


Отличная централизованная система подачи пвх
Многие слышали про централизованные системы подачи ПВХ, как о панацее от всех проблем в производстве. Обещают высокую производительность, стабильное качество и минимум ручного вмешательства. И в теории все прекрасно – естественно, что автоматизация всегда привлекательна. Но на практике, как это часто бывает, все оказывается гораздо сложнее. Попробую поделиться своим опытом, не претендуя на абсолютную истину, а скорее, как наблюдения человека, который годами работает с подобным оборудованием и сталкивался с разными решениями.
Что такое эффективная централизованная подача ПВХ?
Начнем с определения. Под эффективной централизованной системой подачи ПВХ я понимаю комплексное решение, которое обеспечивает непрерывный, равномерный и контролируемый ввод гранулята в экструдер, минимизируя простои и обеспечивая стабильные параметры экструзии. В идеале, это должно включать в себя систему автоматической подачи, систему контроля веса, систему управления и, конечно, систему мониторинга и диагностики.
Но здесь возникает вопрос: 'идеальная' – это что? В одном случае это может быть простая система с датчиками веса и автоматическим поддержанием уровня в бункере. В другом – сложный комплекс с датчиками плотности, контролем температуры, системой обратной связи и алгоритмами оптимизации загрузки. И выбор, как правило, зависит от масштаба производства, типа производимой продукции и, конечно, от бюджета.
Часто ошибочно считают, что просто установить автоматическую систему – это решит все проблемы. Но, к сожалению, автоматизация не заменяет грамотного оператора и постоянный контроль за процессом. Важно правильно настроить параметры системы, учитывать особенности используемого сырья и регулярно проводить обслуживание и калибровку датчиков. Иначе хорошая система подачи превратится в источник новых проблем.
Основные проблемы и вызовы
Самая распространенная проблема, с которой я сталкивался, – это недостаточная точность дозирования. Даже самые современные системы могут выдавать небольшие отклонения в весе, что приводит к нестабильному качеству продукции. Особенно это критично при работе с сырьем разного состава или влажности. Это может проявляться в неровной поверхности изделия, изменении цвета или ухудшении механических свойств.
Еще одна проблема – засорение системы. Пыль, остатки сырья, попадание посторонних предметов – все это может привести к блокировке шнека, повреждению датчиков и просто к простою оборудования. Необходима регулярная очистка и профилактическое обслуживание.
И, конечно, не стоит забывать о сложности настройки и обслуживания. Современные системы подачи ПВХ могут быть очень сложными в освоении, требуя специальной квалификации персонала. Неправильная настройка может привести к перегрузке оборудования или, наоборот, к недостаточной загрузке шнека. Поэтому очень важно обучить персонал и обеспечить доступ к технической поддержке.
Практический пример: Работа с компаундом
Недавно мы работали с клиентом, производящим компаунды для автомобильной промышленности. У них возникли проблемы с нестабильным качеством продукции, проявлявшееся в неоднородности цвета и ухудшении механических свойств. При выяснении причин оказалось, что их старая система подачи ПВХ просто не справлялась с компоундом с высоким содержанием красителей. Необходима была более точная и надежная система, способная обеспечить равномерную загрузку гранулята в экструдер.
Мы предложили им установить новую систему, включающую в себя датчики плотности, автоматический контроль уровня, систему обратной связи и алгоритмы оптимизации загрузки. Также мы провели обучение персонала и разработали программу регулярного обслуживания и калибровки. После внедрения новой системы качество продукции значительно улучшилось, а простои были сокращены на 30%.
Этот пример показывает, что выбор правильной системы подачи ПВХ – это не просто покупка оборудования, а инвестиция в стабильность и качество производства. И при выборе важно учитывать особенности используемого сырья, характеристики экструдера и, конечно, квалификацию персонала.
Опыт ООО Чанчжоу Даюнь Экологические Технологии
Компания ООО Чанчжоу Даюнь Экологические Технологии, основанная в 1997 году, специализируется на производстве оборудования для экструзии полимеров, включая современные системы подачи ПВХ. Они являются вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения, что говорит о высоком уровне экспертизы и качества продукции. Их оборудование отличается надежностью, точностью и простотой в обслуживании.
