


Отличная одношнековая линия экструзии катетеров и инфузионных трубок
Одношнековая линия экструзии катетеров и инфузионных трубок – звучит просто, но на практике это целая наука. Часто, когда говорят об этом, сразу всплывают мысли о низких затратах и простоте конструкции. И это, конечно, верно отчасти. Однако, если замахнуться на производство сложных, многослойных трубок с высокой точностью размеров и необходимой биосовместимостью, то одношнековая экструзия начинает показывать свои ограничения. В последнее время, особенно после появления новых материалов и требований к качеству, мы наблюдаем серьезную перестройку в этой области. В этой статье я поделюсь своими наблюдениями и опытом, возникшими в процессе работы с различными установками и сырьем.
Выбор экструдера: как найти золотую середину между стоимостью и качеством
Вопрос выбора экструдера – это, пожалуй, первый и самый важный шаг. Многие начинающие компании, особенно с ограниченным бюджетом, стремятся приобрести самую дешевую одношнековую линию экструзии катетеров и инфузионных трубок. Это, как правило, приводит к проблемам с надежностью, точностью и, в конечном итоге, к некачественной продукции. Насколько я понимаю, это логично – экономия на начальном этапе всегда привлекательна. Но стоит помнить, что за дешевизной часто скрывается не только низкая цена, но и высокая стоимость обслуживания и ремонта в будущем. Кроме того, часто приходится идти на компромиссы в качестве материалов и компонентов экструдера, что напрямую влияет на качество конечного продукта.
В нашем случае, работая с ООО Чанчжоу Даюнь Экологические Технологии, мы тщательно изучали несколько моделей, прежде чем принять окончательное решение. У нас есть возможность сравнивать оборудование разных производителей, как китайских, так и европейских, и, честно говоря, разница в качестве ощущается сразу. Конечно, европейское оборудование стоит дороже, но долгосрочная выгода от его надежности и точности часто оправдывает затраты. Мы отдали предпочтение модели с переменным диаметром шнека и возможностью регулировки скорости вращения, что позволяет гибко подстраиваться под различные типы полимеров и производственные задачи. ООО Чанчжоу Даюнь Экологические Технологии предлагает неплохой спектр решений, но здесь нужно внимательно изучать технические характеристики и отзывы.
Особое внимание следует уделять материалам шнека. Обычно используют нержавеющую сталь, но для работы с некоторыми полимерами, например, с полиуретаном, требуются специальные шнеки с повышенной износостойкостью и термостойкостью. Использование качественных материалов шнека – это инвестиция в долговечность экструдера и качество производимой продукции. Еще один важный параметр – конструкция лопастей шнека. Различные формы лопастей позволяют оптимизировать процесс смешивания и расплавления полимера, что положительно сказывается на однородности и качестве экструдируемого материала.
Проблемы с толщиной стенки и однородностью материала
Одним из самых распространенных вызовов при производстве катетеров и инфузионных трубок с использованием одношнековой линии экструзии катетеров и инфузионных трубок является обеспечение равномерной толщины стенки и однородности материала. Особенно это актуально для трубок сложной геометрии, например, с переменным диаметром или сложной внутренней структурой. Часто возникают проблемы с усадкой материала при охлаждении, что приводит к деформациям и неровностям поверхности.
Мы сталкивались с этой проблемой неоднократно. В частности, при производстве катетеров с внутренним каналом, часто возникали проблемы с равномерностью толщины стенки в области соединения канала с внешней стенкой. Это требовало дополнительных затрат на корректировку процесса экструзии и последующую обработку продукции. Для решения этой проблемы мы использовали специальные системы охлаждения и контролировали температуру материала на всех этапах экструзии. Также мы экспериментировали с различными параметрами шнека и скорости вращения, чтобы найти оптимальные условия для экструзии. Не стоит забывать о необходимости использования качественных охлаждающих жидкостей и поддержания стабильной температуры воды в охлаждающем бане.
