


Серия шнеков для выдувного формования
Выдувное формование – это, на первый взгляд, простое дело. Вливаем расплавленный пластик в форму и ждем. Но ведь качество конечного изделия, его прочность, однородность, все это напрямую зависит от шнека. И вот тут возникает вопрос: как выбрать оптимальный шнек для выдувного формования? На рынке представлено огромное количество вариантов, и зачастую производители обещают золотые горы, но реальность оказывается совсем другой. Опыт работы в этой сфере заставляет меня осторожно относиться к слишком громким заявлениям и тщательно анализировать все параметры.
Основные проблемы выбора шнеков
Первая, и, пожалуй, самая распространенная проблема – это непонимание требуемых характеристик. Многие клиенты просто не осознают, какие факторы влияют на процесс выдувного формования, и поэтому выбирают шнек 'на глаз'. А это может привести к серьезным последствиям: дефектам изделий, повышенному износу оборудования и, как следствие, к финансовым потерям. Например, часто недооценивают роль геометрии шнека: угол наклона лопастей, их количество, шаг. Все это критически влияет на перемешивание расплава и его равномерность. Иногда, слишком 'оптимизированные' шнеки, рассчитанные на максимальную производительность, оказываются совершенно непригодными для работы с определенным типом пластика.
Еще одна проблема – это качество изготовления шнека. Дешевые шнеки часто изготавливаются из некачественной стали, с использованием устаревших технологий. В результате они быстро изнашиваются, подвержены коррозии, и могут даже привести к поломке оборудования. Я видел немало случаев, когда замена шнека стоила гораздо дороже, чем его первоначальная покупка. И это не учитывая время простоя производства!
Технологии изготовления и материалы
Большинство шнеков для выдувного формования изготавливаются из высокопрочной инструментальной стали. Но не стоит думать, что все стали одинаковы. Для работы с определенными видами пластика требуются специальные марки стали с повышенной устойчивостью к износу и коррозии. Например, для работы с полиамидами (PA) или полипропиленом (PP) часто используют шнеки из стали с высоким содержанием хрома и молибдена. Также, важную роль играет технология изготовления. В идеале, шнек должен быть изготовлен на токарном станке с ЧПУ, с высокой точностью обработки. Это гарантирует его геометрическую точность и равномерное распределение нагрузки.
Некоторые производители предлагают шнеки с различными покрытиями: никелевым, титановым, цинковым. Эти покрытия повышают износостойкость шнека и предотвращают прилипание расплава. Но важно понимать, что покрытие – это не панацея. Качество самого шнека остается ключевым фактором. Мы в ООО Чанчжоу Даюнь Экологические Технологии всегда используем только сертифицированные материалы и современное оборудование для производства шнеков для выдувного формования. Наша компания, основанная в 1997 году и являющаяся вице-президентской единицей Китайской ассоциации производителей пластмассового машиностроения, уделяет особое внимание качеству и надежности своей продукции. Наш сайт – https://www.jwell-machine.ru – содержит подробную информацию о нашей деятельности и ассортименте.
Опыт работы с разными типами пластиков
Мы работали с самыми разными типами пластиков: ПЭТ, ПНД, ПП, ПВХ, поликарбонат, а также с инженерными пластиками. Для каждого типа пластика требуется свой, индивидуальный подход к выбору шнека. Например, для работы с ПЭТ-пластиком нужен шнек с высокой степенью износостойкости и устойчивостью к температуре. А для работы с поликарбонатом – шнек с низким коэффициентом трения. Несколько лет назад у нас был заказ на производство деталей из поликарбоната с острыми углами. Изначально клиент выбрал шнек, рассчитанный на работу с менее вязким пластиком. В результате, шнек быстро износился, и качество деталей ухудшилось. Пришлось заказать новый шнек, разработанный специально для работы с поликарбонатом, и это потребовало дополнительных затрат и времени.
Помню один интересный случай с полипропиленом. Клиент жаловался на неравномерность заполнения формы. Мы проверили шнек и обнаружили, что угол наклона лопастей был неправильным. После корректировки угла, проблема была решена. Это показывает, как важно тщательно анализировать параметры шнека и учитывать особенности процесса выдувного формования.
