


Отличная машина для экструзии труб из полипропилена
Экструзия полипропиленовых труб – тема, с которой я работаю уже более двадцати лет. На рынке представлено огромное количество решений, и часто встречаются громкие заявления об 'идеальных' машинах. Но что такое 'идеальная'? Это, скорее, вопрос задач, объемов производства и, конечно, бюджета. Сейчас хочу поделиться своими наблюдениями, основанными на реальном опыте, о том, на что стоит обращать внимание при выборе оборудования для этой конкретной задачи.
Ключевые факторы при выборе экструдера для ПВХ труб
Первое, что бросается в глаза – это тип экструдера. В основном это винтовые экструдеры, а внутри – варианты с одной или двумя винтами. Выбор зависит от требуемой производительности и свойств готового продукта. С одной стороны, более простой экструдер может быть экономичнее в запуске и обслуживании. С другой – двухвинтовые обычно обеспечивают более равномерную экструзию и лучшее качество трубы, особенно при работе с более сложными рецептурами.
Важную роль играет конструкция шнека. Здесь тоже много нюансов: геометрия лопастей, шаг витков, материалы изготовления. Некоторые производители предлагают шнеки с различными покрытиями – это может быть как улучшение износостойкости, так и снижение адгезии полимера к металлу. У нас был опыт работы с разными типами шнеков, и, поверьте, выбор правильного шнека может существенно повлиять на качество и долговечность оборудования.
Наверное, стоит упомянуть и о системе охлаждения. Эффективная система охлаждения – это залог стабильности процесса экструзии и предотвращения деформации трубы. Особенно это важно при производстве труб большого диаметра или при работе с полимерами, склонными к термическому развариванию. Недостаточно мощная система охлаждения – это прямой путь к браку и дорогостоящему ремонту.
Проблемы, с которыми сталкиваешься на практике
Самая распространенная проблема, с которой я сталкивался, – это проблемы с адгезией полимера к шнеку. Иногда это связано с неправильным выбором шнека или с недостаточной очисткой. В других случаях – с неправильной температурой экструзии. Это может привести к перегреву полимера, образованию пузырей и снижению прочности трубы. Решение – тщательная настройка параметров экструзии и регулярная очистка шнека.
Еще одна проблема – это неравномерная экструзия. Она может возникать из-за дефектов шнека или из-за проблем с системой подачи полимера. Неравномерная экструзия приводит к тому, что труба имеет разную толщину стенки, что снижает ее прочность и долговечность. Для решения этой проблемы необходимо тщательно проверить шнек и систему подачи полимера, а также скорректировать параметры экструзии.
Мы однажды столкнулись с проблемой повышенного износа шнека. Выяснилось, что использовался не тот сорт полимера, что превышало допустимую нагрузку на винты. Это нанесло серьёзный удар по производству и потребовало дорогостоящего ремонта. Этот случай показал, насколько важно правильно подбирать материалы и параметры экструзии.
Опыт работы с оборудованием Jwell
Компания ООО Чанчжоу Даюнь Экологические Технологии (ООО Чанчжоу Даюнь Экологические Технологии) – производитель, с которым у нас сложились хорошие рабочие отношения. Их оборудование, в частности, экструдеры для ПВХ труб, зарекомендовало себя как надежное и производительное. Я лично был причастен к внедрению нескольких их решений на предприятиях.
Они предлагают широкий модельный ряд, позволяющий выбрать оборудование, соответствующее конкретным задачам. Я бы выделил их внимание к деталям и качеству сборки. Это, безусловно, влияет на долговечность оборудования и на его надежность в эксплуатации. Кроме того, они предоставляют хорошую техническую поддержку и оперативно решают возникающие вопросы.
Мы работали с их экструдером, предназначенным для производства труб диаметром 100 мм и 160 мм. Производительность была заявлена на уровне 20 тонн в час, и на практике это подтвердилось. Важным плюсом было наличие автоматической системы контроля температуры и давления, что позволило снизить количество брака и повысить качество готовой продукции. У них также довольно неплохо продумана система очистки и обслуживания – это особенно важно для поддержания бесперебойной работы оборудования. На их сайте https://www.jwell-machine.ru можно найти более подробную информацию о модельном ряде и технических характеристиках.
Автоматизация производственного процесса
В последние годы все больше внимания уделяется автоматизации производственных процессов. Это позволяет снизить зависимость от ручного труда, повысить производительность и снизить количество брака. Современные экструдеры оснащены автоматическими системами управления, которые позволяют контролировать все параметры процесса экструзии – температуру, давление, скорость подачи полимера и т.д. Автоматизация также позволяет собирать данные о работе оборудования и анализировать их для оптимизации производственного процесса. Например, автоматическое регулирование температуры позволяет поддерживать оптимальный режим экструзии и предотвращать деформацию трубы.