У них есть решения для различных типов ПВХ, от обычного поливинилхлорида до специальных компаундов с высоким содержанием красителей и наполнителей. Они также предлагают индивидуальные решения, учитывающие особенности производства клиента. Я лично знаком с некоторыми их представителями и могу подтвердить их профессионализм и стремление к инновациям. Сайт компании: https://www.jwell-machine.ru.
Особенно впечатляет их подход к автоматизации и контролю качества. Они используют передовые технологии, такие как датчики плотности, системы обратной связи и алгоритмы оптимизации загрузки, что позволяет достичь высокой точности и стабильности процесса экструзии.
Хранение сырья – важный аспект
Часто недооценивают роль правильного хранения сырья. ПВХ – материал гигроскопичный, и влажность может существенно повлиять на качество экструзии. Необходим герметичный склад или сушилка для гранул. Это особенно важно при работе с сырьем, импортируемым из регионов с высокой влажностью.
На практике, мы сталкивались с ситуациями, когда проблемы с качеством продукции возникали именно из-за неправильного хранения сырья. В таких случаях необходимо тщательно проверять влажность гранул и при необходимости использовать специальные осушители. Также важно следить за условиями хранения, избегать попадания прямых солнечных лучей и перепадов температуры.
В заключение, централизованная система подачи ПВХ – это мощный инструмент, который может существенно повысить производительность и качество производства. Но