Еще одна проблема – это образование 'мертвых зон' в экструдере, где материал недостаточно расплавлен. Это приводит к неоднородности материала и снижению прочности трубок. Для предотвращения образования 'мертвых зон' необходимо обеспечить хорошее смешивание материала и равномерное распределение тепла внутри экструдера. Для этого можно использовать специальные устройства для перемешивания материала и регулировать скорость вращения шнека.
Современные материалы и требования к качеству
С развитием медицинского оборудования и материалов, требования к качеству катетерных и инфузионных трубок постоянно растут. В последнее время все большую популярность приобретают биосовместимые материалы, такие как полилактид (PLA) и полигликолид (PGA), которые используются для производства одноразовых катетеров и других медицинских изделий. Однако, экструзия этих материалов представляет собой определенную сложность, так как они обладают высокой температурой плавления и требуют специальных условий экструзии. Для работы с этими материалами необходимо использовать экструдер с термостойким шнеком и системой контроля температуры.
Кроме того, для производства катетеров и инфузионных трубок все чаще используют многослойные материалы, которые обеспечивают определенные функциональные свойства, например, гидрофильность или биоразлагаемость. Экструзия многослойных материалов требует более сложного оборудования и более точной настройки параметров экструзии. Важно обеспечить хорошее склеивание слоев материала, чтобы избежать их разделения и снижения прочности трубки. Для этого необходимо использовать специальные методы нагрева и охлаждения слоев материала, а также контролировать давление в экструдере.
Важным аспектом является контроль качества производимой продукции. Необходимо проводить регулярные испытания на прочность, эластичность и биосовместимость трубок. Для этого используются различные методы испытаний, такие как испытание на растяжение, испытание на прокол и испытание на биосовместимость. Результаты испытаний позволяют выявить дефекты в продукции и скорректировать процесс экструзии.
Оптимизация технологического процесса и снижение производственных затрат
После приобретения экструдера и освоения технологии экструзии, необходимо оптимизировать технологический процесс и снизить производственные затраты. Это можно сделать, например, путем автоматизации