


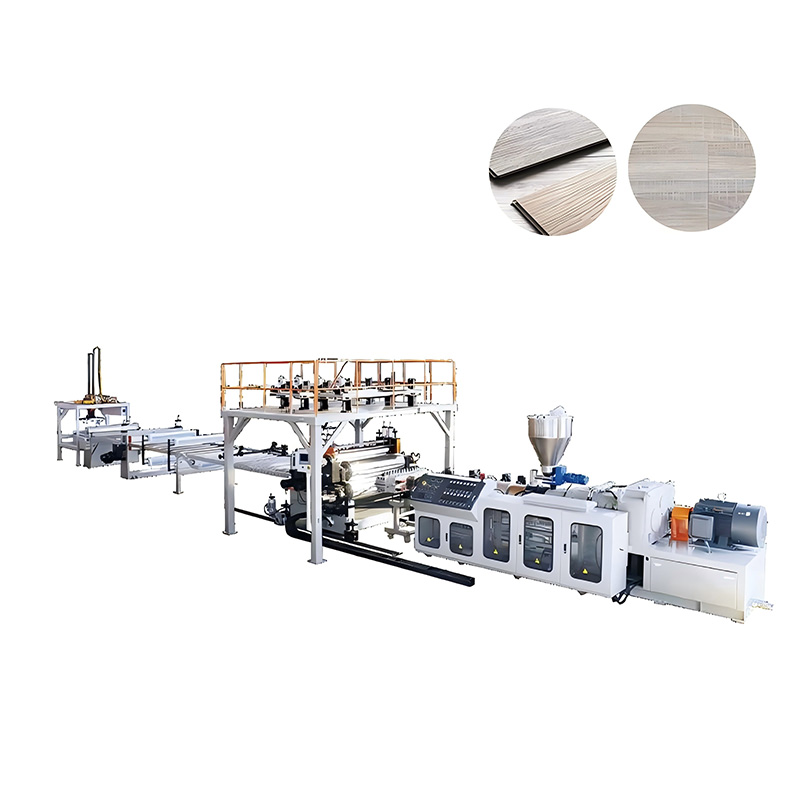
Отличная экструзионная линия для производства вспененного листа xpe
Ну что, вспененный XPE... Все эти разговоры об 'идеальных линиях', 'безупречном качестве' и 'максимальной эффективности' – как-то не очень убеждают, знаете ли. Я вот уже лет десять в этой теме, и каждый раз, когда вижу рекламу, хочется спросить: 'А как это на практике?' В теории все красиво, графики, показатели, цифры... Но реальность часто оказывается куда более запутанной. Например, часто на рынке предлагают 'лучшие' комплектующие для экструзии вспененного XPE, но потом возникают проблемы с совместимостью, сложностью настройки или просто с надежностью. Поэтому, когда речь заходит обэкструзионной линии для производства вспененного листа xpe, я всегда начинаю с практического анализа и изучения опыта других производителей.
Проблема с однородностью и дефектами материала
Одна из самых распространенных проблем, с которыми сталкиваются производители вспененного XPE – это получение однородного материала без дефектов. И вот тут уже не до 'отличной линии', как говорится в рекламных буклетах. Важен комплексный подход: правильно подобранный экструдер, точное дозирование компонентов, оптимальные параметры охлаждения и давление. Многие заказывают линию, ориентируясь на предполагаемый объем производства, но не учитывают особенности сырья, его влажность, температуру хранения и даже сезонные колебания. Это может приводить к непредсказуемым результатам.
Например, у одного из наших клиентов (ООО Чанчжоу Даюнь Экологические Технологии – мы сотрудничаем с ними давно) возникли проблемы с деформацией материала при охлаждении. Поначалу подозревали проблемы с системой охлаждения, но оказалось, что дело было в неравномерном распределении пенообразователя. Пришлось перенастраивать дозировку и оптимизировать перемешивание компонентов в экструдере. Без глубокого анализа причины проблему бы не решили.
Важность качественного смешивания компонентов
Смешивание компонентов – это критически важный этап. Недостаточно просто смешать порошок и связующее. Необходимо добиться равномерного распределения пенообразователя и других добавок в полимерной массе. Плохое смешивание ведет к неоднородности материала, образованию пустот и, как следствие, к снижению прочности и долговечности продукта. Для этого часто используют специальные смесители, которые должны быть правильно подобраны по мощности и конструкции.
Мы однажды сталкивались с ситуацией, когда производитель использовал устаревший тип смесителя. Несмотря на современный экструдер, качество материала оставалось неудовлетворительным. Пришлось заменить смеситель на более производительный и с более эффективной системой перемешивания. Это значительно улучшило качество вспененного XPE.