для достижения максимального эффекта необходимо правильно выбрать систему, настроить ее параметры, обучить персонал и обеспечить регулярное обслуживание. И не забывать про правильное хранение сырья! Это как хорошо настроенный двигатель – только правильно заправленный и обслуженный он способен работать на полную мощность.
Соответствующая продукция
Соответствующая продукция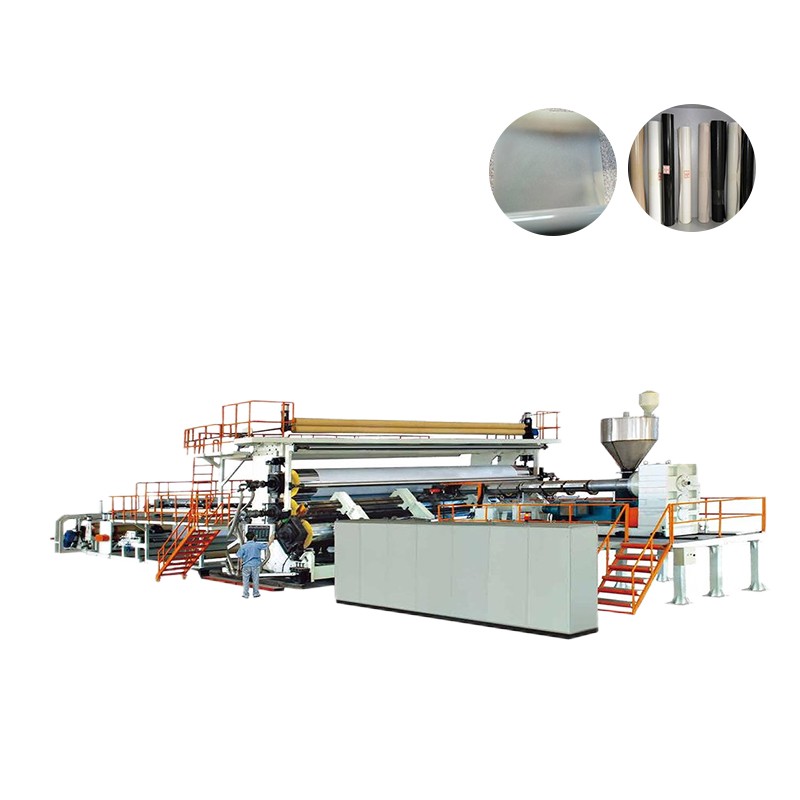






Самые продаваемые продукты
Самые продаваемые продукты-
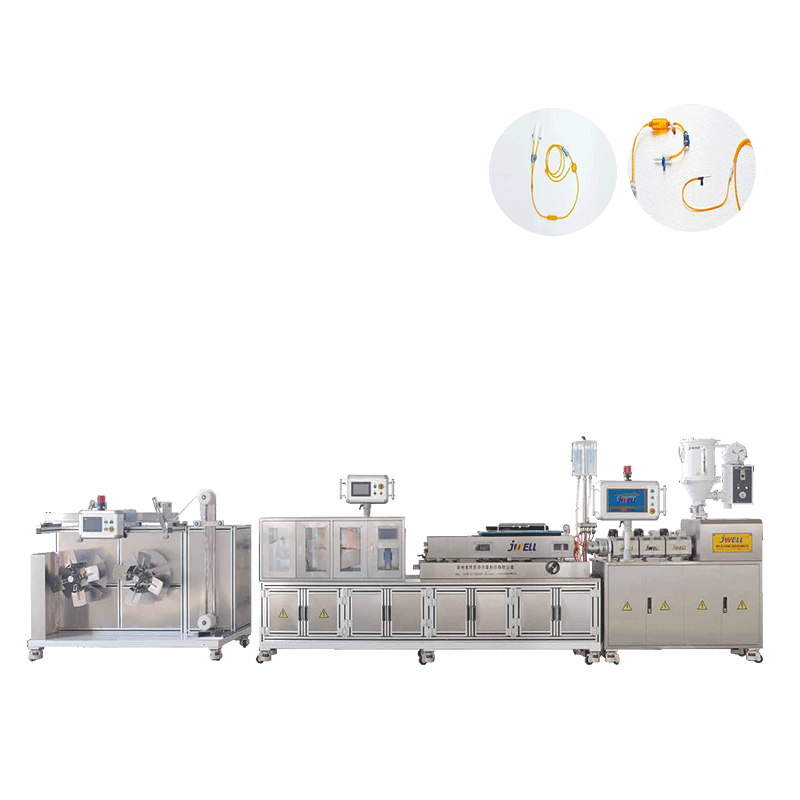 Линия для производства трёхслойных (двухслойных) медицинских светонепроницаемых инфузионных трубок
Линия для производства трёхслойных (двухслойных) медицинских светонепроницаемых инфузионных трубок -
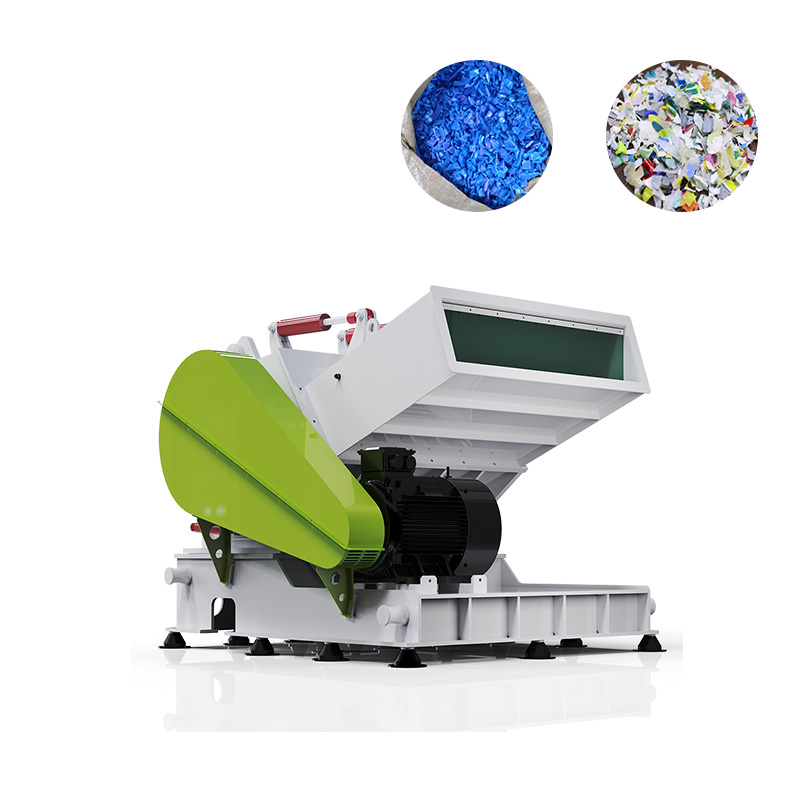