Проблемы с теплообменом в шнеке
Теплообмен в шнеке играет важную роль в поддержании необходимой температуры расплава. Недостаточный теплообмен может привести к перегреву шнека и преждевременному износу. Для решения этой проблемы можно использовать шнеки с термоизоляцией или с вмонтированными нагревательными элементами. Мы применяем различные стратегии для оптимизации теплообмена, в том числе и специальные конструкции лопастей шнека.
Засорение шнека: причины и решения
Засорение шнека – это распространенная проблема, особенно при работе с пластиками, содержащими примеси. Причины засорения могут быть разными: неправильный выбор шнека, использование некачественного пластика, загрязнение оборудования. Для предотвращения засорения можно использовать шнеки с канавками для отвода расплава или устанавливать фильтры на линии подачи пластика. Мы предлагаем шнеки с различными конструкциями канавок и адаптируем их к конкретным условиям производства.
Вывод: подходите к выбору шнека серьезно
Подводя итог, хочу сказать, что выбор шнека для выдувного формования – это ответственный процесс, требующий знаний и опыта. Не стоит экономить на шнеке, ведь это инвестиция в будущее вашего производства. Обращайтесь к надежным поставщикам, которые могут предложить вам качественную продукцию и квалифицированную консультацию. ООО Чанчжоу Даюнь Экологические Технологии – это компания с многолетним опытом работы в этой сфере. Мы поможем вам выбрать оптимальный шнек, который обеспечит эффективную и надежную работу вашего оборудования.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 30-литровая двухпостовая выдувная машина для производства канистр
30-литровая двухпостовая выдувная машина для производства канистр -
 Одноступенчатая грануляторная машина
Одноступенчатая грануляторная машина -
 Гранулирование и модификация нефтехимических порошков
Гранулирование и модификация нефтехимических порошков -
 Переработанный PP PE Deck Board экструзионная линия
Переработанный PP PE Deck Board экструзионная линия -
 Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем
Линия JWELL для компаундирования биоразлагаемого пластика с крахмальным наполнителем -
 Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury
Комплексная система гранулирования на основе процесса предварительного смешивания с помощью смесителя/месителя Banbury -
 Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай
Экструзионная линия для каменно-пластиковых полов SPC от Jwell Machinery Китай -
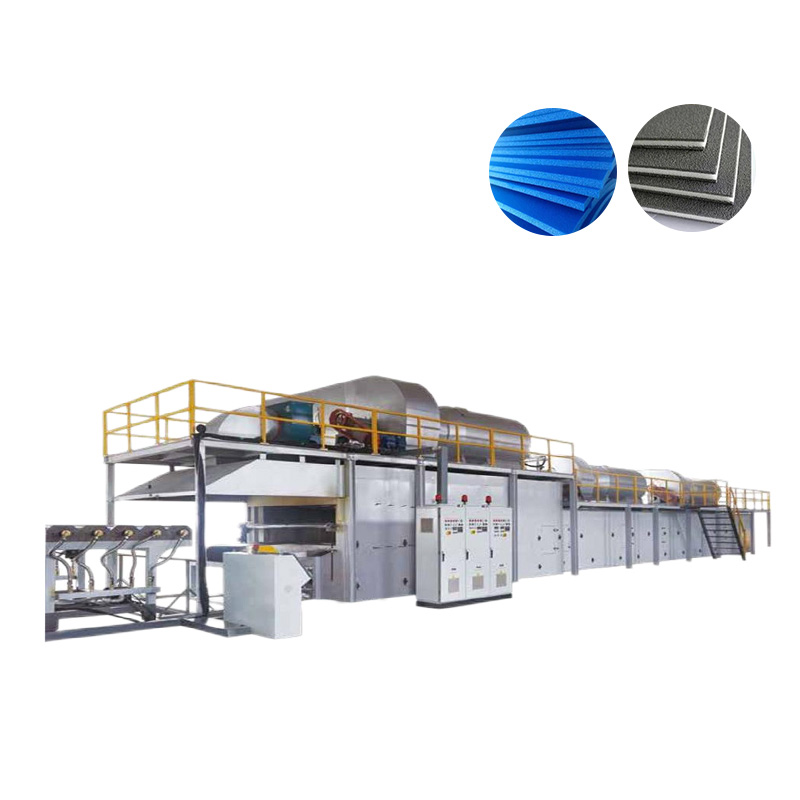 Экструзионная линия для вспененных листов XPE, IXPE