Выбор экструдера: ключевые параметры
Выбор экструдера – это не просто выбор модели. Нужно учитывать тип полимера, желаемую плотность и структуру вспененного материала, а также предполагаемый объем производства. Для производства вспененного XPE часто используют двухшнековые экструдеры с высоким коэффициентом трения. Важно обратить внимание на геометрию шнеков, их материал и покрытие. Некачественные шнеки быстро изнашиваются и ухудшают качество материала.
Например, когда мы помогали одному производителю переходить на производство вспененного XPE с более высокой плотностью, мы рекомендовали им экструдер с шнеками, изготовленными из высокопрочной стали с твердостью не менее 58 HRC. Это позволило им достичь желаемой плотности и избежать поломок шнеков.
Особенности конструкции системы охлаждения
Система охлаждения играет ключевую роль в формировании структуры вспененного материала. Неправильно настроенная система охлаждения может привести к неравномерному охлаждению, образованию трещин и других дефектов. Существуют разные типы систем охлаждения: водяное, воздушное, комбинированное. Выбор системы охлаждения зависит от типа материала и требуемой структуры продукта. Важно также учитывать качество охлаждающей жидкости и систему фильтрации.
Мы часто рекомендуем использовать замкнутые системы охлаждения с фильтрацией воды, чтобы избежать образования отложений и загрязнения материала. Это позволяет поддерживать стабильную температуру охлаждения и улучшать качество продукции.
Автоматизация и контроль процесса
Современныеэкструзионные линии для производства вспененного листа xpe должны быть оснащены системой автоматизации и контроля процесса. Это позволяет точно регулировать параметры экструзии, контролировать температуру, давление и скорость перемешивания компонентов. Автоматизация также позволяет снизить количество брака и повысить производительность.
Мы часто используем системы управления на базе PLC, которые позволяют создавать сложные алгоритмы управления процессом. Это позволяет нам оптимизировать параметры экструзии для каждого конкретного материала и достигать максимального качества продукции.
Важность системы мониторинга и диагностики
Система мониторинга и диагностики позволяет своевременно выявлять неисправности и предотвращать поломки оборудования. Это позволяет избежать простоев производства и снизить затраты на ремонт. Важно, чтобы система мониторинга отображала ключевые параметры процесса и предупреждала о возможных проблемах.
Мы используем системы мониторинга, которые позволяют нам удаленно отслеживать состояние оборудования и получать уведомления о любых отклонениях от нормы. Это позволяет нам оперативно реагировать на проблемы и предотвращать поломки.
Выводы и рекомендации