Материалы изготовления корпуса и деталей
При выборе экструдера важно обращать внимание на материалы изготовления корпуса и деталей. Корпус должен быть изготовлен из прочной и устойчивой к коррозии стали. Детали, контактирующие с полимером, должны быть изготовлены из материалов, которые не вступают с ним в реакцию и не выделяют вредных веществ. Обычно используют специальные марки стали и полимерные покрытия. Хорошая обработка поверхности и качественное покрытие продлевают срок службы деталей и снижают риск образования дефектов в готовой продукции.
Не стоит экономить на качестве материалов. Дешевые материалы быстро изнашиваются и требуют частой замены, что увеличивает общие затраты на эксплуатацию оборудования. Качественные материалы обеспечивают долговечность оборудования и снижают риск возникновения поломок. В конечном итоге, это окупается.
В заключение
Выбор машины для экструзии полипропиленовых труб – это серьезный шаг, требующий тщательного анализа и учета множества факторов. Не стоит полагаться на громкие заявления и красивые презентации. Важно понимать свои потребности, учитывать особенности производства и выбирать оборудование, которое будет соответствовать этим требованиям. Опыт работы с Jwell и другими производителями показывает, что на рынке есть решения, которые действительно могут обеспечить надежную и производительную работу. Главное – правильно подобрать оборудование и настроить параметры экструзии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
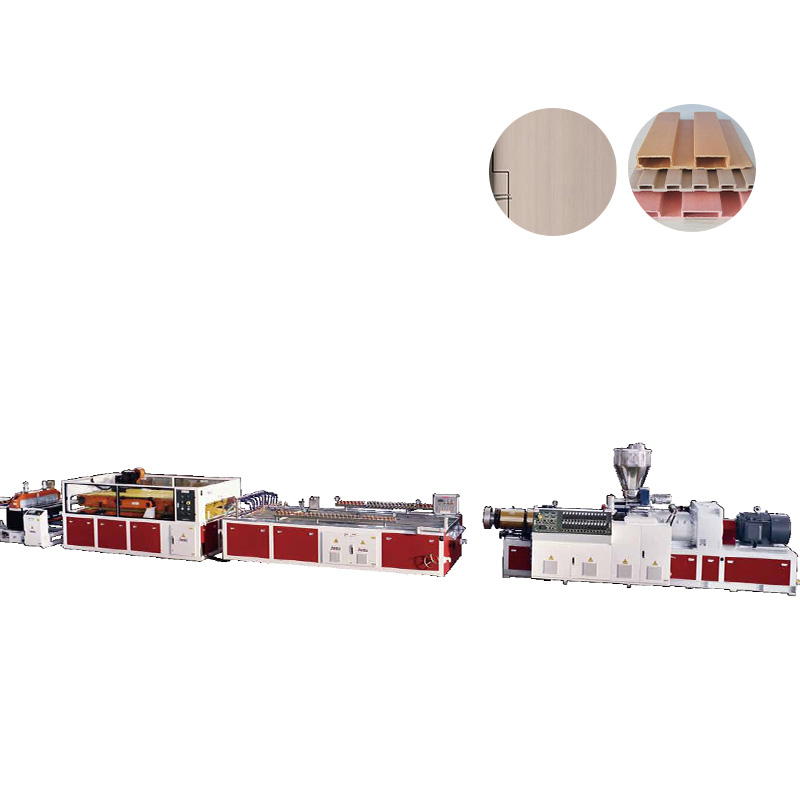
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
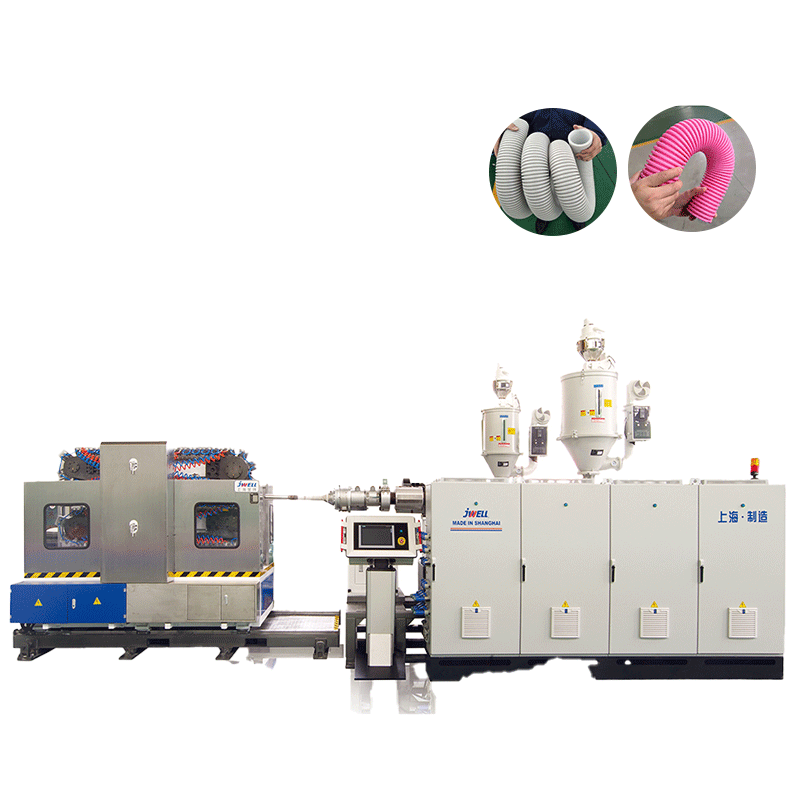 Линия экструзии вентиляционных труб из PE
Линия экструзии вентиляционных труб из PE -
 Линия по экструзии ПВХ-заборов
Линия по экструзии ПВХ-заборов -
 HDPE,PP вертикальный тип двухстенная гофрированная труба и PVC ребристая экструзионная линия
HDPE,PP вертикальный тип двухстенная гофрированная труба и PVC ребристая экструзионная линия -
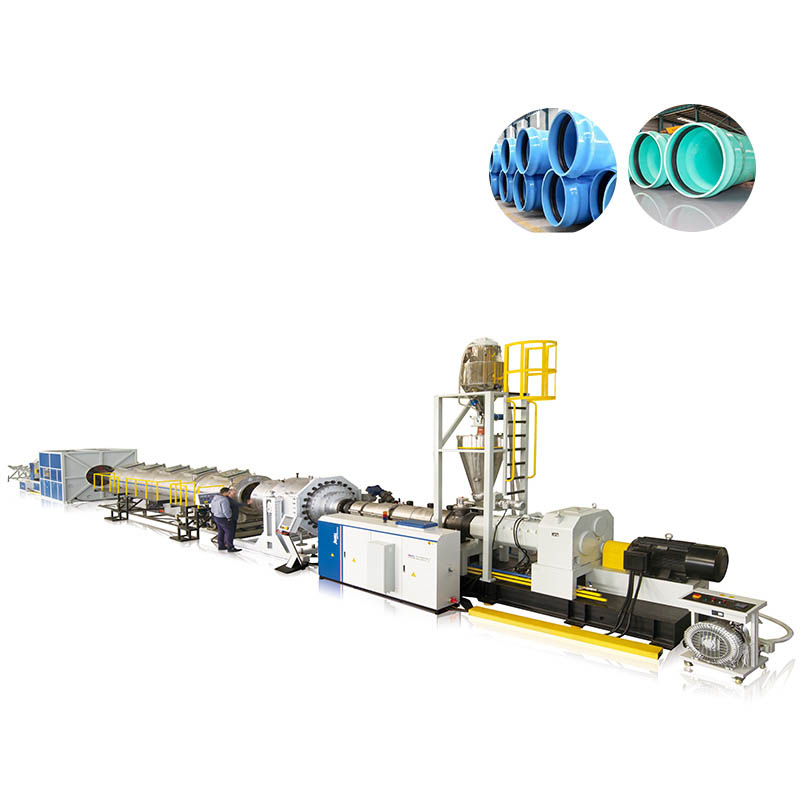 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Одновальный шредер DYSSJ от JWELL
Одновальный шредер DYSSJ от JWELL -
 Линия экструзии оптических листов из ПК-ПММА
Линия экструзии оптических листов из ПК-ПММА -
 Экструзионная линия для дверных панелей WPC из PVC JWELL
Экструзионная линия для дверных панелей WPC из PVC JWELL -
 Листовая дробилка серии Jwell DYPS-P