Экструзионная линия для вспененных листов XPE, IXPE -
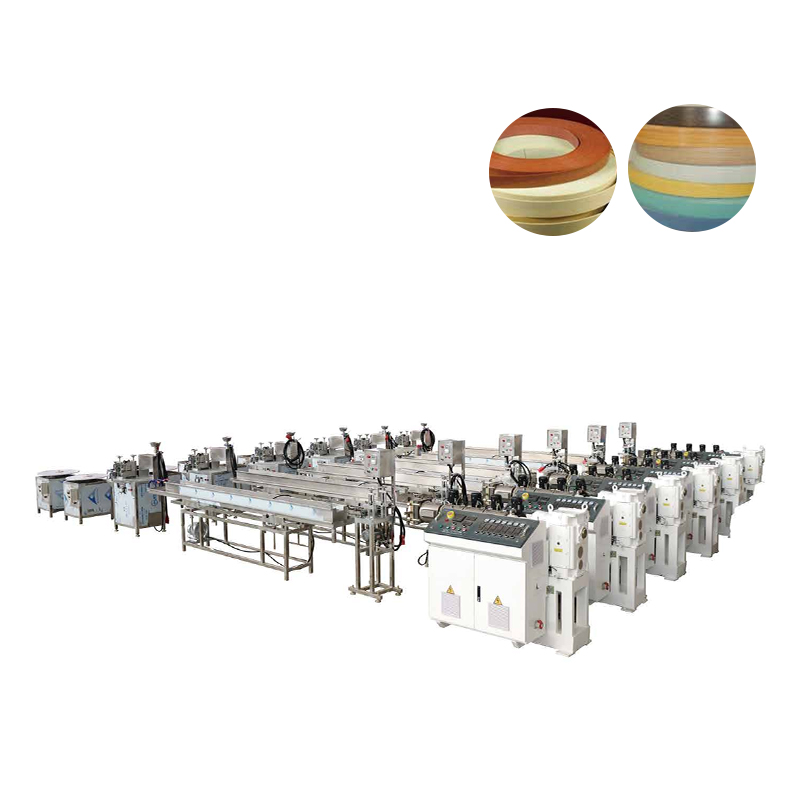 Экструзионная линия для производства кромочной ленты
Экструзионная линия для производства кромочной ленты -
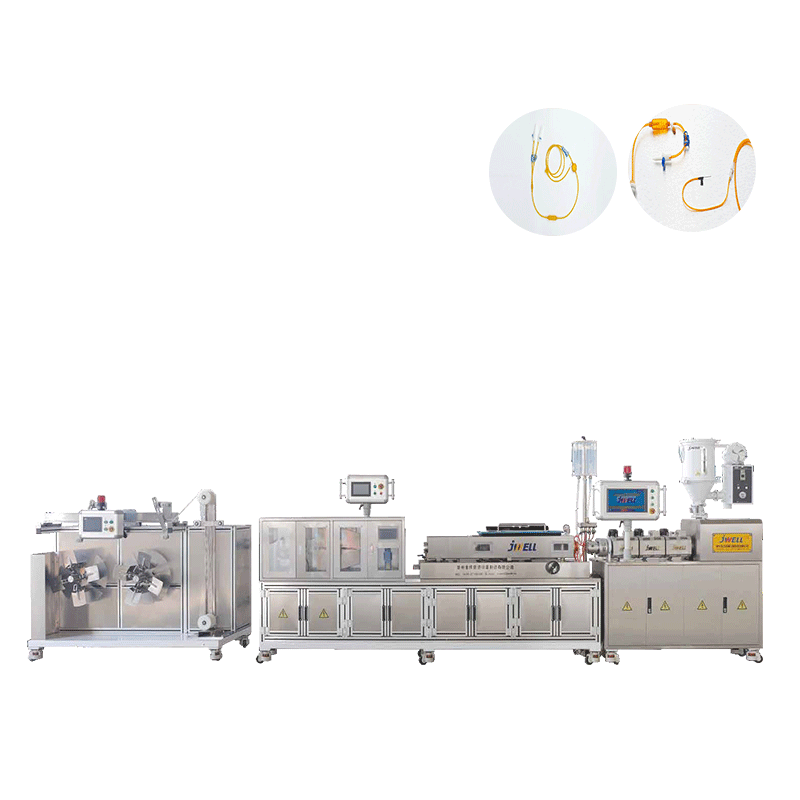 Три слоя (два слоя) медицинской линии экструзии инфузионных труб
Три слоя (два слоя) медицинской линии экструзии инфузионных труб -
 Линия экструзии листов PLA
Линия экструзии листов PLA -
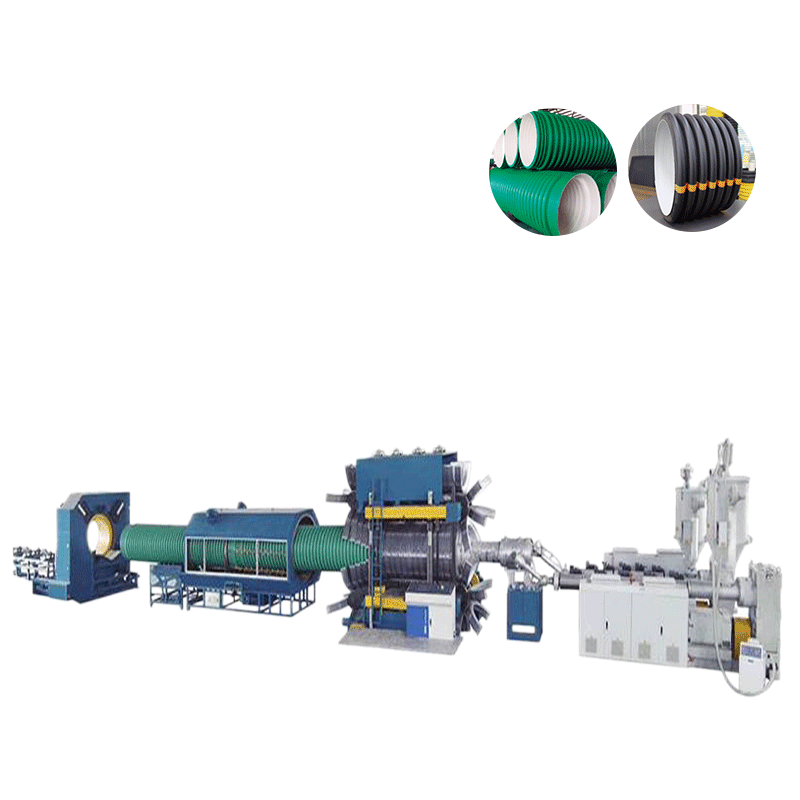 HDPE,PP вертикальный тип двухстенная гофрированная труба и PVC ребристая экструзионная линия
HDPE,PP вертикальный тип двухстенная гофрированная труба и PVC ребристая экструзионная линия
Связанный поиск
Связанный поиск- Поставщики одноступенчатая линия гранулирования из китая
- Ведущая линия экструзии кромочной ленты
- Специальная дробилка для переработки профилей и wpc
- Ведущая машина для выдува бочек для масла объемом 30 литров
- Ведущий измельчитель для переработки труб с верхним открытием
- Поставщики пластикового лома переработки машины из китая
- Поставщики pc pp pe пластиковых полых секций экструзионные линии из китая
- Отличная машина для переработки пластиковых отходов
- Поставщик легкого одновального шредера dyssq
- Экструзионная линия для декоративных/мраморных листов пвх