По итогам нашего опыта можно сделать вывод, что выборэкструзионной линии для производства вспененного листа xpe – это не просто покупка оборудования. Это комплексный процесс, который требует тщательного анализа и планирования. Важно учитывать все факторы, влияющие на качество продукции, от типа полимера до системы автоматизации и контроля процесса. Не стоит экономить на качестве оборудования и комплектующих. Лучше сразу выбрать надежного поставщика, который сможет предоставить качественную линию и обеспечить техническую поддержку.
И еще одно – не бойтесь экспериментировать и искать оптимальные параметры экструзии для каждого конкретного материала. Только так можно добиться максимального качества продукции и снизить затраты на производство.
ООО Чанчжоу Даюнь Экологические Технологии, сайт: [https://www.jwell-machine.ru](https://www.jwell-machine.ru), Компания Jwell была основана в 1997 году. Она является вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения и профессиональным производителем комплектного оборудования для экструзии полимерных материалов. Мы активно сотрудничаем с ними и часто рекомендуем их оборудование нашим клиентам.Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC
Экструзионная линия для производства водопроводных и канализационных труб из UPVC и электротехнических защитных труб из CPVC -
 Линия экструзии пенопласта с ПВХ-покрытием (WPC)
Линия экструзии пенопласта с ПВХ-покрытием (WPC) -
 Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии
Линия двухручьевой экструзии UPVC, CPVC, четырехручьевой экструзии -
 Точная линия экструзии труб перфузии
Точная линия экструзии труб перфузии -
 Экструзионная линия для полых пластиковых профилей из PC, PP, PE
Экструзионная линия для полых пластиковых профилей из PC, PP, PE -
 Одноступенчатая грануляторная машина
Одноступенчатая грануляторная машина -
 Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай
Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай -
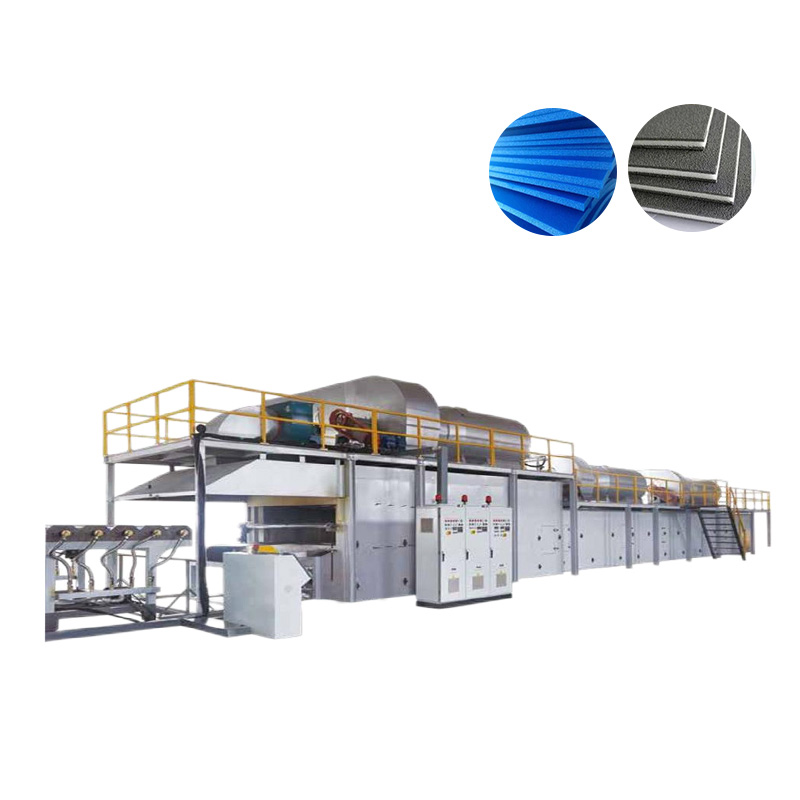 Экструзионная линия для вспененных листов XPE, IXPE
Экструзионная линия для вспененных листов XPE, IXPE -
 Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью
Линия экструзии рулонов из высокополимерного композита с водонепроницаемой поверхностью -
 Тяжёлая дробилка серии DYPS-Z от JWELL
Тяжёлая дробилка серии DYPS-Z от JWELL -
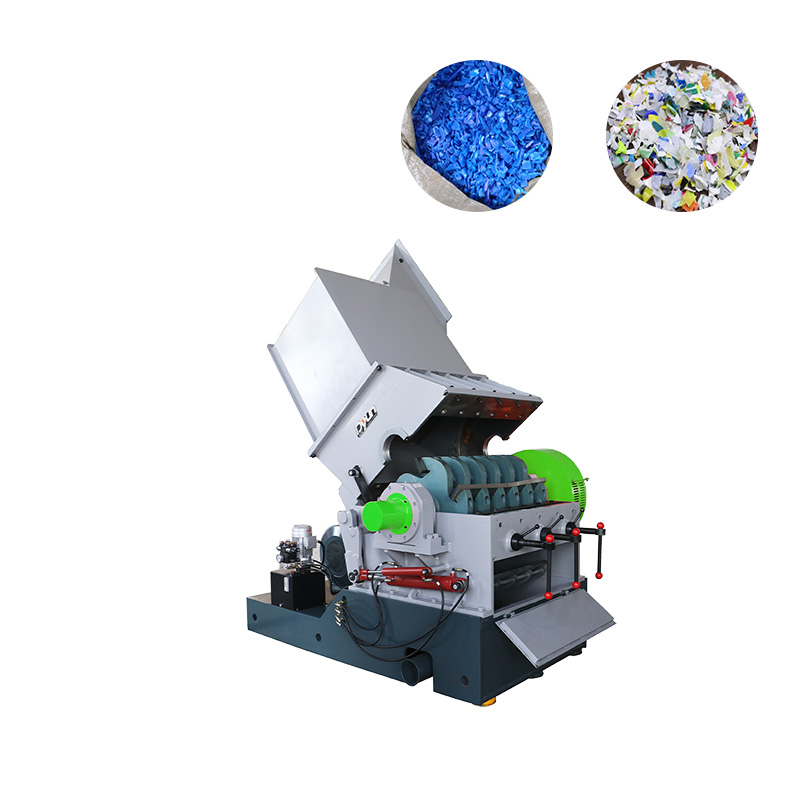 Мощная дробилка серии Jwell DYPS-G
Мощная дробилка серии Jwell DYPS-G -
 名称
名称
Связанный поиск
Связанный поиск- Установки для двухшнековых экструдеров
- Высококачественная установка для дробления и измельчения труб dyssg
- Одношнековая экструзионная линия для вспененных wpc профилей
- Четырехвальный шредер для переработки отходов в китае
- Отличная линия экструзии пленки asa
- Производители экструзионных линий для производства листов pp pe в китае
- Многослойная экструзионная линия для экструзии труб из пэнд с кремниевым сердечником для высокой скорости и энергосбережения в китае
- Dyssq легкий одновалковый измельчитель - производитель в китае
- Отличная линия экструзии сплошного/волнового листа пк
- Ведущая машина для выдува бутылок объемом 2 литра с одной головкой для выдува