процесса экструзии, использования энергоэффективного оборудования и оптимизации параметров экструзии. Автоматизация процесса экструзии позволяет снизить трудозатраты и повысить производительность. Использование энергоэффективного оборудования позволяет снизить затраты на электроэнергию. Оптимизация параметров экструзии позволяет снизить расход материала и улучшить качество продукции.
Важным фактором является контроль за состоянием экструдера и своевременное проведение технического обслуживания. Регулярное техническое обслуживание позволяет продлить срок службы экструдера и предотвратить поломки. Необходимо регулярно проверять состояние шнека, направляющих, системы охлаждения и других компонентов экструдера. Также важно своевременно проводить замену изношенных деталей.
В заключение, хочу сказать, что производство катетерных и инфузионных трубок с использованием одношнековой линии экструзии катетеров и инфузионных трубок – это сложный и многогранный процесс, требующий опыта, знаний и постоянного совершенствования. Выбор правильного оборудования, оптимизация технологического процесса и контроль качества продукции – это ключевые факторы успеха. И, конечно, не стоит забывать о необходимости постоянного обучения и обмена опытом с другими специалистами.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
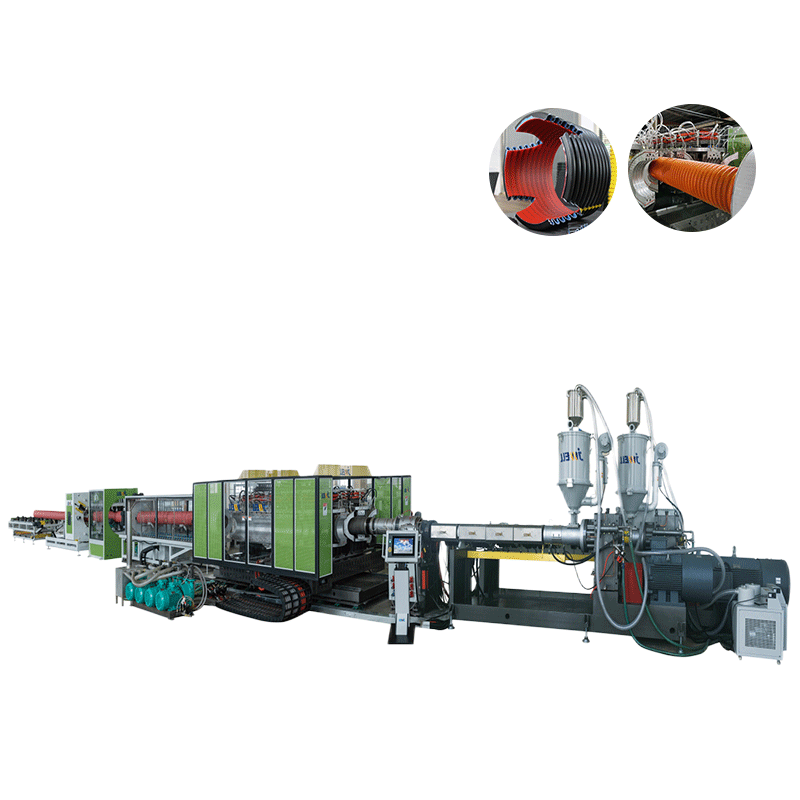 Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC
Экструзионная линия для производства двустенных гофрированных труб горизонтального типа из HDPE, PP и PVC -
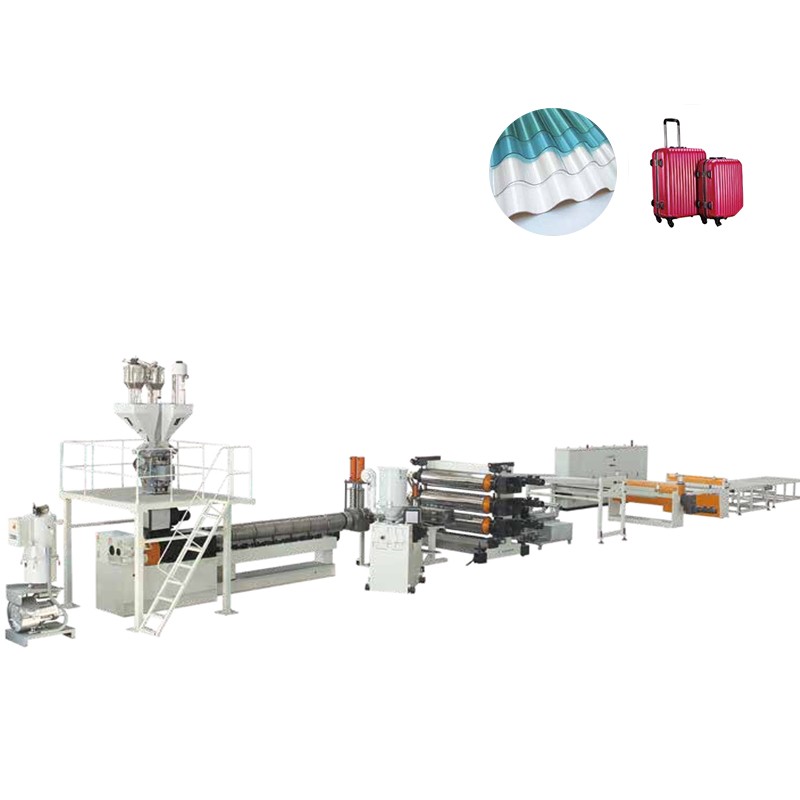 Линия экструзии листов и пластин из ПК, ПММА и ГППС
Линия экструзии листов и пластин из ПК, ПММА и ГППС -
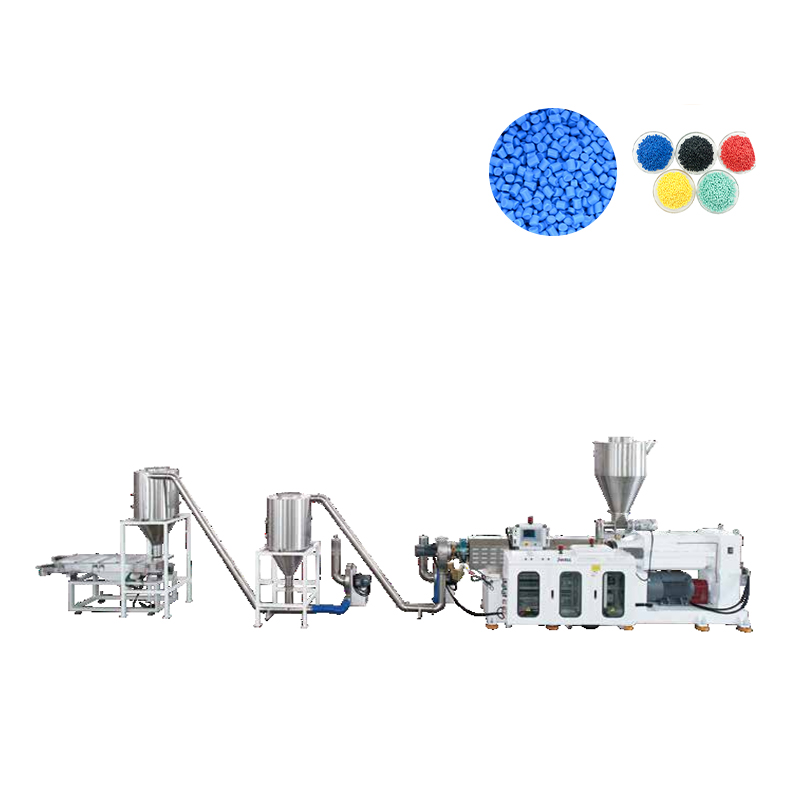 Экструзионная линия для гранулирования ПВХ
Экструзионная линия для гранулирования ПВХ -
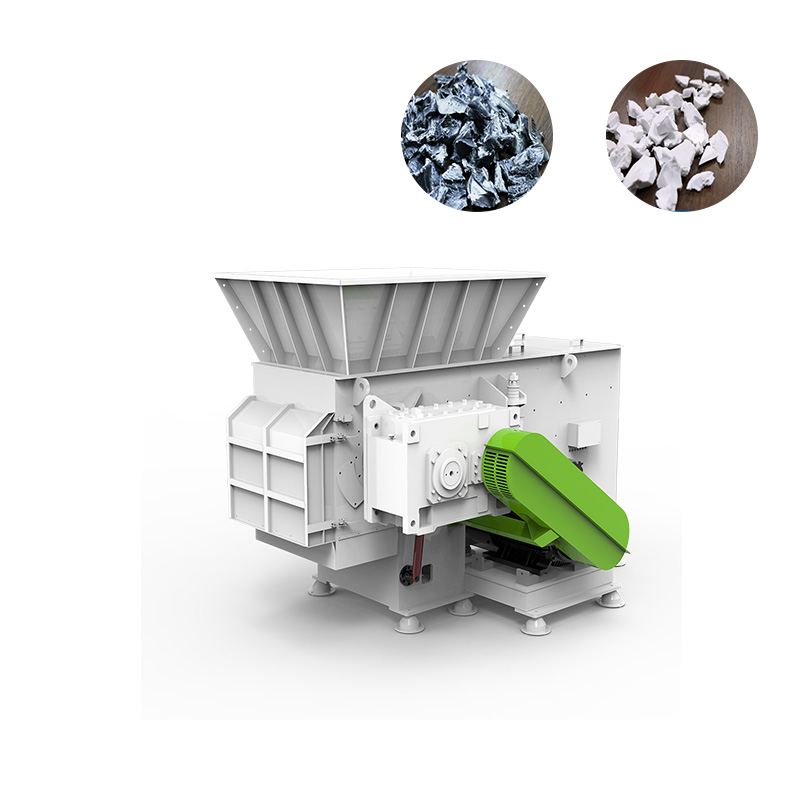 Тяжелый одновальный измельчитель DYSSZ от JWELL
Тяжелый одновальный измельчитель DYSSZ от JWELL -
 Экологичная серия грануляторов для прививки и удлинения цепей
Экологичная серия грануляторов для прививки и удлинения цепей -
 Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ
Линия экструзии водонепроницаемых листов из ТПО, ПВХ, ЭВА и ПЭ -
 名称
名称 -
 Экструзионная линия для стержней, плит и труб из PEEK, PPSU
Экструзионная линия для стержней, плит и труб из PEEK, PPSU -