Листовая дробилка серии Jwell DYPS-P -
 Экологичная серия грануляторов для прививки и удлинения цепей
Экологичная серия грануляторов для прививки и удлинения цепей -
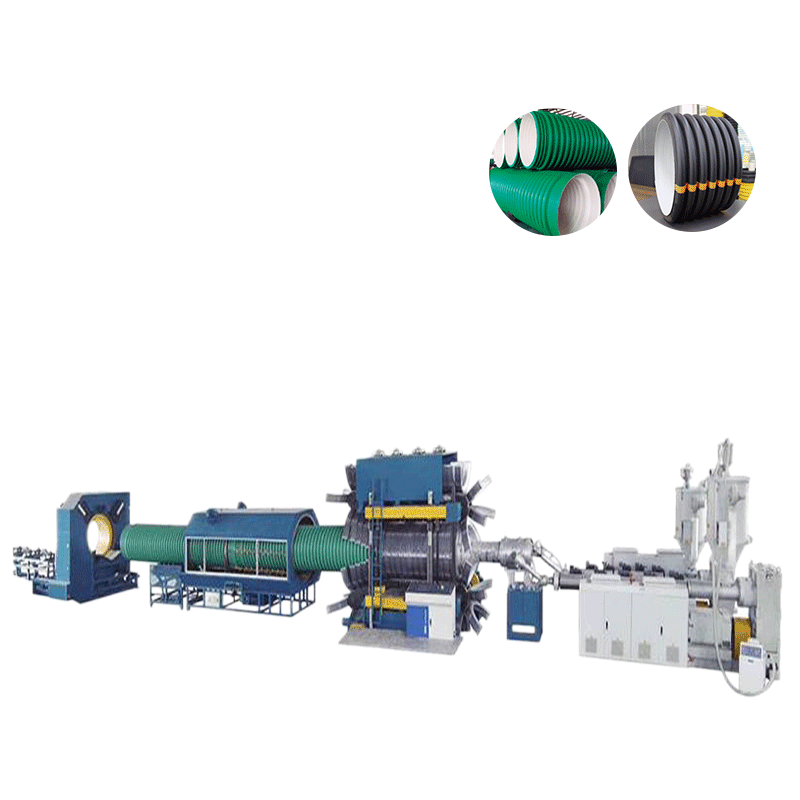
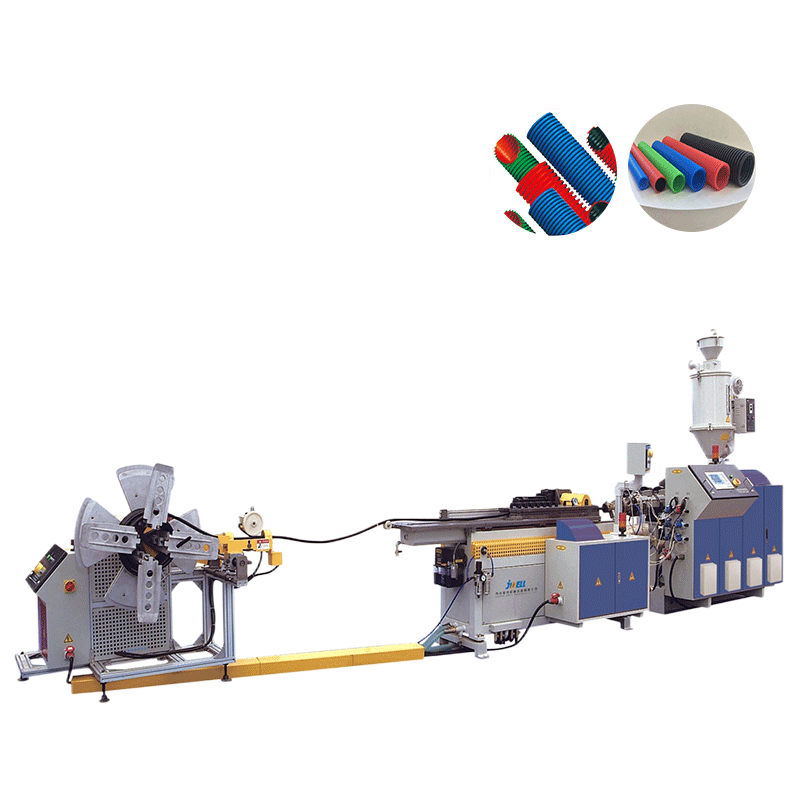 PA, PE, PP, PVC одностенная, двухстенная гофрированная трубная экструзионная линия
PA, PE, PP, PVC одностенная, двухстенная гофрированная трубная экструзионная линия -
 HDPE Экструзионная линия для морских труб
HDPE Экструзионная линия для морских труб
Связанный поиск
Связанный поиск- Производитель линий мойки для переработки пэт-бутылок
- Китайский гранулятор для наполнения
- Серия шнеков для выдува в китае
- Китайские поставщики четыре вала измельчители переработки
- Производители линий гранулирования с большим количеством наполнителей и высокой производительностью
- Завод экструзионной линии для производства пенополистирола
- Отличный dyssz сверхмощные измельчители с одним валом
- Высококачественная линия смешивания биопластика малой и средней емкости
- Производитель экструзионной линии для производства водонепроницаемых листов tpo pvc eva pe
- Выдувная машина для бочек с маслом объемом 50 литров



