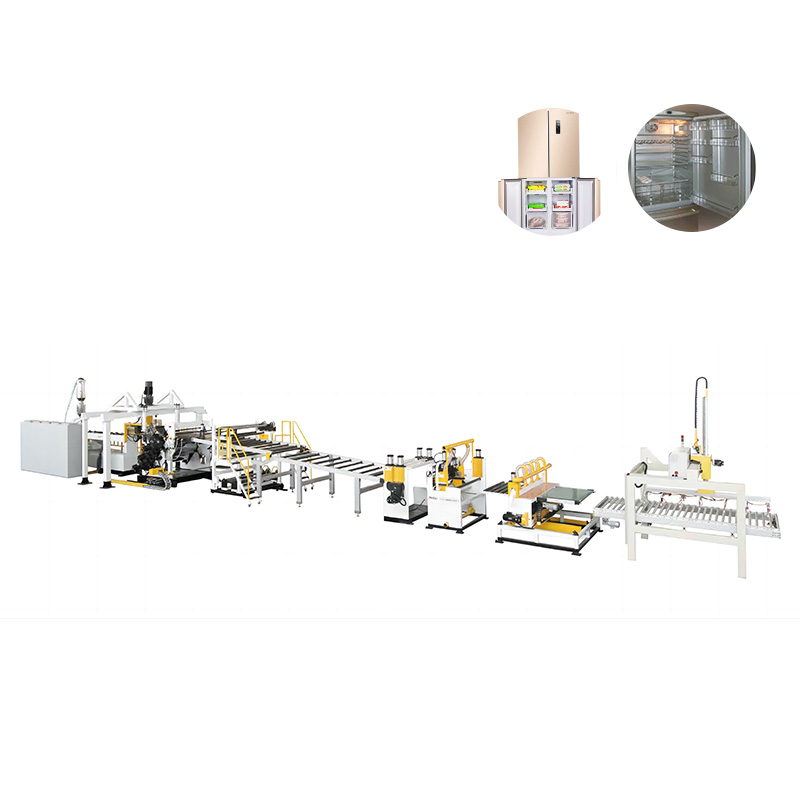 Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий
Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий -
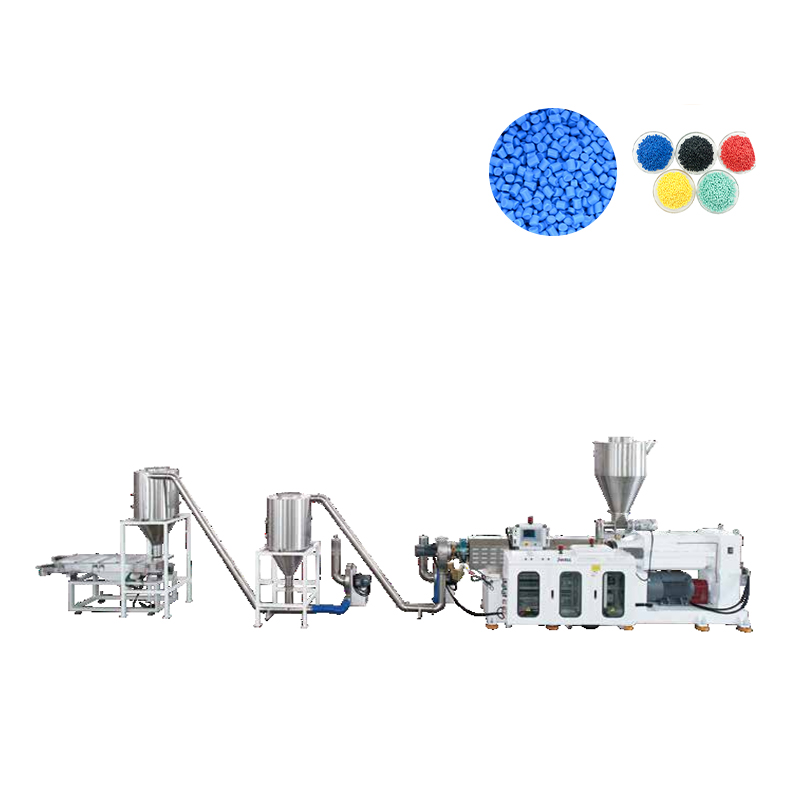 Экструзионная линия для гранулирования ПВХ
Экструзионная линия для гранулирования ПВХ -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Линия экструзии оптических листов из ПК-ПММА
Линия экструзии оптических листов из ПК-ПММА -
 2000-литровая выдувная машина для производства двухсторонних паллет
2000-литровая выдувная машина для производства двухсторонних паллет -
 名称
名称 -
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL
Связанный поиск
Связанный поиск- Производитель eva/poe солнечной пленки экструзионной линии
- Производители шнеков для грануляторов в китае
- Производители экструдеров для абс пластика
- Поставщики экструдеров для производства пластиковой пленки
- Отличная линия экструзии композитных труб высокого давления rtp
- Поставщики полимерных композитных гидроизоляционных мембран экструзионная линия
- Выдувная машина для двухсторонних паллет объемом 2000 литров
- Завод для пвх кожи wpc вспененные панели экструзионной линии
- Поставщики линии экструзии полых листов
- Экструдер винтовые бочки производители в китае