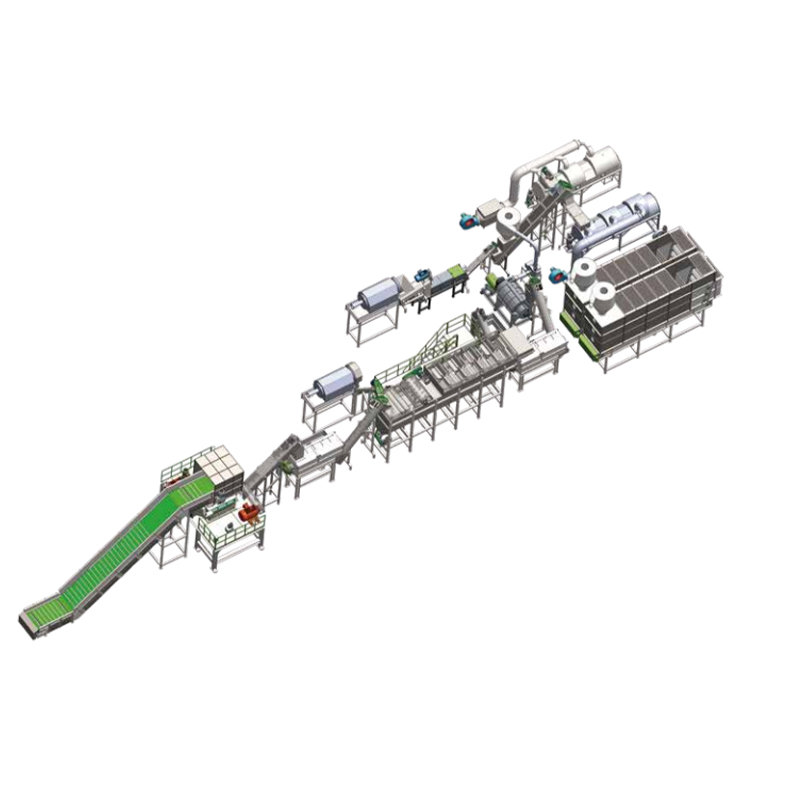 Моечная линия для переработки отходов плетёных материалов или пластиковой плёнки
Моечная линия для переработки отходов плетёных материалов или пластиковой плёнки -
 Централизованная система подачи PVC JWELL
Централизованная система подачи PVC JWELL -
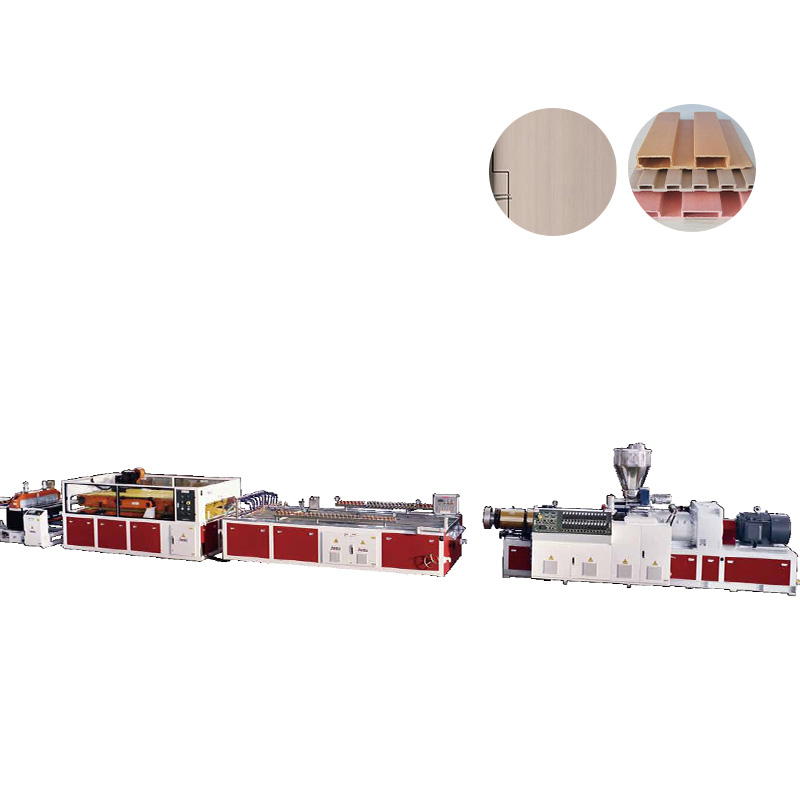 Экструзионная линия для дверных панелей WPC из PVC JWELL
Экструзионная линия для дверных панелей WPC из PVC JWELL -
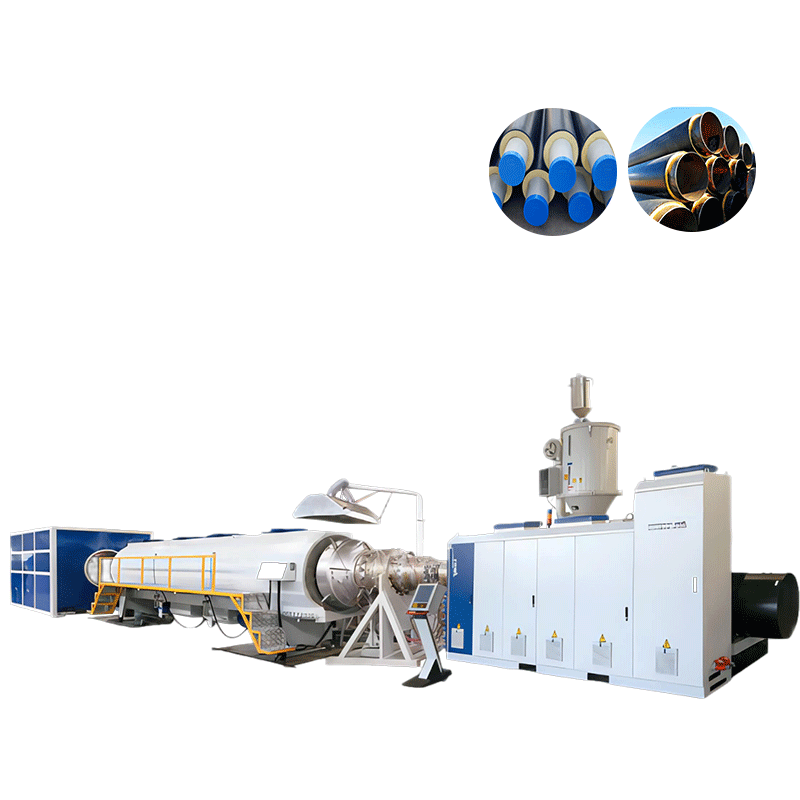 PE Линия экструзии теплоизоляционных труб
PE Линия экструзии теплоизоляционных труб
Связанный поиск
Связанный поиск- Отличное оборудование для измельчения пластика
- Поставщики тпу пленки экструдер из китая
- Установки для экструзии однослойных/многослойных теплоизоляционных гофрокартонов и ступенчатых кровельных покрытий из пвх
- Завод одношнековой двухступенчатой линии гранулирования
- Отличная линия совместной экструзии многослойных листов pp eva evoh ps и pe
- Ведущая линия экструзии полых секций пластика pc pp pe
- Высококачественная листовая дробилка серии dyps-p
- Экструзионная линия для сплошных/гофрированных листов пк
- Производители двухшнековых экструдеров
- Ведущий тяжелый одновальный измельчитель