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
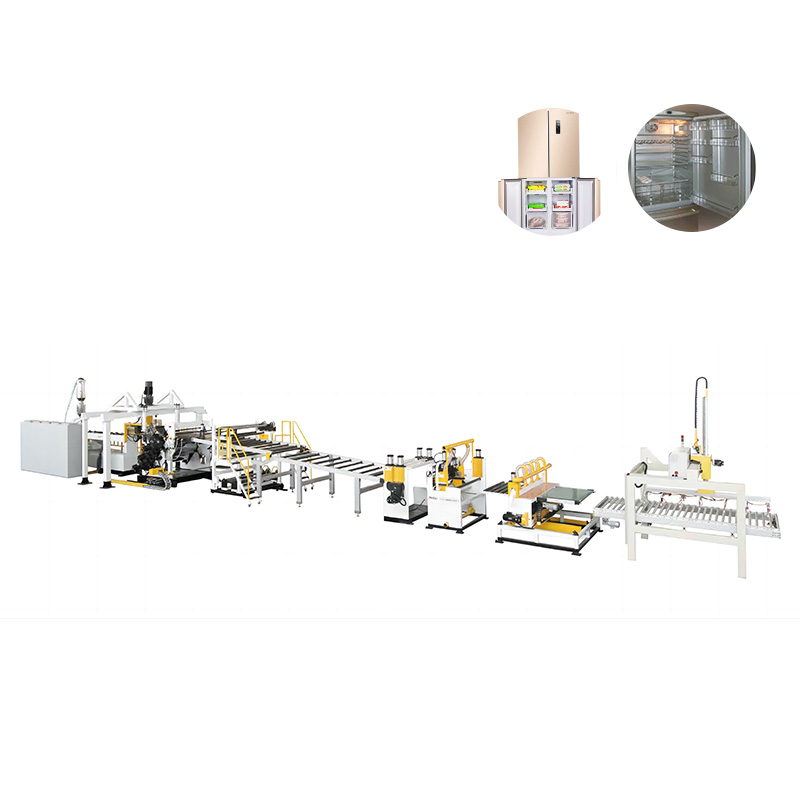 Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий
Экструзионная линия для плит из ABS, HIPS, PMMA для холодильников и сантехнических изделий -
 Магистраль из ПВХ JWELL
Магистраль из ПВХ JWELL -
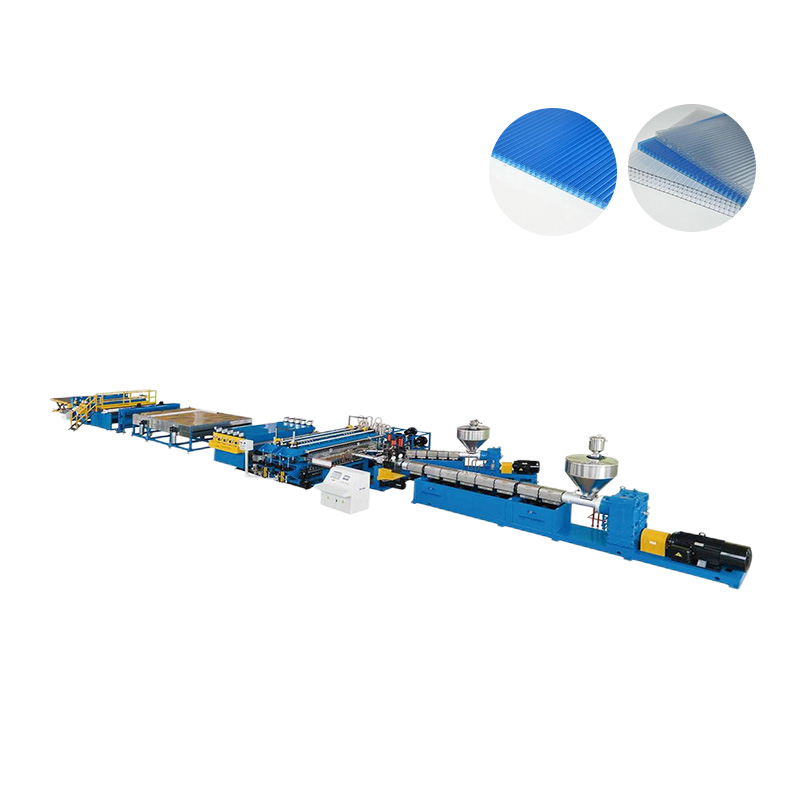
 JWELL ПВХ однослойный/многослойный теплоизоляционный гофрированный картон и ступенчатая кровельная экструзионная линия
JWELL ПВХ однослойный/многослойный теплоизоляционный гофрированный картон и ступенчатая кровельная экструзионная линия -
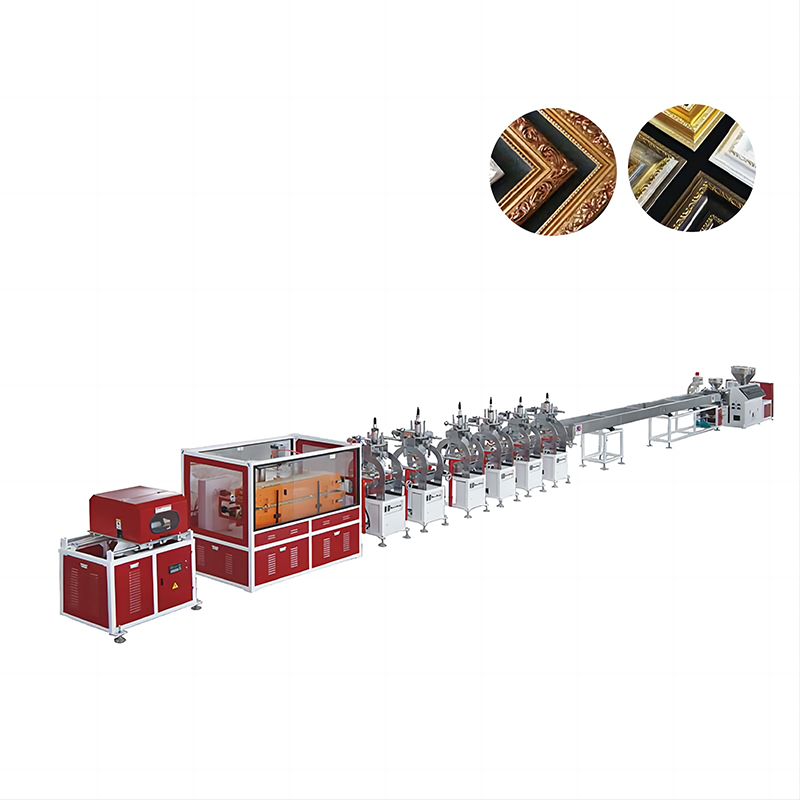 Линия по экструзии пластиковых пенопластовых рамок для фотографий
Линия по экструзии пластиковых пенопластовых рамок для фотографий -
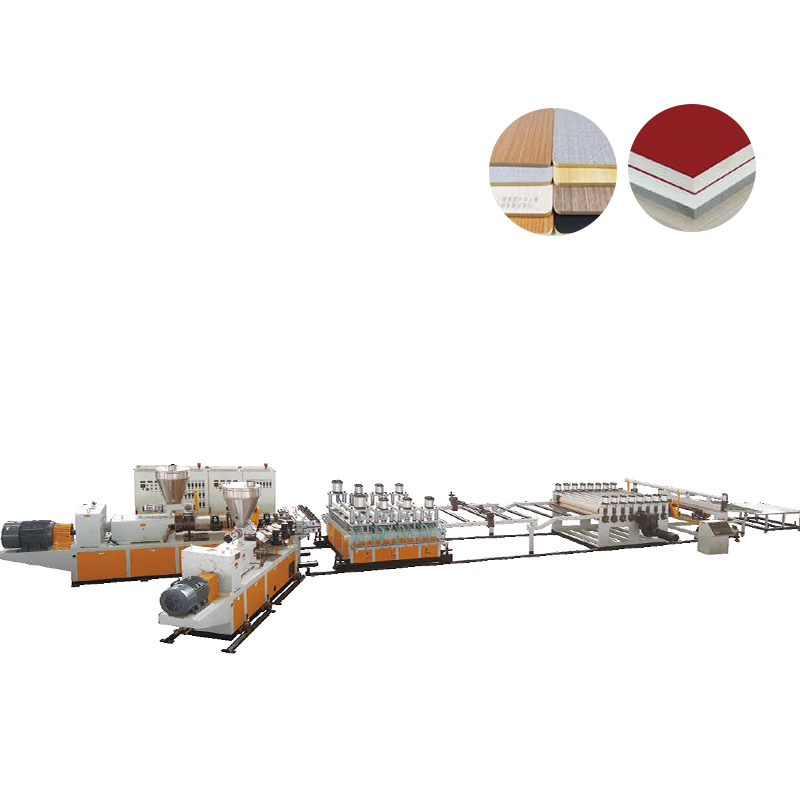 Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Линия экструзии пенопласта с ПВХ-покрытием (WPC) -
 Экструзионная линия для алюминиево-пластиковых композитных панелей
Экструзионная линия для алюминиево-пластиковых композитных панелей -
 Экструзионная линия для полых пластиковых профилей из PC, PP, PE
Экструзионная линия для полых пластиковых профилей из PC, PP, PE -
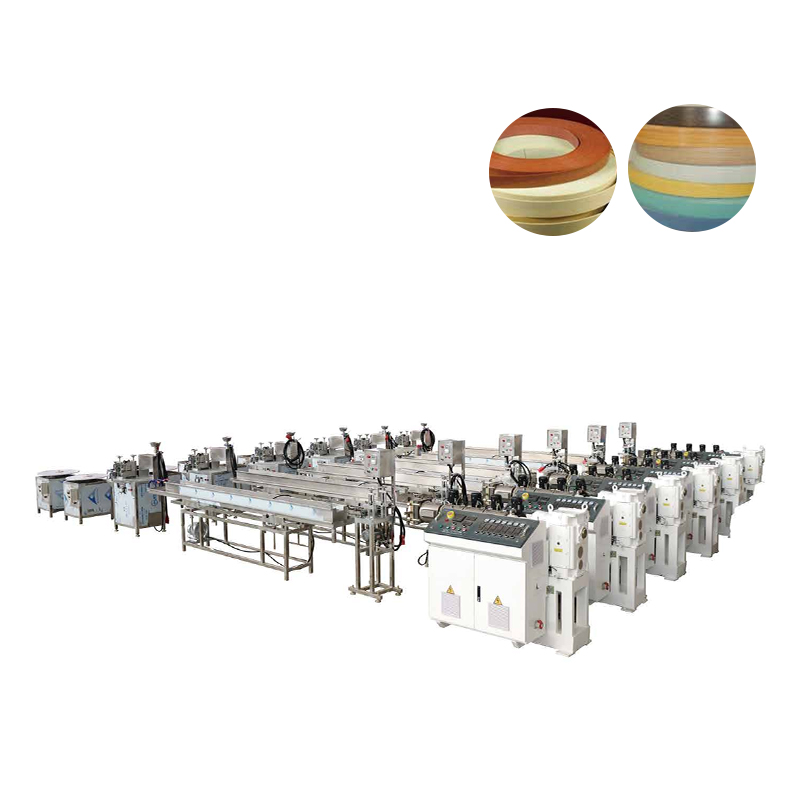 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
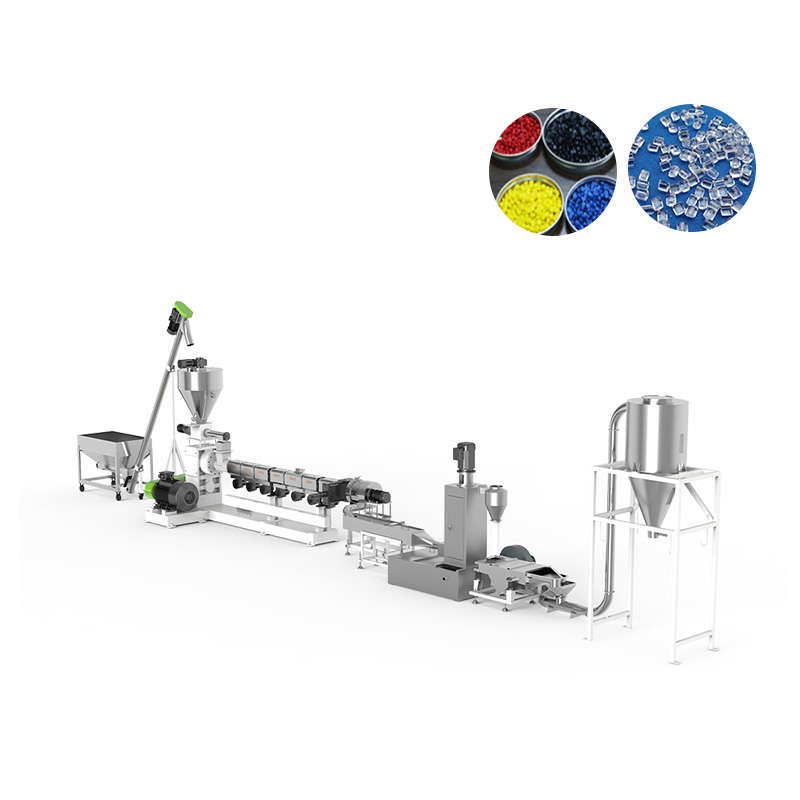
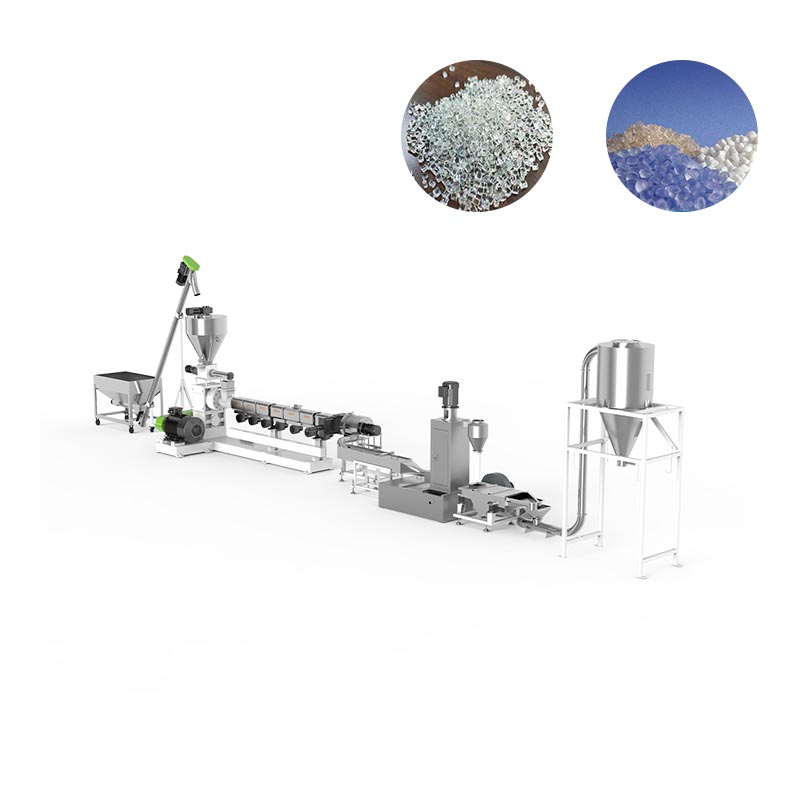 Одноступенчатая грануляторная машина
Одноступенчатая грануляторная машина -
 Линия по экструзии композитных напольных покрытий LVT
Линия по экструзии композитных напольных покрытий LVT
Связанный поиск
Связанный поиск- Высокое качество 100 литров открытый верхний барабан выдувной формовочной машины
- Производитель линий по производству листов и прутков из pom/pa/pvdf/abs методом холодного прессования в китае
- Производитель пластиковых дробилок в китае
- Производитель пвх прозрачный гибкий и жесткий лист экструзионные линии в китае
- Поставщики винтовых бочек экструдера из китая
- Производитель пк полый лист экструзионная линия
- Поставщики изотропных параллельных двухшнековых экструзионных линий гранулирования пвх из китая
- Отличный экструдер
- Высококачественный четырехвальный измельчитель для вторичной переработки
- Превосходный jwp трехмашинный интегрированный гранулятор



